一种干法聚丙烯锂电池隔膜前驱体膜的制备方法与流程
本发明涉及高分子,具体公开一种干法聚丙烯锂电池隔膜前驱体膜的制备方法。
背景技术:
1、锂电池隔膜在整个电池体系中起着分隔正负电极的作用,可阻隔充放电时电子通过,同时允许电解液中锂离子自由通过。随着新能源汽车行业发展,锂电池的电池容量及产量不断增加,锂电池隔膜的需求量日益扩增,锂电池隔膜专用料价格及利润也持续维持高位。电池隔膜结构虽然简单,但隔膜专用料和工艺要求很高。
2、聚烯烃微孔膜的制备方法主要分为两种:干法(熔融拉伸法)和湿法(相分离法)。干法工艺是将聚烯烃材料在应力场下熔融挤出,迅速退火形成片晶,拉伸使片晶结构分离,将缺陷晶体撕裂成孔,热定型后即可得到微孔隔膜。
3、熔融挤出制备前驱体膜是干法工艺的第一步,关乎最终锂电池隔膜的产品质量。熔融挤出是指在特定的条件下将聚合物熔融挤出离开口模后,对其进行高倍牵伸,在温度场以及应力场的共同作用下,诱发形成高度排列有序且垂直于口模挤出方向的片晶结构。聚丙烯树脂熔融挤出、高倍牵伸制备前驱体膜过程,螺杆转速、挤出机温度、流延辊温度、牵伸速度都会影响前驱体膜的回弹性能。虽然,目前国内锂电池隔膜研究甚广,但前驱体膜制备工艺的研究还很少,基于此本发明对聚丙烯锂电池隔膜的制备工艺展开研究。
4、本发明提供一种干法聚丙烯锂电池隔膜前驱体膜的制备方法。通过流延工艺控制,制备出一种高结晶度、高回弹率的锂电池隔膜前驱体膜。
技术实现思路
1、本发明采用的技术方案如下:
2、第一方面,本发明提供一种干法聚丙烯锂电池隔膜前驱体膜的制备方法,所述制备方法使用单螺杆挤出机、流延辊和牵引辊,所述单螺杆挤出机出口设有流延辊,流延辊后设有若干牵引辊,所述制备方法包括如下步骤:
3、s1:将熔体流动速率为1.80~2.20g/10min(2.16kg)的聚丙烯粒料在单螺杆挤出机中喂料熔融挤出得到流延膜;所述单螺杆挤出机设有七个温度段,第一段180-195℃,第二段185-200℃,第三段190-205℃,第四段190-215℃,第五段190-230℃,第六段190-230℃,机头温度190-200℃;所述单螺杆挤出机的喂料转速控制在30-50rpm;
4、s2:将熔融挤出的流延膜在锂电池隔膜流延设备流延辊上按75-95℃温度冷却结晶,牵引辊按25-45m/min牵伸速度牵伸,牵伸好的薄膜放入135-145℃的烘箱热处理,得到锂电池隔膜前驱体膜。
5、优选地,所述步骤s2中,热处理时间为25-45min。
6、优选地,所述单螺杆各温区温度控制为:第一段190℃,第二段195℃,第三段200℃,第四段210℃,第五段220℃,第六段220℃,机头温度195℃熔融挤出,螺杆喂料转速30rpm;将熔融挤出物放置85℃流延辊冷却结晶,牵引辊牵伸速度按35m/min制备前驱体膜;将制备后的前驱体膜放入温度为140℃的烘箱热处理30min。
7、优选地,所述单螺杆各温区温度控制为:第一段190℃,第二段195℃,第三段200℃,第四段210℃,第五段220℃,第六段220℃,机头温度195℃熔融挤出,螺杆喂料转速50rpm;将熔融挤出物放置85℃流延辊冷却结晶,牵引辊牵伸速度按45m/min制备前驱体膜;将制备后的前驱体膜放入温度为140℃的烘箱热处理30min。
8、优选地,所述单螺杆各温区温度控制为:第一段190℃,第二段195℃,第三段200℃,第四段210℃,第五段220℃,第六段220℃,机头温度195℃熔融挤出,螺杆喂料转速50rpm。将熔融挤出物放置85℃流延辊冷却结晶,牵引辊牵伸速度按45m/min制备前驱体膜。将制备后的前驱体膜放入温度为140℃的烘箱热处理30min。
9、第二方面,本发明提供一种聚丙烯锂电池隔膜前驱体膜,采用第一方面所述方法制备得到。
10、本发明取得的有益效果:
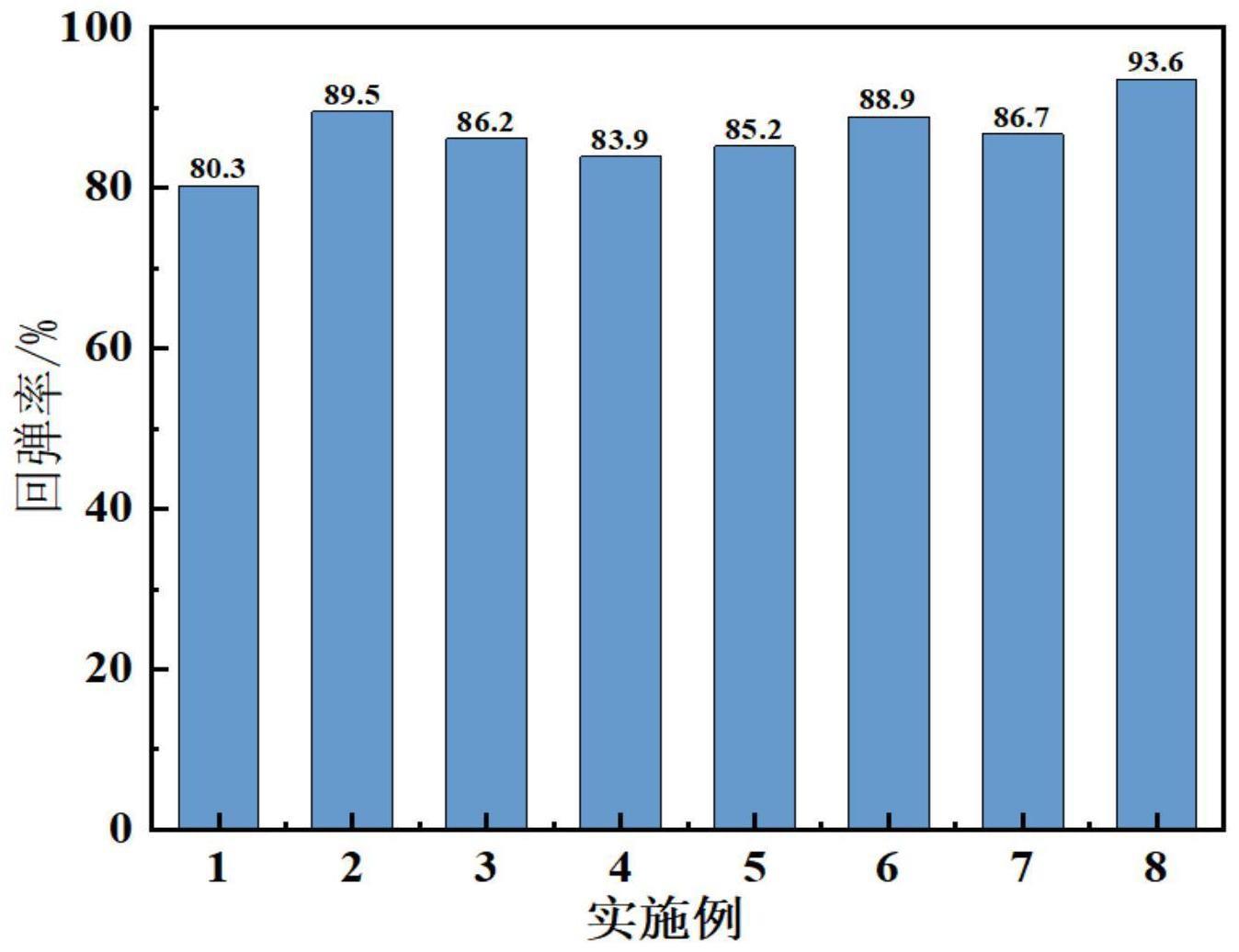
11、本发明提供的聚丙烯锂电池隔膜前驱体膜及其制备方法,能够提供一种聚丙烯锂电池隔膜前驱体膜,使得薄膜拉伸回弹率达到80%以上。
技术特征:
1.一种干法聚丙烯锂电池隔膜前驱体膜的制备方法,其特征在于,所述制备方法使用单螺杆挤出机、流延辊和牵引辊,所述单螺杆挤出机出口设有流延辊,流延辊后设有若干牵引辊,包括如下步骤:
2.根据权利要求1所述的干法聚丙烯锂电池隔膜前驱体膜的制备方法,其特征在于,所述步骤s2中,热处理时间为25-45min。
3.根据权利要求1所述的干法聚丙烯锂电池隔膜前驱体膜的制备方法,其特征在于,所述单螺杆各温区温度控制为:第一段190℃,第二段195℃,第三段200℃,第四段210℃,第五段220℃,第六段220℃,机头温度195℃熔融挤出,螺杆喂料转速30rpm;将熔融挤出物放置85℃流延辊冷却结晶,牵引辊牵伸速度按35m/min制备前驱体膜;将制备后的前驱体膜放入温度为140℃的烘箱热处理30min。
4.根据权利要求1所述的干法聚丙烯锂电池隔膜前驱体膜的制备方法,其特征在于,所述单螺杆各温区温度控制为:第一段190℃,第二段195℃,第三段200℃,第四段210℃,第五段220℃,第六段220℃,机头温度195℃熔融挤出,螺杆喂料转速50rpm;将熔融挤出物放置85℃流延辊冷却结晶,牵引辊牵伸速度按45m/min制备前驱体膜;将制备后的前驱体膜放入温度为140℃的烘箱热处理30min。
5.根据权利要求1所述的干法聚丙烯锂电池隔膜前驱体膜的制备方法,其特征在于,所述单螺杆各温区温度控制为:第一段190℃,第二段195℃,第三段200℃,第四段210℃,第五段220℃,第六段220℃,机头温度195℃熔融挤出,螺杆喂料转速50rpm。将熔融挤出物放置85℃流延辊冷却结晶,牵引辊牵伸速度按45m/min制备前驱体膜。将制备后的前驱体膜放入温度为140℃的烘箱热处理30min。
6.一种聚丙烯锂电池隔膜前驱体膜,其特征在于,采用权利要求1~5中任意一项所述方法制备得到。
技术总结
本发明涉及高分子技术领域,具体公开一种干法聚丙烯锂电池隔膜前驱体膜的制备方法。所述方法将熔体流动速率为1.80~2.20g/10min(2.16kg)的聚丙烯粒料在单螺杆挤出机中喂料熔融挤出得到流延膜;所述单螺杆挤出机设有七个温度段,第一段180‑195℃,第二段185‑200℃,第三段190‑205℃,第四段190‑215℃,第五段190‑230℃,第六段190‑230℃,机头温度190‑200℃;所述单螺杆挤出机的喂料转速控制在30‑50rpm;S2:将熔融挤出的流延膜在锂电池隔膜流延设备流延辊上按75‑95℃温度冷却结晶,牵引辊按25‑45m/min牵伸速度牵伸,牵伸好的薄膜放入135‑145℃的烘箱热处理,得到锂电池隔膜前驱体膜。本发明能够提供一种聚丙烯锂电池隔膜前驱体膜,使得薄膜拉伸回弹率达到80%以上。
技术研发人员:修忠海,郝春波,姚秀超,李秉荣,付莹,王楠,李聪,郑树松,肖大君,武天希,李耀波
受保护的技术使用者:北方华锦化学工业股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!