一种自动套管机构的制作方法
本发明涉及自动化机构的,尤其涉及一种自动套管机构。
背景技术:
1、目前有部分工件有套管的需求,如电容的外壁需要套入一小节的套管,目前的套管作业实现自动化的难度较大,特别是对于以卷料的方式供料的套管时,虽然卷料的供料方式能够大幅储存较多的套管,但是套管卷绕后将处于扁平的状态,如何将套管的内孔自动扩开而又能自动将套管套入到工件上并还能够自动切断套管,是目前一直未攻克的技术难题,因此,目前的套管作业大都需要人工来完成,而人工的作业效率实在太低,不能满足电容高效的生产需求。
技术实现思路
1、本发明的目的在于提供一种自动套管机构,主要解决如何自动将套管套入到工件上的技术问题。
2、为达此目的,本发明采用以下技术方案:
3、一种自动套管机构,包括架体、第一驱动器、套管模块、第一夹爪、轴芯、第三驱动器及切刀;
4、所述轴芯的长度方向指向竖直方向并用于撑开套管的内孔;
5、所述套管模块又包括相连的第二驱动器及第二夹爪,且所述第二夹爪布置于所述第一夹爪的上方,所述第二夹爪用于夹取套管,所述第二驱动器用于驱动所述第二夹爪上升或下降;
6、所述第一驱动器及所述第三驱动器均连接所述架体,所述第一驱动器分别连接所述第一夹爪及所述套管模块,所述第一驱动器用于驱动所述第一夹爪及所述套管模块共同上升或共同下降,所述第一夹爪用于同时夹取套管及位于所述套管内的轴芯,第三驱动器连接所述切刀并用于驱动切刀伸入至所述轴芯的正下方。
7、在其中一个技术方案中,所述自动套管机构应用以下的套管方法:
8、预先将套管套入到轴芯上,使轴芯位于套管的内孔内,然后使第一夹爪同时夹持着所述套管以及位于所述套管内孔内的所述轴芯;
9、所述第一驱动器驱动所述套管模块及所述第一夹爪共同下降,使所述轴芯的底面抵接在工件的顶面,松开所述第一夹爪,由工件的顶面支撑着所述轴芯,所述第二夹爪夹持所述套管,所述第二驱动器驱动所述第二夹爪下降,所述第二夹爪夹着所述套管下降,使所述套管沿着所述轴芯逐渐套入到工件上,当所述套管向下套至预设长度时,所述第一夹爪再次同时夹持着所述套管以及所述轴芯,所述第一驱动器驱动所述套管模块及所述第一夹爪同时上升,使所述轴芯以及所述套管一起跟随着所述第一夹爪上升一小段距离,以使所述轴芯的底面和工件的顶面互相分离,所述第三驱动器驱动所述切刀伸入至所述轴芯与所述工件之间,此时所述切刀将所述套管切断。
10、在其中一个技术方案中,所述轴芯包括由上至下依次相连的插接部、扩孔部及导向部;
11、所述扩孔部由所述插接部的底端呈锥形逐渐扩大至所述导向部上,所述导向部在径向上的侧面为导向面,所述导向面呈圆柱形向下延伸,所述导向面的外形尺寸大于或等于工件上所需套管的外壁面的外形尺寸,当所述第一夹爪同时夹取套管及位于所述套管内的轴芯时,所述第一夹爪夹持所述轴芯上的所述导向面。
12、在其中一个技术方案中,所述导向面上开设有多个凹陷的凹槽。
13、在其中一个技术方案中,所述凹槽沿所述导向部的径向凹陷,且所述凹槽向上延伸至所述扩孔部的锥形壁面上。
14、在其中一个技术方案中,所述插接部为沿竖直方向上延伸的针状结构。
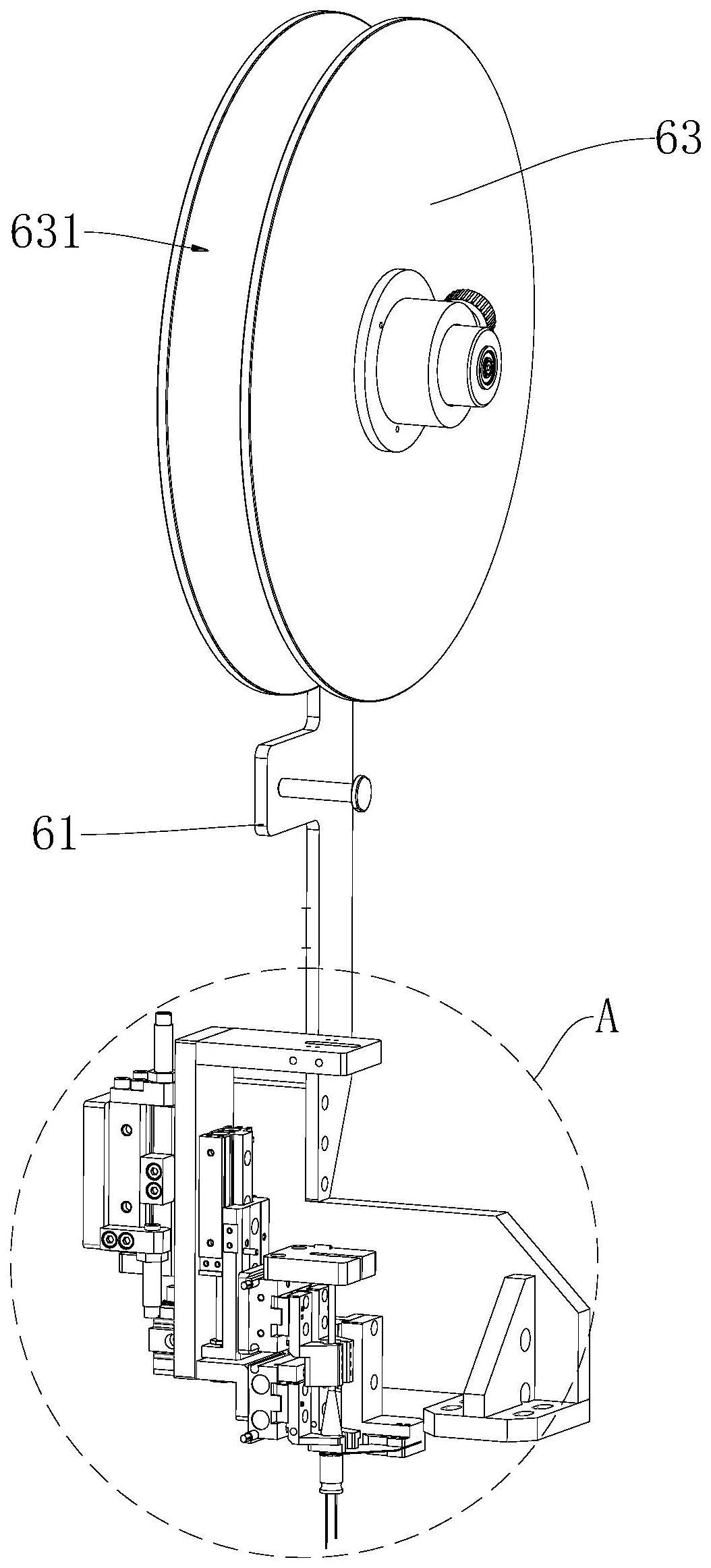
15、在其中一个技术方案中,所述自动套管机构还包括供料盘,所述供料盘与所述架体转动连接,所述供料盘设置有环形槽,所述环形槽用于供处于扁平状态的所述套管卷绕,所述第一夹爪、所述第二夹爪均用于夹取从所述供料盘向外绕出的套管。
16、在其中一个技术方案中,所述自动套管机构还包括安装座;
17、所述第一夹爪及所述第二驱动器均连接所述安装座,所述安装座连接所述第一驱动器,所述第一驱动器用于驱动所述安装座、所述套管模块及所述第一夹爪共同上升或共同下降;
18、所述安装座上设置有第一限位槽,所述第一限位槽位于所述第二夹爪的正上方并贯穿所述安装座,所述第一限位槽用于供扁平的所述套管能够向下穿设至所述轴芯上并用于限制所述套管的位置。
19、在其中一个技术方案中,所述自动套管机构还包括限位座,所述限位座固定于所述第二夹爪的上方并在所述第二驱动器的驱动下与所述第二夹爪共同上升或共同下降,所述限位座上开设有沿竖直方向贯穿的第二限位槽,所述第二限位槽位于所述第一限位槽的正下方,所述第二限位槽也用于供扁平的所述套管能够向下穿设至所述轴芯上并用于限制所述套管的位置。
20、在其中一个技术方案中,所述自动套管机构还包括定位机构,所述定位机构固定在架体上且布置于所述轴芯正下方位置的一侧,所述定位机构用于纠正工件的位置偏差。
21、与现有技术相比,本发明提供的自动套管机构至少具有以下的有益效果:
22、应用本技术方案的自动套管机构时,使用方法为如下:
23、预先将套管套入到轴芯上,使轴芯位于套管的内孔内,此时轴芯将套管的内孔向外撑开,然后使第一夹爪同时夹持着套管和轴芯;
24、接着第一驱动器同时驱动套管模块和第一夹爪共同下降,使轴芯的底面抵接在工件的顶面,然后松开所述第一夹爪,由工件的顶面支撑着轴芯,然后第二夹爪夹持套管,紧接着第二驱动器驱动第二夹爪下降,第二夹爪夹着套管下降,使套管沿着轴芯逐渐套入到工件上,当套管向下套至预设长度时,第一夹爪再次同时夹持着套管和轴芯,然后第一驱动器驱动套管模块和第一夹爪同时上升,使轴芯以及套管一起跟随着第一夹爪上升一小段距离,以使轴芯的底面和工件的顶面互相分离,最后第三驱动器驱动切刀伸入至轴芯与工件之间,此时所述切刀将套管切断,此段依次循环,即可不断地自动实现套管作业;
25、综上,采用本技术方案,能够大幅提高工件套管的效率,从而大幅提高工件的生产效率,而且本技术方案还具有结构简单、成本较低以及可靠性高等优势。
技术特征:
1.一种自动套管机构,其特征在于,包括架体、第一驱动器、套管模块、第一夹爪、轴芯、第三驱动器及切刀;
2.如权利要求1所述的自动套管机构,其特征在于,所述自动套管机构应用以下的套管方法:
3.如权利要求1所述的自动套管机构,其特征在于,所述轴芯包括由上至下依次相连的插接部、扩孔部及导向部;
4.如权利要求3所述的自动套管机构,其特征在于,所述导向面上开设有多个凹陷的凹槽。
5.如权利要求4所述的自动套管机构,其特征在于,所述凹槽沿所述导向部的径向凹陷,且所述凹槽向上延伸至所述扩孔部的锥形壁面上。
6.如权利要求3所述的自动套管机构,其特征在于,所述插接部为沿竖直方向上延伸的针状结构。
7.如权利要求1至6任一项所述的自动套管机构,其特征在于,所述自动套管机构还包括供料盘,所述供料盘与所述架体转动连接,所述供料盘设置有环形槽,所述环形槽用于供处于扁平状态的所述套管卷绕,所述第一夹爪、所述第二夹爪均用于夹取从所述供料盘向外绕出的套管。
8.如权利要求7所述的自动套管机构,其特征在于,所述自动套管机构还包括安装座;
9.如权利要求8所述的自动套管机构,其特征在于,所述自动套管机构还包括限位座,所述限位座固定于所述第二夹爪的上方并在所述第二驱动器的驱动下与所述第二夹爪共同上升或共同下降,所述限位座上开设有沿竖直方向贯穿的第二限位槽,所述第二限位槽位于所述第一限位槽的正下方,所述第二限位槽也用于供扁平的所述套管能够向下穿设至所述轴芯上并用于限制所述套管的位置。
10.如权利要求1至6任一项所述的自动套管机构,其特征在于,所述自动套管机构还包括定位机构,所述定位机构固定在架体上且布置于所述轴芯正下方位置的一侧,所述定位机构用于纠正工件的位置偏差。
技术总结
本发明公开了一种自动套管机构,包括架体、第一驱动器、套管模块、第一夹爪、轴芯、第三驱动器及切刀;所述轴芯的长度方向指向竖直方向并用于撑开套管的内孔;所述套管模块又包括相连的第二驱动器及第二夹爪,所述第二夹爪布置于第一夹爪的上方,所述第二夹爪用于夹取套管,所述第二驱动器用于驱动第二夹爪上升或下降;所述第一驱动器及所述第三驱动器均连接架体,所述第一驱动器分别连接第一夹爪及套管模块并用于驱动所述第一夹爪及所述套管模块共同上升或共同下降,所述第一夹爪用于同时夹取套管及位于所述套管内的轴芯,第三驱动器连接所述切刀并用于驱动切刀伸入至所述轴芯的正下方。本申请解决如何自动将套管套入到工件上的技术问题。
技术研发人员:陈光建,翟保利
受保护的技术使用者:东莞市冠佳电子设备有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!