一种电池极片、制备方法及电池与流程
本发明属于锂离子电池,具体涉及一种电池极片、制备方法及电池。
背景技术:
1、随着锂离子电池快充、快放的需求,与传统的极片设计相比,将极耳内嵌到极片中间的设计,即在极片上预留焊接极耳的极耳容置区,可以降低极耳的厚度提高电池能量密度,另外,极耳从头部设计到极片料区中间,减少了电子传输路径,有利于降低放电阻抗,提升锂离子电池快充、快放性能,因此极耳内嵌到极片中间的设计被广泛应用;制备极片时,通常先在集流体上涂覆活性物质层,然后进行分切,极片分切包括单条分切和多条分切,单条切割效率低,多条分切工艺制片时,需增加极耳容置区成型模切工艺,对生产设备要求高,另外极耳容置区成型是对极片小卷单条分切的处理,生产效率低且易影响极耳容置区成型良率,且二次极片模切时,模切下的活性物质层粉料和集流体碎屑存在二次污染极片的风险。
技术实现思路
1、本发明所要解决的技术问题是针对现有技术中极片制备工艺繁琐、模切污染极片及生产效率低的问题,提供一种电池极片、制备方法及电池。
2、本发明解决上述技术问题所采用的技术方案如下:
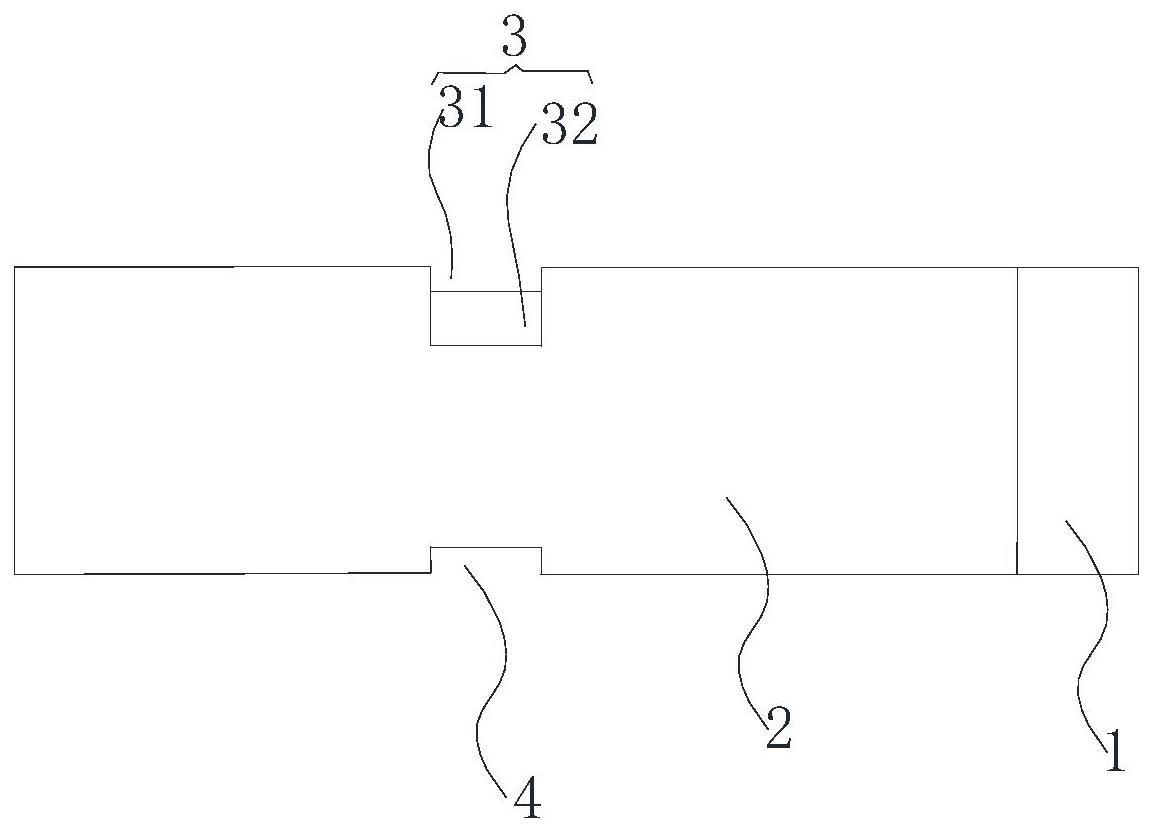
3、提供一种电池极片,包括集流体以及活性物质层,所述活性物质层设置于所述集流体的表面,沿所述集流体宽度延伸方向间隔设有未设置活性物质层的极耳容置区和空白区,所述极耳容置区位于所述集流体的一侧,所述空白区位于所述集流体的另一侧,所述极耳容置区包括第一区域和第二区域,所述第二区域位于所述集流体表面以形成集流体空箔区,所述第一区域为镂空设置,且所述第一区域的一端连接所述第二区域的一端,所述第一区域的另一端延伸至所述集流体的一侧边缘;所述空白区为镂空设置,所述空白区的一端与所述第二区域的一端间隔设置,所述空白区的另一端延伸至所述集流体的另一侧边缘。
4、可选的,所述第一区域、所述第二区域和所述空白区均为矩形区域,所述第一区域沿所述集流体宽度延伸方向的长度为2~6mm,所述第二区域沿所述集流体宽度延伸方向的长度为10~30mm,所述第一区域的宽度为4~12mm,所述第一区域宽度与所述第二区域宽度一致。
5、一方面本发明提供一种电池极片制备方法,包括以下操作步骤:
6、提供极片母片,所述极片母片包括集流体以及涂覆于所述集流体上的活性物质层;
7、沿所述极片母片的宽度方向的间隔区域清洗去除活性物质层并选择性地去除部分集流体,以形成多个沿极片母片的宽度方向间隔设置的处理区,所述处理区包括沿极片母片的宽度方向延伸的第二区域和镂空区,其中,第二区域去除活性物质层保留集流体,镂空区同时去除活性物质层和集流体;
8、沿所述极片母片长度方向设置多条分切线,沿多条所述分切线分切极片母片,多条所述分切线一一对应穿过多个所述镂空区,以将单个所述镂空区分切成位于两个不同电池极片上的所述第一区域和空白区。
9、可选的,所述极片母片的分切操作通过设置多切刀设备进行分切,所述多切刀设备上间隔设置有多个切刀。
10、可选的,所述清洗方式包括激光清洗、发泡胶清洗、机械清洗、溶剂擦除和干法擦除中的一种或多种。
11、另一方面,本发明提供一种电池,包括正极片、负极片、隔膜以及极耳,所述正极片和/或所述负极片为所述的电池极片,所述隔膜设置于所述正极片和所述负极片之间。
12、可选的,所述极耳容置区的宽度大于所述极耳的宽度,所述极耳宽度为2~10mm。
13、可选的,所述极耳与所述极耳容置区电连接,所述极耳的电连接方式包括焊接和/或导电胶粘接。
14、本发明提供的电池极片,在所述集流体上开设所述极耳容置区,所述极耳容置区可直接用于与极耳焊接,降低其厚度的叠加,有利于提高电芯性能;所述极耳容置区位置不涂覆活性物质层,有利于改善极片模切过程由活性物质层脱落掉粉产生的极片污染情况;另外,在所述集流体的另一侧边缘处设置空白区,所述空白区无集流体和活性物质层,可避免极片卷绕时集流体对应负极材料产生的短路问题,即本申请提供的电池极片在不进二次模切清洗的条件下,可直接进行电芯卷绕操作,简化了工艺制备流程,极大地提高了电池极片的生产效率。
技术特征:
1.一种电池极片,其特征在于,包括集流体以及活性物质层,所述活性物质层设置于所述集流体的表面,沿所述集流体宽度延伸方向间隔设有未设置活性物质层的极耳容置区和空白区,所述极耳容置区位于所述集流体的一侧,所述空白区位于所述集流体的另一侧,所述极耳容置区包括第一区域和第二区域,所述第二区域位于所述集流体表面以形成集流体空箔区,所述第一区域为镂空设置,且所述第一区域的一端连接所述第二区域的一端,所述第一区域的另一端延伸至所述集流体的一侧边缘;所述空白区为镂空设置,所述空白区的一端与所述第二区域的一端间隔设置,所述空白区的另一端延伸至所述集流体的另一侧边缘。
2.根据权利要求1所述的一种电池极片,其特征在于,所述集流体的两侧均设置有所述活性物质层,所述第一区域和所述空白区贯穿所述电池极片,所述集流体的单侧或双侧设置有所述第二区域。
3.根据权利要求1所述的一种电池极片,其特征在于,所述第一区域、所述第二区域和所述空白区均为矩形区域,所述第一区域沿所述集流体宽度延伸方向的长度为2~6mm,所述第二区域沿所述集流体宽度延伸方向的长度为10~30mm,所述第一区域的宽度为4~12mm,所述第一区域宽度与所述第二区域宽度一致。
4.根据权利要求1所述的一种电池极片,其特征在于,所述空白区的宽度等于所述极耳容置区的宽度。
5.根据权利要求1~4任意一项所述的一种电池极片制备方法,其特征在于,包括以下操作步骤:
6.根据权利要求5所述的一种电池极片制备方法,其特征在于,所述极片母片的分切操作通过设置多切刀设备进行分切,所述多切刀设备上间隔设置有多个切刀。
7.根据权利要求5所述的一种电池极片制备方法,其特征在于,所述清洗方式包括激光清洗、发泡胶清洗、机械清洗、溶剂擦除和干法擦除中的一种或多种。
8.一种电池,其特征在于,包括正极片、负极片、隔膜以及极耳,所述正极片和/或所述负极片为权利要求1~4任意一项所述的电池极片,所述隔膜设置于所述正极片和所述负极片之间。
9.根据权利要求8所述的一种电池,其特征在于,所述极耳容置区的宽度大于所述极耳的宽度,所述极耳宽度为2~10mm。
10.根据权利要求8所述的一种电池,其特征在于,所述极耳与所述极耳容置区电连接,所述极耳的电连接方式包括焊接和/或导电胶粘接。
技术总结
为克服现有技术中极片制备工艺繁琐、模切污染极片及生产效率低的问题,提供一种电池极片,包括集流体以及活性物质层,活性物质层设置于集流体的表面,沿集流体宽度延伸方向间隔设有未设置活性物质层的极耳容置区和空白区,极耳容置区包括第一区域和第二区域,第二区域位于集流体表面以形成集流体空箔区,第一区域为镂空设置,且第一区域的一端连接第二区域的一端,第一区域的另一端延伸至集流体的一侧边缘;空白区为镂空设置,空白区的另一端延伸至集流体的另一侧边缘。本发明提供的电池极片,可改善极片模切过程活性物质层脱落对极片的污染;另外,所述空白区无集流体和活性物质层,避免卷绕时集流体对应负极材料产生的短路问题。
技术研发人员:戈崇永,韩晓辉,廖兴群
受保护的技术使用者:惠州市豪鹏科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!