一种电磁铁导线损伤修复方法与流程
本发明涉及电磁铁修复,具体为一种电磁铁导线损伤修复方法。
背景技术:
1、电磁铁是飞机电磁阀类产品关键部件,电磁铁的作用是通过控制衔铁组件的位移,从而最终控制油路的断开或打开。在电磁阀修理过程中需要将电磁铁从产品上分解下来并对其进行检查,在检查过程中经常出现导线绝缘层破损的情况(如图1所示),出现该情况如不修理将影响电磁铁性能,导致电磁铁不能正常工作,进而导致电磁阀无法正常工作。
技术实现思路
1、为了解决上述技术问题,本发明提出了一种电磁铁导线损伤修复方法。以解决电磁铁无法使用问题,用于电磁阀中电磁铁的修理,以控制电磁阀维修的质量稳定和可靠性。
2、本发明所要解决的技术问题采用以下技术方案来实现:
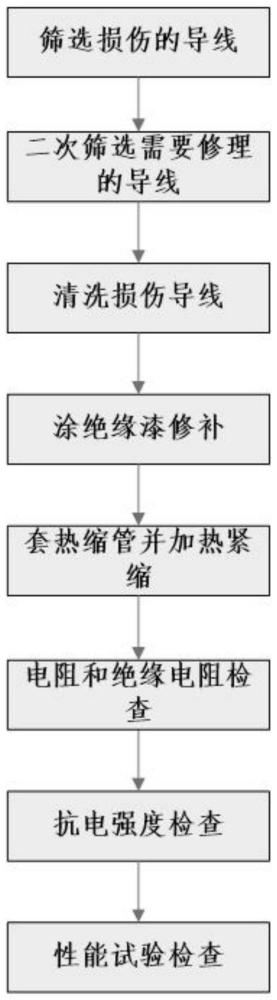
3、一种电磁铁导线损伤修复方法,包括以下步骤:
4、步骤1、筛选损伤的电磁铁导线:
5、在五倍放大镜下检查电磁铁导线表面质量;
6、步骤2、二次筛选需要修复的电磁铁导线:
7、对电磁铁导线的尺寸、数量进行检查,二次筛选纳入修复范围的电磁铁导线,可修复范围:不允许有断丝、每处长度不大于5mm、单根电磁铁导线损伤不超过3处、每处损伤不超过圆周50%;
8、步骤3、清洗需要修复的电磁铁导线;
9、步骤4、涂绝缘漆修补:
10、步骤41、在电磁铁导线损伤处先涂一薄层w30-11绝缘漆,涂刷面积略大于损伤面积;
11、步骤42、在60℃~90℃的加温箱中加温不少于30min,直至不黏手;
12、步骤43、再涂一层w30-11绝缘漆,面积略小于第一层;
13、步骤44、继续在60℃~90℃的加温箱中加温不少于2h;
14、步骤45、涂覆两层绝缘漆后,若电磁铁导线损伤处仍低于正常的绝缘层,可在低处再涂一层w30-11绝缘漆至约与导线外径齐平,在90℃~120℃的加温箱中加温不少于2小时;
15、步骤46、若电磁铁导线损伤处高于正常的绝缘层,在放大镜下去除高出导线外径的绝缘漆,绝缘层合格后自然干燥24小时后,在放大镜下用刀片修整导线涂漆部位,清理漆层的多余部分;
16、步骤5、套热缩管并加热紧缩:
17、步骤51、在涂覆绝缘漆后的电磁铁导线损伤处套一层热塑管,热塑管两端的长度长于电磁铁导线损伤处5mm以上;
18、步骤52、在90℃~120℃的加温箱中收紧,加温时间不少于30min;
19、步骤6、电阻和绝缘电阻检查:
20、修复后的电磁铁导线的电阻值应为30ω±3ω、绝缘电阻值应不小于20mω;
21、步骤7、抗电强度检查:
22、用500v、频率50hz的交流电压,测量电磁铁的抗电强度,1min内不允许击穿;
23、步骤8、性能试验检查:
24、将带有修复后的电磁铁导线的电磁铁安装到电磁阀上,供28mpa液压,通电300次,电磁铁应准确工作,电磁铁的电流均应不大于2a。
25、优选地,步骤三具体包括:
26、步骤31、用蘸酒精的棉球清洁导线上残余的填充橡胶;
27、步骤32、用工业丙酮去除导线表面油污;
28、步骤33、用平口钳休整导线损伤处绝缘层的变形;
29、步骤34、在放大镜下用刀片去除导线损伤处的毛刺;
30、步骤35、用金相砂纸打磨需修理部分的绝缘层,并用工业酒精清洗干净;
31、步骤36、在60℃~90℃的加温箱中干燥不少于2小时。
32、优选地,步骤6中使用数字三用表测量两根修复后的电磁铁导线之间的电阻。
33、优选地,步骤6中使用500v兆欧表测量两根修复后的电磁铁导线与外壳之间的绝缘电阻。
34、本发明的有益效果是:
35、本发明通过提供一种电磁铁导线损伤修复方法,能够解决因导线损伤而造成电磁铁报废问题,所制定的修复技术指标能够满足电磁铁使用要求;能够实现同类损伤导线的修复,可用于解决同类技术问题;可应用于电磁阀的生产与维修过程,能够保证修复质量,且风险可控,具有很好的应用前景,具有显著的经济效益。
技术特征:
1.一种电磁铁导线损伤修复方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种电磁铁导线损伤修复方法,其特征在于:步骤三具体包括:
3.根据权利要求1所述的一种电磁铁导线损伤修复方法,其特征在于:步骤6中使用数字三用表测量两根修复后的电磁铁导线之间的电阻。
4.根据权利要求1所述的一种电磁铁导线损伤修复方法,其特征在于:步骤6中使用500v兆欧表测量两根修复后的电磁铁导线与外壳之间的绝缘电阻。
技术总结
本发明涉及电磁铁修复技术领域,具体为一种电磁铁导线损伤修复方法,包括以下步骤:步骤1、筛选损伤的电磁铁导线;步骤2、二次筛选需要修复的电磁铁导线;步骤3、清洗需要修复的电磁铁导线;步骤4、涂绝缘漆修补;步骤5、套热缩管并加热紧缩;步骤6、电阻和绝缘电阻检查;步骤7、抗电强度检查;步骤8、性能试验检查。本发明能够解决因导线损伤而造成电磁铁报废问题,所制定的修复技术指标能够满足电磁铁使用要求;能够实现同类损伤导线的修复,可用于解决同类技术问题;可应用于电磁阀的生产与维修过程,能够保证修复质量,且风险可控,具有很好的应用前景,具有显著的经济效益。
技术研发人员:王亚军,刘廷宇,夏敏
受保护的技术使用者:国营芜湖机械厂
技术研发日:
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!