一种热电池锂硼负极片及其自动嵌套成型工艺的制作方法
本发明涉及热电池制造,具体涉及一种热电池锂硼负极片及其自动嵌套成型工艺。
背景技术:
1、热电池是用电池本身的加热系统把不导电的固体状态盐类电解质加热熔融呈离子导体而进入工作状态的一种热激活贮备电池。锂硼合金作为一种卓越的负极材料已被应用于热电池中。
2、目前,通常热电池用锂硼合金负极组件采用镍丝网点焊在集流片,然后再将尺寸稍小的锂硼负极片压制在集流片上,例如,专利申请cn 109817882 a(专利名称:一种热电池锂硼合金负极组件及其制备方法),这种模式由于负极组件稍小,在组合电池时,电解质边缘易受锂硼负极的作用,容易发生掉边,造成电池电性能不稳定,放电过程电池存在安全隐患,同时该制备方法较为繁琐、制备过程控制难度大,且无法实现自动制备。
技术实现思路
1、本发明所要解决的技术问题是针对手工制备锂硼负极片合格率低、效率低以及自动制备难度大的缺点,提出一种全新结构的热电池锂硼负极片,并提供该热电池锂硼负极片的自动嵌套成型工艺。
2、本发明所采用的具体技术方案为:
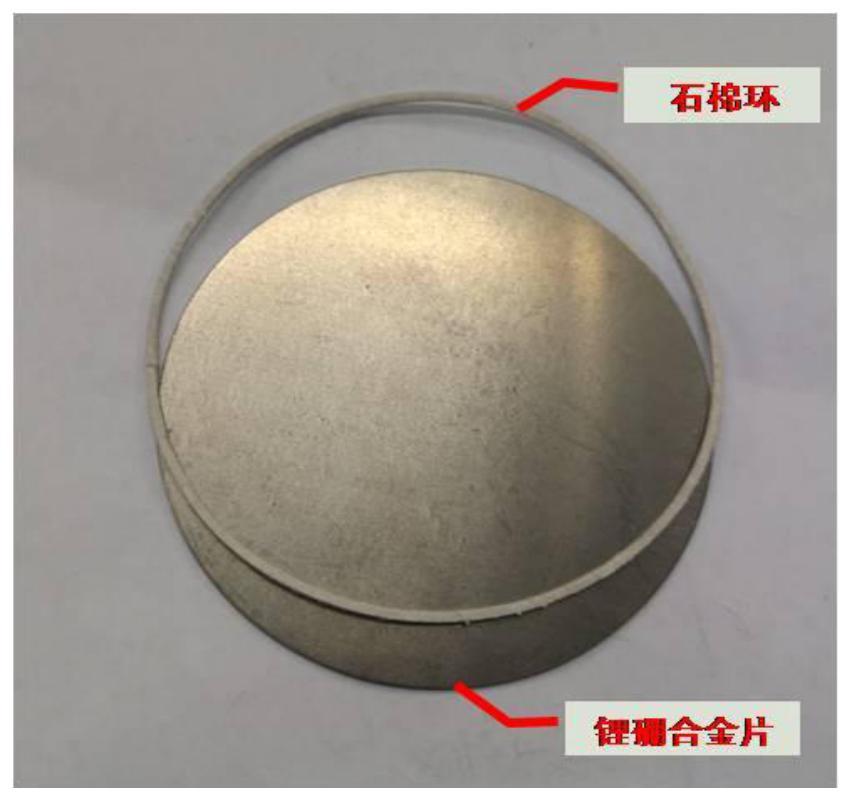
3、一种热电池锂硼负极片,其特征在于,由锂硼合金片和石棉环嵌套压制成型,所述锂硼合金片由一定厚度的锂硼合金带冲制成圆片状,所述石棉环由一定厚度的石棉纸冲制成圆环状。
4、进一步的是,冲制得到的锂硼合金片厚度为0.3mm-1.5mm,锂硼合金片直径尺寸范围为φ19mm-φ95mm。
5、进一步的是,冲制得到的石棉环厚度为0.3mm-1.5mm,石棉环直径尺寸范围为φ22mm-φ100mm,石棉环单边宽度为1.0mm-2.5mm。
6、进一步的是,锂硼合金片厚度和石棉环厚度匹配,锂硼合金片外径尺寸较石棉环内径尺寸大0.4mm-0.7mm。
7、本发明的另一目的是提供一种热电池锂硼负极片的自动嵌套成型工艺,包括下述步骤:使用机械手在模具中依次放入石棉环、石棉环压套、锂硼合金片,采用成型压模一次性压制成型后脱模。
8、优选的是,成型压力为20t-80t。
9、优选的是,石棉环采用环状真空吸取机构平整放入模具内。
10、优选的是,石棉环压套为圆筒状,圆筒内径较石棉环内径小0.1mm。
11、优选的是,压制嵌套过程中,石棉环压套不受压制力,压模尺寸和锂硼合金片尺寸相同。
12、优选的是,压制保压时间为2s-4s。
13、相对于现有技术,本发明通过简化锂硼负极片的结构组件、成型工艺,达到锂硼负极片自动制备,提高成型合格率的目的。本发明将繁琐的负极片组合结构,简化成锂硼合金片嵌套石棉环结构,实现自动化一体成型。
技术特征:
1.一种热电池锂硼负极片,其特征在于,由锂硼合金片和石棉环嵌套压制成型,所述锂硼合金片由一定厚度的锂硼合金带冲制成圆片状,所述石棉环由一定厚度的石棉纸冲制成圆环状。
2.根据权利要求1所述热电池锂硼负极片,其特征在于,冲制得到的锂硼合金片厚度为0.3mm-1.5mm,锂硼合金片直径尺寸范围为φ19mm-φ95mm。
3.根据权利要求1所述热电池锂硼负极片,其特征在于,冲制得到的石棉环厚度为0.3mm-1.5mm,石棉环直径尺寸范围为φ22mm-φ100mm,石棉环单边宽度为1.0mm-2.5mm。
4.根据权利要求1所述热电池锂硼负极片,其特征在于,锂硼合金片厚度和石棉环厚度匹配,锂硼合金片外径尺寸较石棉环内径尺寸大0.4mm-0.7mm。
5.一种热电池锂硼负极片的自动嵌套成型工艺,其特征在于,包括下述步骤:使用机械手在模具中依次放入石棉环、石棉环压套、锂硼合金片,采用成型压模一次性压制成型后脱模。
6.根据权利要求5所述的热电池锂硼负极片的自动嵌套成型工艺,其特征在于,成型压力为20t-80t。
7.根据权利要求5所述的热电池锂硼负极片的自动嵌套成型工艺,其特征在于,石棉环采用环状真空吸取机构平整放入模具内。
8.根据权利要求5所述的热电池锂硼负极片的自动嵌套成型工艺,其特征在于,石棉环压套为圆筒状,圆筒内径较石棉环内径小0.1mm。
9.根据权利要求5所述的热电池锂硼负极片的自动嵌套成型工艺,其特征在于,压制嵌套过程中,石棉环压套不受压制力,压模尺寸和锂硼合金片尺寸相同。
10.根据权利要求5所述的热电池锂硼负极片的自动嵌套成型工艺,其特征在于,压制保压时间为2s-4s。
技术总结
本发明提供了一种热电池锂硼负极片及其自动嵌套成型工艺。该热电池锂硼负极片的特征在于,由锂硼合金片和石棉环嵌套压制成型,所述锂硼合金片由一定厚度的锂硼合金带冲制成圆片状,所述石棉环由一定厚度的石棉纸冲制成圆环状。该自动嵌套成型工艺的特征在于,包括下述步骤:使用机械手在模具中依次放入石棉环、石棉环压套、锂硼合金片,采用成型压模一次性压制成型后脱模。本发明通过简化锂硼负极片的结构组件、成型工艺,达到锂硼负极片自动制备,提高成型合格率的目的。本发明将繁琐的负极片组合结构,简化成锂硼合金片嵌套石棉环结构,实现自动化一体成型。
技术研发人员:刘国强,郭鸿帅,王正仁,梁小龙,程立科,张莫楠,迟亮,胡华荣
受保护的技术使用者:上海空间电源研究所
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!