卷绕装置的制作方法
本发明涉及电池极片加工,尤其提供一种卷绕装置。
背景技术:
1、卷绕装置是用于将正极片、隔膜以及负极片卷绕呈电极组件的机械装置。其中,正、负极片在进行卷绕之前,需要进行性能测试,性能测试不合格的极片段将被拆卸。为此,卷绕装置中会增设一单卷辊,用于卷绕性能测试不合格的极片段。
2、然而,单卷辊受限于布设空间,单卷辊的卷绕直径较小,如此,不利于提升不合格极片的收卷,从而导致收卷效率较低,最终导致电极组件的成品卷绕效率低的问题。
技术实现思路
1、本发明的目的提供一种卷绕装置,旨在改善现有的卷绕装置的卷绕效率低的问题。
2、为实现上述目的,本发明采用的技术方案是:
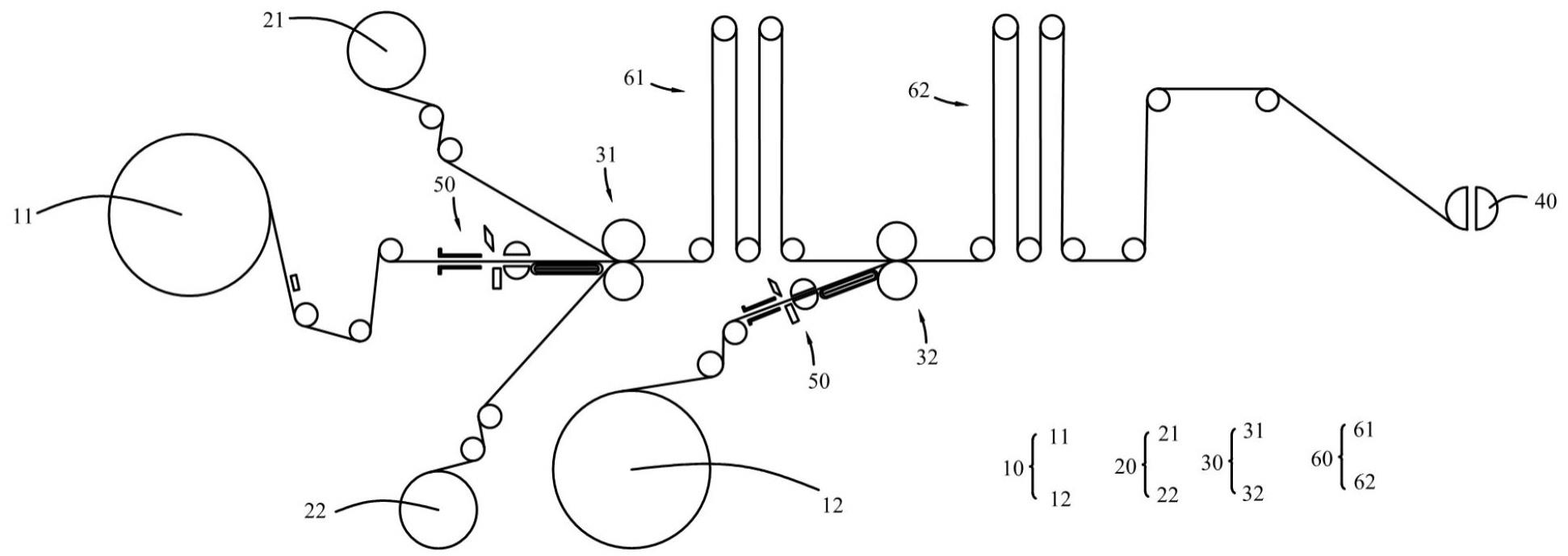
3、本申请实施例提供一种卷绕装置,包括:
4、第一卷辊,所述第一卷辊用于供极片卷绕;
5、第二卷辊,所述第二卷辊用于供隔膜卷绕;
6、复合辊,所述复合辊用于将所述极片和所述隔膜进行压合;
7、收卷辊,位于所述复合辊的下游,所述收卷辊用于收卷完成压合后的所述极片和所述隔膜;
8、剔废机构,所述剔废机构包括单卷辊,所述单卷辊用于卷绕收集检测不合格的所述极片;
9、其中,在所述极片的传输路径上,所述复合辊位于所述单卷辊和所述收卷辊之间。
10、本发明的有益效果:本发明提供的卷绕装置,其工作过程如下:极片收卷于第一卷辊上,隔膜收卷于第二卷辊上,在收卷辊的收卷牵拉作用下,第一卷辊对极片进行放卷,第二卷辊对隔膜进行放卷,并且,在复合辊的压合作用下,极片和隔膜相贴合,最终,卷绕于收卷辊上。剔废机构用于收集极片中的不合格品,具体地,通过卷绕的方将不合格的极片收卷于单卷辊上。同时,在极片的传输路径上,将复合辊设置在单卷辊和收卷辊之间,如此,可在一定程度上拉长单卷辊与收卷辊之间距离,使得有足够的空间预留给单卷辊,那么,单卷辊的转动半径可设计的更大,在卷绕相同长度的不合格的极片时,单卷辊的转速可以降低,降低极片的极耳被翻折的概率,也能够提升不合格的极片被卷绕收集的概率,如此,不合格的极片可被更加快速地传输线上取下,便于极片进行下一轮的绕制。
11、在一些实施例中,所述剔废机构还包括沿传输路径依次设置的夹持机构和切断机构,所述夹持机构用于夹持检测不合格的所述极片,所述切断机构用于切断所述极片,所述单卷辊位于所述切断机构的后一工序位置,并且,所述单卷辊卷绕收集切断后的检测不合格的所述极片。
12、通过采用上述技术方案,切断机构对不合格的极片进行第一次切断,夹持机构夹持不合格极片的起始位朝单卷辊移动,并且,单卷辊对不合格极片进行绕制,随着绕制过程的进行,切断机构对不合格的极片进行第二次切断,两次切断动作正好将不合格极片剔除,最后全部的不合格极片均绕制于单卷辊上。
13、在一些实施例中,所述夹持机构包括位于所述极片相对两侧的第一夹板和第二夹板,所述第一夹板和所述第二夹板的其中至少一者朝向所述极片,以形成夹持动作,并且,所述第一夹板和所述第二夹板能够朝向或远离所述单卷辊移动。
14、通过采用上述技术方案,极片是在第一夹板和第二夹板之间,并在第一夹板和第二夹板的夹持作用下朝向单卷辊移动,以将切断后的不合格的极片卷绕于单卷辊上。
15、在一些实施例中,所述切断机构包括位于所述极片相对两侧的切刀和抵顶件,所述切刀能够朝向于所述抵顶件移动。
16、通过采用上述技术方案,切刀在朝向抵顶件移动时,将极片切断,以供夹持机构夹持。
17、在一些实施例中,所述剔废机构还包括吸附传动机构,所述吸附传动机构位于所述单卷辊和所述复合辊之间,所述吸附传动机构用于支撑和吸附所述极片。
18、通过采用上述技术方案,当第一卷辊和复合辊之间的传输距离较长时,极片容易在自身重力的作用下出现弯折而造成极片损伤,因此,吸附传动机构用于对极片进行支撑,同时,将其吸附在吸附传动机构上,以保持极片在传输过程中呈平直的状态。
19、在一些实施例中,所述第一卷辊包括正极片卷辊和负极片卷辊,所述正极片卷辊用于供正极片卷绕,所述负极片卷辊用于供负极片卷绕;所述第二卷辊包括上隔膜卷辊和下隔膜卷辊,所述上隔膜卷辊用于供贴附于所述正极片一侧的上隔膜卷绕,所述下隔膜卷辊用于供贴附于所述正极片另一侧的下隔膜卷绕。
20、通过采用上述技术方案,正极片卷辊放卷正极片,并且,正极片夹持于上隔膜卷辊放卷的上隔膜和下隔膜卷辊放卷的下隔膜之间,负极片卷辊放卷负极片,以及,负极片贴合于下隔膜背离正极片的一侧。
21、在一些实施例中,所述复合辊包括沿传输路径依次设置的前复合辊和后复合辊,所述前复合辊用于将所述上隔膜、所述正极片和所述下隔膜进行压合,所述后复合辊用于将所述负极片和所述下隔膜进行压合。
22、通过采用上述技术方案,利用前复合辊将上隔膜、正极片和下隔膜进行压合,利用后复合管将负极片与下隔膜进行压合。即,在经复合辊的压合工序后,上隔膜、正极片、下隔膜以及负极片完成贴合,并且,在收卷辊收卷后形成电极组件。
23、在一些实施例中,所述卷绕装置还包括缓存机构,所述缓存机构用于存续检测合格的所述极片,以供所述收卷辊卷绕。
24、通过采用上述技术方案,利用缓存机构存续一定长度的合格的极片,以供收卷辊持续卷绕,如此,在极片经单卷辊卷绕时,后工序可不用停机而持续工作,大幅提升卷绕效率。
25、在一些实施例中,所述缓存机构包括位于所述前复合辊和所述后复合辊之间的前缓存机构;和/或,位于所述后复合辊和所述收卷辊之间的后缓存机构。
26、通过采用上述技术方案,可根据实际使用需求,在前复合辊和后复合辊之间设置前缓存机构,也可以在后复合辊和收卷辊之间设置后缓存机构,以增加合格的极片的长度。
27、在一些实施例中,所述单卷辊包括相对设置且形成缝隙的两个子辊体,两个所述子辊体能够相向或相背移动。
28、通过采用上述技术方案,两个子辊体之间的缝隙供极片穿设入,并在两个子辊体相向移动对其进行夹持,然后对极片进行卷绕收集。
29、在一些实施例中,所述单卷辊包括相对设置且形成缝隙的两个子辊体,所述子辊体具有相向设置的平面和相背设置的弧面,所述平面和所述弧面的其中至少一者上开设有吸风孔结构。
30、通过采用上述技术方案,极片穿设入两个子辊体之间的缝隙处,然后通过吸风孔结构对极片产生吸附作用力,然后对极片进行卷绕收集。
31、在一些实施例中,在所述极片沿传输路径上, 所述单卷辊的数量为两个,各所述单卷辊沿传输路径相间隔设置,并且,各所述单卷辊的外径不相同。
32、通过采用上述技术方案,根据实际使用需求,对单卷辊的外径尺寸进行选择,从而适配不同极片的卷绕需求。
技术特征:
1.一种卷绕装置,其特征在于,包括:
2.根据权利要求1所述的卷绕装置,其特征在于:所述剔废机构还包括沿传输路径依次设置的夹持机构和切断机构,所述夹持机构用于夹持检测不合格的所述极片,所述切断机构用于切断所述极片,所述单卷辊位于所述切断机构的后一工序位置,并且,所述单卷辊卷绕收集切断后的检测不合格的所述极片。
3.根据权利要求2所述的卷绕装置,其特征在于:所述夹持机构包括位于所述极片相对两侧的第一夹板和第二夹板,所述第一夹板和所述第二夹板的其中至少一者朝向所述极片,以形成夹持动作,并且,所述第一夹板和所述第二夹板能够朝向或远离所述单卷辊移动。
4.根据权利要求2所述的卷绕装置,其特征在于:所述切断机构包括位于所述极片相对两侧的切刀和抵顶件,所述切刀能够朝向于所述抵顶件移动。
5.根据权利要求2所述的卷绕装置,其特征在于:所述剔废机构还包括吸附传动机构,所述吸附传动机构位于所述单卷辊和所述复合辊之间,所述吸附传动机构用于支撑和吸附所述极片。
6.根据权利要求1至5任一项所述的卷绕装置,其特征在于:所述第一卷辊包括正极片卷辊和负极片卷辊,所述正极片卷辊用于供正极片卷绕,所述负极片卷辊用于供负极片卷绕;所述第二卷辊包括上隔膜卷辊和下隔膜卷辊,所述上隔膜卷辊用于供贴附于所述正极片一侧的上隔膜卷绕,所述下隔膜卷辊用于供贴附于所述正极片另一侧的下隔膜卷绕。
7.根据权利要求6所述的卷绕装置,其特征在于:所述复合辊包括沿传输路径依次设置的前复合辊和后复合辊,所述前复合辊用于将所述上隔膜、所述正极片和所述下隔膜进行压合,所述后复合辊用于将所述负极片和所述下隔膜进行压合。
8.根据权利要求7所述的卷绕装置,其特征在于:所述卷绕装置还包括缓存机构,所述缓存机构用于存续检测合格的所述极片,以供所述收卷辊卷绕。
9.根据权利要求8所述的卷绕装置,其特征在于:所述缓存机构包括位于所述前复合辊和所述后复合辊之间的前缓存机构;和/或,位于所述后复合辊和所述收卷辊之间的后缓存机构。
10.根据权利要求1至5任一项所述的卷绕装置,其特征在于:所述单卷辊包括相对设置且形成缝隙的两个子辊体,两个所述子辊体能够相向或相背移动。
11.根据权利要求1至5任一项所述的卷绕装置,其特征在于:所述单卷辊包括相对设置且形成缝隙的两个子辊体,所述子辊体具有相向设置的平面和相背设置的弧面,所述平面和所述弧面的其中至少一者上开设有吸风孔结构。
12.根据权利要求1至5任一项所述的卷绕装置,其特征在于:在所述极片沿传输路径上, 所述单卷辊的数量为两个,各所述单卷辊沿传输路径相间隔设置,并且,各所述单卷辊的外径不相同。
技术总结
本发明涉及电池极片加工技术领域,提供一种卷绕装置包括第一卷辊、第二卷辊、复合辊、收卷辊以及剔废机构。第一卷辊用于供极片卷绕;第二卷辊用于供隔膜卷绕;复合辊用于将极片和隔膜进行压合;收卷辊位于复合辊的下游,收卷辊用于收卷完成压合后的极片和隔膜;剔废机构包括单卷辊,单卷辊用于卷绕收集检测不合格的极片;其中,在极片的传输路径上,复合辊位于单卷辊和收卷辊之间。如此,可在一定程度上拉长单卷辊与收卷辊之间距离,使得有足够的空间预留给单卷辊,那么,单卷辊的转动半径可设计的更大,在卷绕相同长度的不合格的极片时,单卷辊的转速可以降低,降低极片的极耳被翻折的概率,也能够提升不合格的极片被卷绕收集的概率。
技术研发人员:罗忠平,谢明,林文法,唐鸣浩,张盛武,丁宇,孔攀
受保护的技术使用者:宁德时代新能源科技股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!