一种抗扭防护线缆的制作方法与流程
本发明涉及铲运车用抗拉线缆领域,具体地说,是一种抗扭防护线缆的制作方法。
背景技术:
1、移动工程机械作业设备工作于矿山、隧道等复杂的环境内,在这样的较为密闭的环境中,移动工程机械作业设备不能采用柴油发动或汽油发动机供电工作,均采用可移动的方式的卷盘/卷筒软电缆提供动力。传统的卷盘/卷筒软电缆由于工程机械设备的高频率移动、高频率的拖曳、高频率的收卷电缆工作方式,卷盘/卷筒软电缆与移动工程机械设备连接只能依据滑环的方式接连,目前使用于移动工程机械设备的卷盘/卷筒软电缆仅仅只能提供动力电源。
2、在矿洞中,由主通道连接分支通道时,线缆会出现弯折的情况,此时在其拐弯处承受着巨大的压力,容易造成扭曲断裂。
3、综上所述,亟需一种能够提供抗冲击拉力、能对重要线路提供保护的抗扭防护线缆的制作方法。
技术实现思路
1、本发明的目的是,提供一种能够提供抗冲击拉力、能对重要线路提供保护的抗扭防护线缆的制作方法。
2、为实现上述目的,本发明采取的技术方案是:
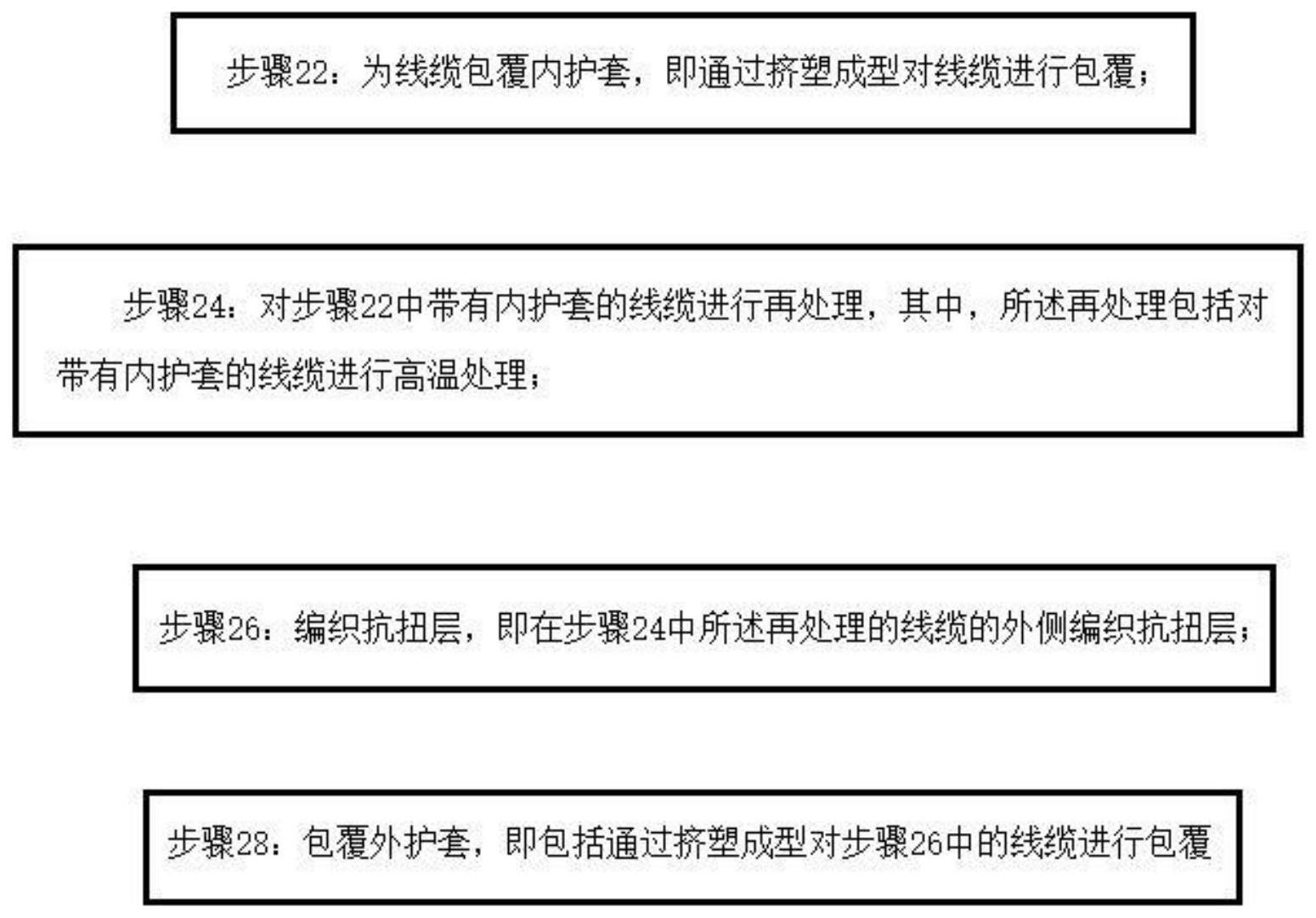
3、一种抗扭防护线缆的制作方法,其特征在于,步骤22:为线缆包覆内护套,即通过挤塑成型对线缆进行包覆;步骤24:对步骤22中带有内护套的线缆进行再处理,其中,所述再处理包括对带有内护套的线缆进行高温处理;步骤26:编织抗扭层,即在步骤24中所述再处理的线缆的外侧编织抗扭层;步骤28:包覆外护套,即包括通过挤塑成型对步骤26中的线缆进行包覆。
4、作为一种优选的技术方案,所述线缆包括主线缆、辅助线缆;所述主线缆与所述辅助线缆之间绞合相连。
5、作为一种优选的技术方案,所述主线缆为承力线缆,所述辅助线缆为非承力线缆。
6、作为一种优选的技术方案,所述主线缆为若干动力线芯绞合而成,所述辅助线缆位于动力线芯的外切圆内。
7、作为一种优选的技术方案,所述所述内护套包覆于所述主线缆与所述辅助线缆外侧。
8、作为一种优选的技术方案,所述编织层其编织密度不小于15%。
9、作为一种优选的技术方案,所述外护套与所述内护套黏连。
10、本发明优点在于:
11、1、本发明所述抗扭防护线缆的制作方法,包括步骤22:为线缆包覆内护套,即通过挤塑成型对线缆进行包覆;步骤24:对步骤22中带有内护套的线缆进行再处理,其中,所述再处理包括对带有内护套的线缆进行高温处理;步骤26:编织抗扭层,即在步骤24中所述再处理的线缆的外侧编织抗扭层;步骤28:包覆外护套,即包括通过挤塑成型对步骤26中的线缆进行包覆;通过上述步骤22-步骤26所述的抗扭防护线缆的制作方法,其可以使内外护套透过抗扭层的间隙保持黏连,即内外护套、抗扭层合为一体,可以极大的提升线缆的抗扭性能;所述抗扭防护线缆其辅助线缆位于动力线芯的外切圆内,使得所述主线缆还可为辅助线缆提供保护作用,以防止辅助线缆因为弯折而失效。
12、2、利用本发明所述抗扭防护线缆的制作方法所制作的线缆其编织层的编织密度不小于15%,有效保障了线缆的抗扭性能。
技术特征:
1.一种抗扭防护线缆的制作方法,其特征在于,
2.根据权利要求1所述的抗扭防护线缆的制作方法,其特征在于,所述线缆包括主线缆、辅助线缆;所述主线缆与所述辅助线缆之间绞合相连。
3.根据权利要求2所述的抗扭防护线缆的制作方法,其特征在于,所述主线缆为承力线缆,所述辅助线缆为非承力线缆。
4.根据权利要求3所述的抗扭防护线缆的制作方法,其特征在于,所述主线缆为若干动力线芯绞合而成,所述辅助线缆位于动力线芯的外切圆内。
5.根据权利要求4所述的抗扭防护线缆的制作方法,其特征在于,所述所述内护套包覆于所述主线缆与所述辅助线缆外侧。
6.根据权利要求5所述的抗扭防护线缆的制作方法,其特征在于,所述编织层其编织密度不小于15%。
7.根据权利要求1-6任一项所述的抗扭防护线缆的制作方法,其特征在于,所述外护套与所述内护套黏连。
技术总结
本发明涉及一种抗扭防护线缆的制作方法,包括以下步骤:步骤22:为线缆包覆内护套;所述线缆包括主线缆、辅助线缆;所述主线缆与所述辅助线缆之间绞合相连,所述主线缆为承力线缆;通过挤塑成型工艺对绞合完成的线缆进行包覆,形成内护套;步骤24:对步骤22中带有内护套的线缆进行再处理,其中,所述再处理包括对带有内护套的线缆进行高温处理;步骤26:编织抗扭层,即在步骤24中所述再处理的线缆的外侧编织抗扭层;步骤28:包覆外护套,即包括通过挤塑成型对步骤26中的线缆进行包覆,外护套与内护套之间可以透过抗扭层的编织孔保持黏连,使得内外护套形成一个整体,其优点在于,能够提供抗冲击拉力、能对重要线路提供保护。
技术研发人员:蔡永吉,凡勇刚,黄创强,陈建华,徐侨
受保护的技术使用者:武钢资源集团有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!