一种电芯贴尾胶组件的制作方法
本发明涉及电芯制造,尤其涉及一种电芯贴尾胶组件。
背景技术:
1、软包电芯在进行生产制造的过程中需要在外部对不同位置进行贴胶工艺处理,贴在极芯表面、正极片的首尾处是为了起到固定作用,贴在正负极片敷料首末端,即敷料与正负极铝箔、铜箔的交接位置,为了避免由于光滑的正负极表面涂上敷料时,敷料与正负极铝箱、铜箱的交接处可能对离子交换膜产生伤害,导致隔膜破损而短路,在正极片敷料末端的同时,要求对应负极片末端位置,为了避免由于正负极切口面有毛刺,这些毛刺会对隔膜产生伤害,这层胶布也是为了保护隔膜,同时在进行贴胶时,对贴胶的位置长度都有要求。
2、但是现有的贴胶机在对电芯尾部进行贴胶时,由于电芯规格的不同,而尾部贴胶需要将尾部进行全部包裹,并且为了便于进行包裹,往往截取的胶带长度会大于尾部的长度,此时现有的全自动贴尾胶装置只能对尾部起到粘胶的作用,无法对电芯两端多余的胶带进行粘贴处理,导致尾部贴胶效果较差,同时在进行贴胶时如上述内容中提到电芯规格的不同导致电芯尾部的长度也会发生变化,但是现有的装置无法自适应的根据电芯尾部长度变化进行自动对应性调节,使得局限性较大。
技术实现思路
1、本发明技术方案针对现有技术解决方案过于单一的技术问题,提供了显著不同于现有技术的解决方案,本发明实施例提供一种电芯贴尾胶组件,以解决现有的技术问题。
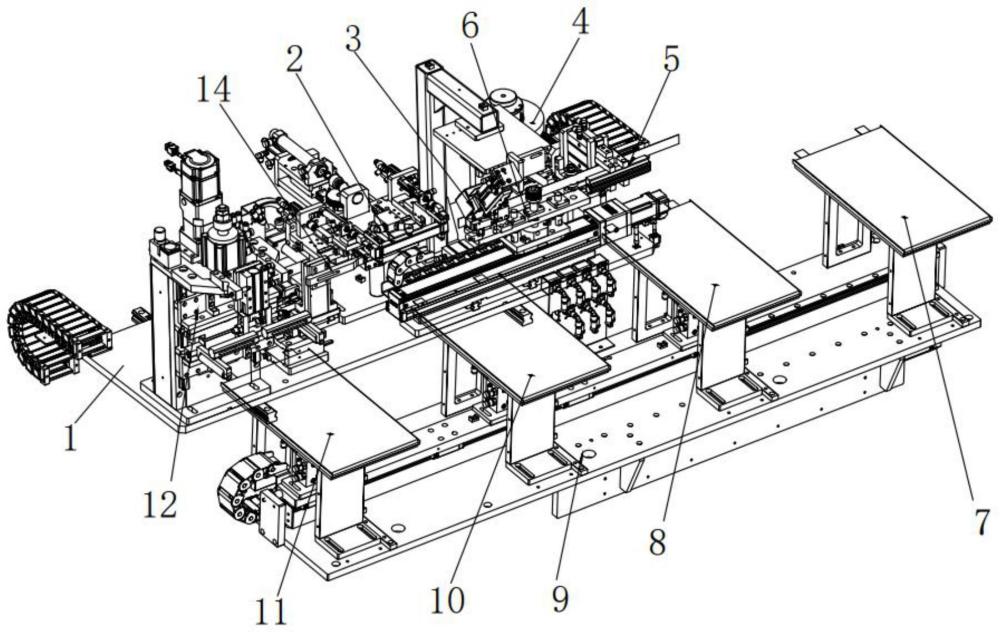
2、本发明实施例采用下述技术方案:一种电芯贴尾胶组件,包括贴尾胶机构,所述贴尾胶机构中设置有平送电芯机构,所述平送电芯机构上自左向右依次设置有电芯一、电芯二、电芯三和电芯四,所述平送电芯机构旁侧自左向右依次设置有尾部整形机构、压胶部、粘胶部、切胶部、送胶部和夹胶部,所述夹胶部的后方设置有胶带,还包括用于可以根据电芯大小对粘胶部粘胶夹胶位置进行调节的自适应机构,所述粘胶部包括基础板,所述连接基础板的上方两侧设置有滑块,所述两个滑块之间设置有整体推进短气缸,所述整体推进短气缸下方设置有手动升降调节螺杆,所述整体推进短气缸上方设置有整体推进长气缸,每个所述滑块的上方设置有安装座。
3、进一步,所述安装座的末端设置有拐角推进气缸,所述安装座的上方设置有拐角气缸,所述拐角气缸的末端连接有拐角压块,所述拐角压块的上下端设置有转动柱,所述转动柱外设置有连接架,所述连接架与安装座连接,所述整体推进长气缸末端设置有真空吸块,所述真空吸块位于两个所述拐角压块之间。
4、进一步,所述自适应机构设置在真空吸块的背侧,所述自适应机构包括配合套,所述配合套和真空吸块之间设置有连接移动套,所述配合套的末端设置有电动伸缩杆,所述电动伸缩杆的输出端内侧设置有压力感应块,所述配合套的末端背侧设置有连接板,所述连接板内侧设置有调节推进气缸,所述调节推进气缸的下方设置有连接盒,所述连接盒内设置有活动块,所述活动块的末端与连接板连接,所述活动块与连接盒内壁之间设置有连接弹簧,所述连接盒旁侧设置有出液盒,且连接盒旁侧开设有滑槽,所述出液盒中设置有推板,所述推板内侧设置有连接柱,所述连接柱外侧设置有连接杆,所述连接杆和活动块连接,且连接杆位于滑槽内,所述滑块的上方设置有伸缩套,所述伸缩套内设置有配合杆,所述配合杆抵触安装座,所述配合杆中设置有导向柱,所述导向柱外套设有复位弹簧,所复位弹簧位于导向柱和伸缩套之间,所述伸缩套和出液盒之间设置有连接管。
5、进一步,所述连接柱和连接杆横截面为u型。
6、进一步,所述压力感应块与调节推进气缸之间电性连接。
7、进一步,所述拐角压块通过连接轴与连接架转动连接。
8、进一步,所述出液盒单位长度容积与伸缩套单位长度容积相同。
9、进一步,所述配合套与连接移动套固定连接,所述连接移动套与真空吸块滑动连接。
10、与现有技术相比较,本发明的有益效果在于:
11、其一,在对电芯尾部进行贴胶时,此时通过在真空吸块两侧设置有拐角压块,可以将多余的胶带进行拐角贴合,此时挺好了电芯的美观度,同时电芯拐角处相较于其余位置更加容易出现损坏,但是此时拐角压块可以对拐角进行贴合,增加了对拐角的保护效果,并且避免了后续还需要人为对余胶进行二次处理,减少了操作步骤,而且通过拐角压块贴合可以进行完美贴合,在使用时整体推进气缸采用长短两气缸分两次推进,有效对送胶做出避让空间,又不影响撤胶时压胶部与真空吸块离太远而无法吸附胶带,利用连杆机构对电芯拐角余胶进行拐角贴合,使拐角余胶与电芯既紧密贴合,又减小机构对电芯的伤害;
12、其二,在真空吸块和拐角压块之间设置有自适应机构,通过自适应机构,在对不同规格电芯进行生产时,此时电芯尾部大小会发生变化,此时操作者只需要启动调节按钮,此时通过自适应调节机构即可对真空吸块的有效作用面积以经拐角压块的进行同步调节,使得真空吸块与拐角压块之间的间隙始终处于相同间隙,不仅能够保证拐角压块可以使拐角余胶与电芯进行紧密贴合,同时可以保证拐角压块可以正常进行使用,而且在进行调节的过程中,真空吸块与拐角压块是实时同步进行调节,此时可以避免拐角压块和真空吸块之间出现相互干涉的现象,在进行调节的过程中,是通过压力感应块触碰电芯侧壁的,使得调节后的真空吸块大小与电芯尾部长度基本处于相同状态,便于更好的进行贴胶,现有的真空吸块由于吸附面积无法变化,虽然拐角压块的位置可以进行变化,但是当电芯长度过于大于真空吸块时,此时在进行贴胶时,末端可能出现褶皱现象,不便于进行贴胶,当电芯尾部长度过于小于真空吸块时,此时真空吸块虽然可以很好的进行贴胶,但是在通过拐角压块进行压胶时,此时真空吸块会干涉拐角压块进行紧密贴合;
13、综上所述,该装置在使用时,通过拐角压块可以对电芯拐角余胶进行拐角贴合,不仅增加拐角的牢固性,同时减少了后续二次处理,同时在粘胶部中设置有自适应机构,使得真空吸块和拐角压块可以自动根据电芯的尾部长度进行位置调节,保证真空吸块和拐角压块进行稳定运行。
技术特征:
1.一种电芯贴尾胶组件,包括贴尾胶机构(1),所述贴尾胶机构(1)中设置有平送电芯机构(9),所述平送电芯机构(9)上自左向右依次设置有电芯一(11)、电芯二(10)、电芯三(8)和电芯四(7),所述平送电芯机构(9)旁侧自左向右依次设置有尾部整形机构、压胶部(14)、粘胶部(2)、切胶部(3)、送胶部(6)和夹胶部(5),所述夹胶部(5)的后方设置有胶带(4),其特征在于;还包括用于可以根据电芯大小对粘胶部(2)粘胶夹胶位置进行调节的自适应机构(13),所述粘胶部(2)包括基础板,所述连接基础板(21)的上方两侧设置有滑块(22),所述两个滑块(22)之间设置有整体推进短气缸(212),所述整体推进短气缸(212)下方设置有手动升降调节螺杆(211),所述整体推进短气缸(212)上方设置有整体推进长气缸,每个所述滑块(22)的上方设置有安装座。
2.根据权利要求1所述的一种电芯贴尾胶组件,其特征在于;所述安装座的末端设置有拐角推进气缸(26),所述安装座的上方设置有拐角气缸(28),所述拐角气缸(28)的末端连接有拐角压块(210),所述拐角压块(210)的上下端设置有转动柱,所述转动柱外设置有连接架,所述连接架与安装座连接,所述整体推进长气缸末端设置有真空吸块(25),所述真空吸块(25)位于两个所述拐角压块(210)之间。
3.根据权利要求1所述的一种电芯贴尾胶组件,其特征在于;所述自适应机构(13)设置在真空吸块(25)的背侧,所述自适应机构(13)包括配合套(23),所述配合套(23)和真空吸块(25)之间设置有连接移动套(24),所述配合套(23)的末端设置有电动伸缩杆(134),所述电动伸缩杆(134)的输出端内侧设置有压力感应块,所述配合套(23)的末端背侧设置有连接板(135),所述连接板(135)内侧设置有调节推进气缸(1313),所述调节推进气缸(1313)的下方设置有连接盒(1314),所述连接盒(1314)内设置有活动块(136),所述活动块(136)的末端与连接板(135)连接,所述活动块(136)与连接盒(1314)内壁之间设置有连接弹簧,所述连接盒(1314)旁侧设置有出液盒(137),且连接盒(1314)旁侧开设有滑槽,所述出液盒(137)中设置有推板(138),所述推板(138)内侧设置有连接柱(139),所述连接柱(139)外侧设置有连接杆(1310),所述连接杆(1310)和活动块(136)连接,且连接杆(1310)位于滑槽内,所述滑块(22)的上方设置有伸缩套(132),所述伸缩套(132)内设置有配合杆(131),所述配合杆(131)抵触安装座,所述配合杆(131)中设置有导向柱(1311),所述导向柱(1311)外套设有复位弹簧(1312),所复位弹簧(1312)位于导向柱(1311)和伸缩套(132)之间,所述伸缩套(132)和出液盒(137)之间设置有连接管(133)。
4.根据权利要求3所述的一种电芯贴尾胶组件,其特征在于;所述连接柱(139)和连接杆(1310)横截面为u型。
5.根据权利要求3所述的一种电芯贴尾胶组件,其特征在于;所述压力感应块与调节推进气缸(1313)之间电性连接。
6.根据权利要求2所述的一种电芯贴尾胶组件,其特征在于;所述拐角压块(210)通过连接轴(29)与连接架转动连接。
7.根据权利要求3所述的一种电芯贴尾胶组件,其特征在于;所述出液盒(137)单位长度容积与伸缩套(132)单位长度容积相同。
8.根据权利要求3所述的一种电芯贴尾胶组件,其特征在于;所述配合套(23)与连接移动套(24)固定连接,所述连接移动套(24)与真空吸块(25)滑动连接。
技术总结
本发明公开了一种电芯贴尾胶组件,涉及电芯制造技术领域,包括贴尾胶机构,所述贴尾胶机构中设置有平送电芯机构,所述平送电芯机构上自左向右依次设置有电芯一、电芯二、电芯三,所述平送电芯机构旁侧自左向右依次设置有尾部整形机构、压胶部、粘胶部、切胶部、送胶部和夹胶部,所述夹胶部的后方设置有胶带,还包括用于可以根据电芯大小对粘胶部粘胶夹胶位置进行调节的自适应机构。该装置在使用时,通过拐角压块可以对电芯拐角余胶进行拐角贴合,不仅增加拐角的牢固性,同时减少了后续二次处理,同时在粘胶部中设置有自适应机构,使得真空吸块和拐角压块可以自动根据电芯的尾部长度进行位置调节,保证真空吸块和拐角压块进行稳定运行。
技术研发人员:李国基,余成双,张平,王海,刘强,郑建郭,杜权,杜安强
受保护的技术使用者:浙江仕能机电科技有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!