一体成型式电感产品的制备方法与流程
本发明涉及电感,具体涉及一体成型式电感产品的制备方法。
背景技术:
1、一体成型电感具有制备较为方便、小型化、抗电磁干扰性能强、低噪声以及高频化等优点,得到了广泛的应用。一体成型电感主要由磁性材料和粘结剂组成,其中磁性材料贡献电感的电磁特性,粘结剂则提供磁性材料之间的结合力以及阻隔磁性材料之间的涡流传递以降低损耗。
2、传统的一体成型电感采用一次冷压成型后再加热固化的工艺,在生产时是先制作出绕组之后,再将绕组植入填粉,最后热压成型。在传统工艺中,绕线时,绕组会出现t-core中柱断裂,影响产品质量。在植入填粉时,粉彩易卡入线圈缝隙内,包覆在粉料中的线圈易被压变形或被粉料刺破,出现短路问题。
3、因此,有必要提供了一体成型式电感产品的制备方法,以解决上述背景技术中提出的问题。
技术实现思路
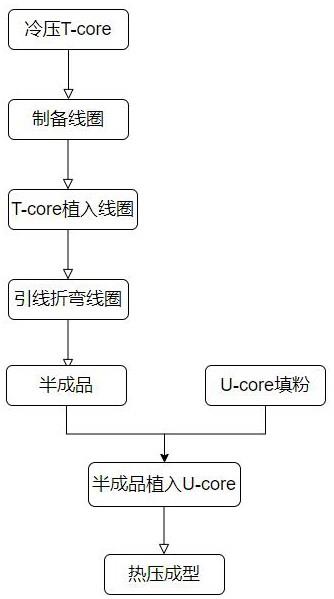
1、为实现上述目的,本发明提供如下技术方案:一体成型式电感产品的制备方法,主要包括以下步骤:
2、s1、冷压t-core:冷压成型机冷压t-core;
3、s2、空心线圈制备:精密绕线机环绕线圈,截断尾线,放入载具,传送至折弯成型机,由折弯成型机台内的裁切模具机构将线圈引线裁切至标准长度;
4、s3、t-core植入线圈:载具传送至震动盘,植入机构将t-core植入载具线圈内;
5、s4、引线折弯:折弯机构将t-core植入完成后的载具线圈引线折弯,形成半成品;
6、s5、u-core成型: u-core成型机对u-core进行填粉操作,形成成型的u-core产品;
7、s6、半成品植入u-core:u-core产品通过中模传送至折弯机台,将折弯后半成品,通过植入机构将半成品放入u-core内;
8、s7、热压成型:热压成型机将组装完成的产品,热压成型到设定状态。
9、进一步地,所述u-core成型机内设有u-core模具,所述u-core模具至少包括u-core下模、上模盖、u-core上盖、填粉组件、升降组件及弹簧导柱;
10、所述u-core下模固定在所述升降组件上,所述升降组件四周环绕滑动连接有四组弹簧导柱,所述u-core上盖固定在所述弹簧导柱的顶部,所述模盖固定在所述u-core上盖的底部;
11、所述升降组件固定在所述升降组件的一侧。
12、进一步地,所述升降组件至少包括伸缩导柱、升降板、伺服电机及伺服齿轮组;
13、所述升降组件的底座和所述升降板之间活动连接有四组所述伸缩导柱,所述升降板的底部贯穿安装有顶升缸,所述伺服齿轮组的输出端与所述顶升缸的输入端相连,所述伺服齿轮组的输入端与所述伺服电机的输出端相连。
14、进一步地,所述填粉组件至少包括粉盒、顶板、填粉上盖、填粉下盖及动力源;
15、所述粉盒固定在所述顶板的顶部,所述顶板上设有连接孔,所述填粉上盖连接在所述连接孔内,所述填粉下盖固定在所述顶板的底部,所述填粉上盖和填粉下盖均设置通孔;所述填粉组件由所述动力源驱动。
16、进一步地,所述填粉组件还包括填粉板和气缸;
17、所述气缸通过连接板固定在所述顶板的底部,所述填粉板滑动连接在所述填粉上盖和所述填粉下盖之间,所述填粉板设置通孔;所述气缸的输出端和所述填粉板相连。
18、进一步地,所述u-core下模上滑动连接有中模座。
19、进一步地,所述热压成型机中设有热压成型模具,所述热压成型模具至少包括热压上模、中模座、热压下模及弹簧柱;所述中模座固定在所述热压下模的中央,所述热压上模和所述热压下模之间活动连接有四组所述弹簧柱。
20、与现有技术相比,本发明的有益效果是:
21、优点一:本发明中设置的植入机构将t-core植入载具线圈内,避免由于冷压成型压力过高,导致的t-core在绕线站时出现断裂。
22、优点二:本发明中设置的u-core成型机对u-core进行填粉,然后将半成品放入填粉后的u-core。避免植入填粉时,粉材卡入线圈缝隙内的问题。
23、优点三:本发明中设置的填粉板可设置成不同厚度,以及调整通孔的大小和穴内空间,按需控制填粉的粉量。
技术特征:
1.一体成型式电感产品的制备方法,其特征在于,主要包括以下步骤:
2.根据权利要求1所述的一体成型式电感产品的制备方法,其特征在于:所述u-core成型机内设有u-core模具,所述u-core模具至少包括u-core下模、上模盖、u-core上盖、填粉组件、升降组件及弹簧导柱;
3.根据权利要求2所述的一体成型式电感产品的制备方法,其特征在于:所述升降组件至少包括伸缩导柱、升降板、伺服电机及伺服齿轮组;
4.根据权利要求2所述的一体成型式电感产品的制备方法,其特征在于:所述填粉组件至少包括粉盒、顶板、填粉上盖、填粉下盖及动力源;
5.根据权利要求4所述的一体成型式电感产品的制备方法,其特征在于:所述填粉组件还包括填粉板和气缸;
6.根据权利要求2所述的一体成型式电感产品的制备方法,其特征在于:所述u-core下模上滑动连接有中模座。
7.根据权利要求1所述的一体成型式电感产品的制备方法,其特征在于:所述热压成型机中设有热压成型模具,所述热压成型模具至少包括热压上模、中模座、热压下模及弹簧柱;所述中模座固定在所述热压下模的中央,所述热压上模和所述热压下模之间活动连接有四组所述弹簧柱。
技术总结
本发明公开了一体成型式电感产品的制备方法,用于制造电感,包括如下步骤:S1、冷压T‑CORE:冷压成型机冷压T‑CORE。S2、空心线圈制备:精密绕线机环绕线圈,截断尾线,放入载具,传送至折弯成型机,由折弯成型机台内的裁切模具机构将线圈引线裁切至标准长度。S3、T‑CORE植入线圈:载具传送至震动盘,植入机构将T‑CORE植入载具线圈内。S4、引线折弯:折弯机构将T‑CORE植入完成后的载具线圈引线折弯,形成半成品。S5、U‑CORE成型:U‑CORE成型机对U‑CORE进行填粉操作。S6、半成品植入U‑CORE:U‑CORE产品通过中模传送至折弯机台,将折弯后半成品,通过植入机构将半成品放入U‑CORE内。S7、热压成型:热压成型机将组装完成的产品,热压成型到设定状态。
技术研发人员:周晟,高彦华,陆从殿
受保护的技术使用者:华萃微感电子(江苏)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!