一种方壳电池堆叠系统及一种方壳电池堆叠方法与流程
本发明涉及一种锂电池堆叠设备,特别是一种方壳电池堆叠系统及一种方壳电池堆叠方法。
背景技术:
1、方壳电池模组是由多个电芯拼装而成,多个电芯共同作用,使方壳电池模组具有更大的容量。如图1所示为一种组成方壳电池的电芯单元的结构示意图。电芯单元为多个电芯并列拼装成一个横条状结构,在多个电芯的一个端面上安装同一个水冷板。再将多个电芯单元沿纵向排列并压紧电芯单元,使水冷板覆盖电芯的另一个端面,从而组成一个方壳电池模组。
2、公告号cn114583374b的中国发明专利公开了一种电池模组叠装压紧装置,设置有模组堆叠机构、液冷板定位机构、电池模组定位机构及冷却管校准定位机构。工作过程大致如下:液冷板定位机构对液冷板的位置进行固定,电池模组定位机构对电池模组的位置进行固定,冷却管校准定位机构对冷却管的高度位置进行校准,经过多次校准液冷板、校准电池模组、紧压的循环完成对电池模组的叠装。
3、可以看出,电池模组的叠装对电芯单元中冷却管的定位准度要求极高,该专利公开的方案里,液冷板定位机构和电池模组定位机构的尺寸必须根据产品严格设计,当产品的型号发生改变时,需要更换整个定位机构并对新的定位机构进行精度调整。而在锂电池生产技术领域中,电芯型号的更改是一种常见现象,因此有必要提供一种兼容性强的叠装设备。
4、此外,该专利组成电池模组的电池单元都放在一个工站经行堆叠,堆叠节拍长,难度大,影响电芯堆叠的工作效率。
技术实现思路
1、为解决上述技术问题,本发明提供了一种方壳电池堆叠系统,包括支撑电芯单元的堆叠台、将各组电芯单元输送至堆叠台的上料机构、对称设置于堆叠台两侧的夹持机构、对堆叠台上电芯单元位置进行对中的对中机构、对堆叠台上电芯单元施加堆叠方向压紧力的加压机构;
2、设定堆叠台的侧边方向为x轴,堆叠台上电芯单元的堆叠方向为y轴;
3、所述夹持机构包括位于堆叠台同侧的两组夹持组件,两组夹持组件可分别沿y轴往复移动,以分别夹持相邻的两组液冷管;
4、所述对中机构包括设置在堆叠台两侧的平衡气缸,所述平衡气缸的输出端设置有对电芯单元两侧输出推压力的平衡压板;
5、所述加压机构包括位于堆叠台中心线上的加压板,所述加压板能够沿y轴往复移动,以在y轴方向将电芯单元压紧。
6、进一步地,还包含带动夹持机构移动的三轴伺服机构,所述三轴伺服机构包括机架、在机架上竖直设置的升降直线模组、沿x轴与y轴移动的兼容直线模组与夹爪直线模组;
7、所述升降直线模组的输出端连接有支撑横梁,兼容直线模组在支撑横梁两侧对称设置,所述夹爪直线模组通过y向支撑板与兼容直线模组相连;
8、同侧的两组夹持组件通过夹爪连接板各连接在一组夹爪直线模组上。
9、进一步地,所述夹持组件包括一对夹爪,所述夹爪的端部设置有与液冷管相配合的定位槽;
10、所述夹持组件还包括带动所述夹爪沿x轴移动的插入气缸与带动一对夹爪沿y向相对或相背移动的夹紧气缸。
11、进一步地,所述平衡气缸通过对中直线模组与y向支撑板相连,以带动平衡气缸沿y轴移动;
12、两组对中直线模组的输出端通过平衡横梁相连,以实现两组平衡气缸的同步移动。
13、进一步地,所述加压板设置在平衡横梁上,利用对中直线模组控制y轴的传动。
14、进一步地,所述平衡横梁上固定设置有承压板,所述加压板活动连接于承压板,承压板上设置有压力传感器,以实时监控加压板和承压板之间的压紧力。
15、进一步地,所述加压板由位于中间的固定板和位于两侧的第一活动板组成,固定板和第一活动板之间活动相连;所述第一活动板上设置有带动第一活动板相对于固定板移动的第二随动件。
16、进一步地,所述堆叠台为两组,两组堆叠台各连接在一组沿y轴设置的切换直线模组上,通过切换直线模组完成两组堆叠台的切换。
17、本发明还提供了一种方壳电池堆叠方法,利用上述方壳电池堆叠系统对电芯单元进行堆叠,包括利用上料机构将电芯单元放置在堆叠台上、利用对中机构对堆叠台上的电芯单元进行逐行对中、利用夹持组件夹持电芯单元两侧的液冷管以实现相邻两组液冷管的预插、液冷管预插后利用加压机构使堆叠台上的电芯单元形成整体。
18、进一步地,所述方壳电池堆叠方法包括堆叠出包含多组电芯单元的电池单元组合的预堆叠工艺、将预堆叠后的多组电池单元组合堆叠为电池模组的总堆叠工艺。
19、本发明提供了一种方壳电池堆叠系统,包括支撑电芯单元的堆叠台、上料机构、对称设置于堆叠台两侧的夹持机构、对中机构、加压机构,所述夹持机构包括位于堆叠台同侧的两组夹持组件,两组夹持组件可分别沿y轴往复移动,以分别夹持相邻的两组液冷管。
20、本发明利用对中机构对堆叠台上的电芯单元进行逐行对中,利用夹持组件实现相邻两组液冷管的预插、再利用加压机构预插后的电芯单元形成整体。由于电芯单元已由夹持组件完成预插,加压机构很容易完成对相邻两组电芯单元的紧压。采用本发明提供的方壳电池堆叠系统具有较强的循环能力,能够将方壳电池复杂的堆叠工艺转化为简单的方案。
21、实施例中提供了带动夹持机构、对中机构、加压机构移动的三轴伺服机构,通过一个机架实现上述功能机构的伺服移动,包括竖直设置的升降直线模组、沿x轴设置的兼容直线模组、沿y轴设置的夹爪直线模组和对中直线模组。本发明的使用效率高,产品伺服定位精度高,可连续复制作业,实现产品精确装配要求,提高生产产量。本发明能够针对不同的电芯规格和液冷板规格做伺服调整,具有相当大的兼容能力和工作效率。
22、此外,本发明还提供了一种利用上述方壳电池堆叠系统对电芯单元进行堆叠的堆叠方法,将电池的堆叠过程分别预堆叠工艺和总堆叠工艺,能够大大节省工作节拍,降低堆叠难度。
技术特征:
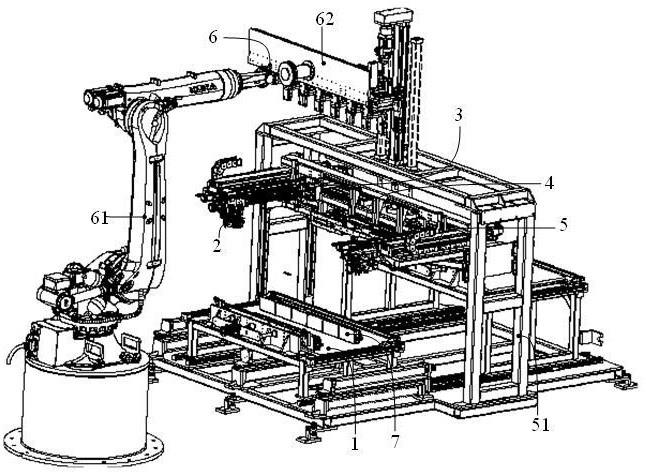
1.一种方壳电池堆叠系统,其特征在于:包括支撑电芯单元(71)的堆叠台(1)、将各组电芯单元(71)输送至堆叠台(1)的上料机构(6)、对称设置于堆叠台(1)两侧的夹持机构(2)、对堆叠台(1)上电芯单元(71)位置进行对中的对中机构(3)、对堆叠台(1)上电芯单元(71)施加堆叠方向压紧力的加压机构(4);
2.如权利要求1所述的一种方壳电池堆叠系统,其特征在于:还包含带动夹持机构(2)移动的三轴伺服机构(5),所述三轴伺服机构(5)包括机架(51)、在机架(51)上竖直设置的升降直线模组(54)、沿x轴与y轴移动的兼容直线模组(52)与夹爪直线模组(53);
3.如权利要求2所述的一种方壳电池堆叠系统,其特征在于:所述夹持组件(21)包括一对夹爪(211),所述夹爪(211)的端部设置有与液冷管(712)相配合的定位槽(212);
4.如权利要求2所述的一种方壳电池堆叠系统,其特征在于:所述平衡气缸(31)通过对中直线模组(55)与y向支撑板(522)相连,以带动平衡气缸(31)沿y轴移动;
5.如权利要求4所述的一种方壳电池堆叠系统,其特征在于:所述加压板(41)设置在平衡横梁(33)上,利用对中直线模组(55)控制y轴的传动。
6.如权利要求5所述的一种方壳电池堆叠系统,其特征在于:所述平衡横梁(33)上固定设置有承压板(42),所述加压板(41)活动连接于承压板(42),承压板(42)上设置有压力传感器(44),以实时监控加压板(41)和承压板(42)之间的压紧力。
7.如权利要求6所述的一种方壳电池堆叠系统,其特征在于:所述加压板(41)由位于中间的固定板(411)和位于两侧的第一活动板(412)组成,固定板(411)和第一活动板(412)之间活动相连;所述第一活动板(412)上设置有带动第一活动板(412)相对于固定板(411)移动的第二随动件(413)。
8.如权利要求1所述的一种方壳电池堆叠系统,其特征在于:所述堆叠台为两组,两组堆叠台(1)各连接在一组沿y轴设置的切换直线模组(12)上,通过切换直线模组(12)完成两组堆叠台的切换。
9.一种方壳电池堆叠方法,其特征在于:利用如权利要求1-8任一所述的方壳电池堆叠系统对电芯单元(71)进行堆叠,包括利用上料机构(6)将电芯单元(71)放置在堆叠台(1)上、利用对中机构(3)对堆叠台(1)上的电芯单元(71)进行逐行对中、利用夹持组件(21)夹持电芯单元(71)两侧的液冷管(712)以实现相邻两组液冷管(712)的预插、液冷管(712)预插后利用加压机构(4)使堆叠台(1)上的电芯单元(71)形成整体。
10.如权利要求9所述的一种方壳电池堆叠方法,其特征在于:包括堆叠出包含多组电芯单元(71)的电池单元组合(7)的预堆叠工艺、将预堆叠后的多组电池单元组合(7)堆叠为电池模组的总堆叠工艺。
技术总结
本发明公开了一种方壳电池堆叠系统,包括支撑电芯单元的堆叠台、上料机构、对称设置于堆叠台两侧的夹持机构、对中机构、加压机构,所述夹持机构包括位于堆叠台同侧的两组夹持组件,两组夹持组件可分别沿Y轴往复移动,以分别夹持相邻的两组液冷管。此外,本发明还提供了一种利用上述方壳电池堆叠系统对电芯单元进行堆叠的堆叠方法,将电池的堆叠过程分别预堆叠工艺和总堆叠工艺,能够大大节省工作节拍,降低堆叠难度。采用本发明提供的方壳电池堆叠系统具有较强的循环能力,能够将方壳电池复杂的堆叠工艺转化为简单的方案。
技术研发人员:请求不公布姓名
受保护的技术使用者:江苏烽禾升智能科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!