电池用中心管组件、电池以及中心管组件的制造方法与流程
本发明涉及电池领域,具体而言,涉及一种电池用中心管组件、电池及中心管组件的制造方法。
背景技术:
1、电池中心管在电池中起着支撑、保护卷芯,冷却的作用。现有技术中,电池中心管和极柱一般为分离的情况,通过中心管和极柱等与电池的其它结构件组合,最后制造为电池。上述制作工艺增加了制造电池的焊接环节,降低了电池的密封性能。
技术实现思路
1、本发明的主要目的在于提供一种电池用中心管组件、电池及中心管组件的制造方法,以解决现有技术中的极柱和中心管分离的情况,减少了电池制造的焊接环节。
2、为了实现上述目的,根据本发明的一个方面,提供了一种电池用中心管组件,包括:中心管;至少一个极柱,设置在中心管外周,各极柱套设于中心管上形成中心管组件,且二者之间电绝缘。
3、作为一种实施方式,电池用中心管组件还包括第一绝缘件,第一绝缘件位于中心管的外表面和极柱的内表面之间。
4、作为一种实施方式,第一绝缘件通过注塑形成于中心管和极柱之间。
5、作为一种实施方式,电池用中心管组件还包括设在中心管上的支撑件,支撑件用于支撑极柱。
6、作为一种实施方式,电池用中心管组件包括两个极柱,每个极柱的底端设有支撑件。
7、作为一种实施方式,电池用中心管组件还包括第二绝缘件,第二绝缘件设置在支撑件外周。
8、作为一种实施方式,第二绝缘件套设在支撑件外周。
9、作为一种实施方式,第二绝缘件包括相连接的第一筒段和第二筒段,第一筒段的外径小于第二筒段的外径,第一筒段具有第一安装孔,第二筒段具有与第一安装孔连通的第二安装孔,支撑件位于第二安装孔内,第一筒段位于极柱和中心管之间,第一筒段和第二筒段的外壁面之间形成能够支撑极柱的台阶面。
10、作为一种实施方式,极柱的一端设有环形翻边。
11、作为一种实施方式,电池用中心管组件还包括:第三绝缘件,设置在极柱外周,环形翻边用于支撑第三绝缘件,第三绝缘件被构造为用于与盖板固定连接。
12、作为一种实施方式,位于中心管上方的极柱的上端面与中心管的上端面之间的距离为中心管长度的1/10到2/5,和/或位于中心管下方的极柱的下端面与中心管的下端面之间的距离为中心管长度的1/10到2/5。
13、作为一种实施方式,位于中心管上方的极柱的上端面与中心管的上端面之间的距离为5mm-40mm,和/或位于中心管下方的极柱的下端面与中心管的下端面之间的距离为5mm-40mm。
14、作为一种实施方式,极柱和中心管之间的径向间距为0.5mm-10mm,径向间距用于设置第一绝缘件。
15、根据本发明的另一方面,提供了一种电池,包括壳体和设置在壳体内的上述的电池用中心管组件。
16、作为一种实施方式,电池还包括卷绕在中心管外周的电芯以及电连接件,电连接件的一端与极柱电连接,电连接件的另一端与电芯的极耳电连接。
17、根据本发明的另一方面,提供了一种电池用中心管组件的制造方法,制造方法用于制造上述的电池用中心管组件,制造方法包括:将极柱套设在中心管外表面,形成中心管组件。
18、作为一种实施方式,制造方法还包括:在极柱和中心管之间预留0.5mm-10mm的径向间距d,在极柱和中心管之间进行注塑处理形成第一绝缘件。
19、作为一种实施方式,制造方法还包括:在中心管的外周设置支撑件;将第二绝缘件套设在支撑件外周,且使极柱套设在部分第二绝缘件外周。
20、作为一种实施方式,制造方法还包括:通过注塑方式在极柱的外周形成第三绝缘件。
21、应用本发明的技术方案,通过将极柱套设于中心管的外表面,将极柱集成于中心管上,克服了现有技术中心管和极柱分离的情况,减少了制造电池的焊接环节,大大增强了电池的密封性能。
技术特征:
1.一种电池用中心管组件,其特征在于,包括:
2.根据权利要求1所述的电池用中心管组件,其特征在于,所述电池用中心管组件还包括第一绝缘件(4),所述第一绝缘件(4)位于所述中心管(1)的外表面和所述极柱(2)的内表面之间。
3.根据权利要求2所述的电池用中心管组件,其特征在于,所述第一绝缘件(4)通过注塑形成于所述中心管(1)和所述极柱(2)之间。
4.根据权利要求1所述的电池用中心管组件,其特征在于,所述电池用中心管组件还包括设在所述中心管(1)上的支撑件(3),所述支撑件(3)用于支撑所述极柱(2)。
5.根据权利要求4所述的电池用中心管组件,其特征在于,所述电池用中心管组件包括两个所述极柱(2),每个所述极柱(2)的底端设有所述支撑件(3)。
6.根据权利要求4所述的电池用中心管组件,其特征在于,所述电池用中心管组件还包括第二绝缘件(5),所述第二绝缘件(5)设置在所述支撑件(3)外周。
7.根据权利要求6所述的电池用中心管组件,其特征在于,所述第二绝缘件(5)套设在所述支撑件(3)外周。
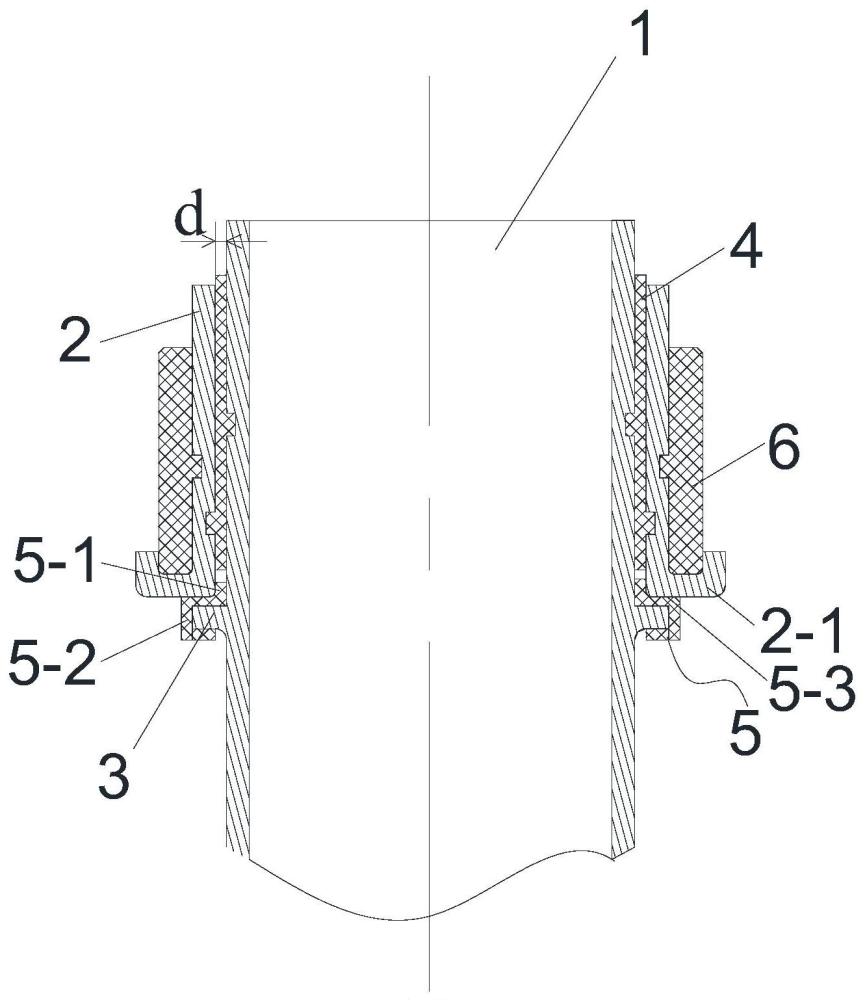
8.根据权利要求6所述的电池用中心管组件,其特征在于,所述第二绝缘件(5)包括相连接的第一筒段(5-1)和第二筒段(5-2),所述第一筒段(5-1)的外径小于所述第二筒段(5-2)的外径,所述第一筒段(5-1)具有第一安装孔,所述第二筒段(5-2)具有与所述第一安装孔连通的第二安装孔,所述支撑件(3)位于所述第二安装孔内,所述第一筒段(5-1)位于所述极柱(2)和所述中心管(1)之间,所述第一筒段(5-1)和所述第二筒段(5-2)的外壁面之间形成能够支撑所述极柱(2)的台阶面(5-3)。
9.根据权利要求1所述的电池用中心管组件,其特征在于,所述极柱(2)的一端设有环形翻边(2-1)。
10.根据权利要求9所述的电池用中心管组件,其特征在于,所述电池用中心管组件还包括:
11.根据权利要求1所述的电池用中心管组件,其特征在于,位于所述中心管(1)上方的所述极柱(2)的上端面与所述中心管(1)的上端面之间的距离为所述中心管(1)长度的1/10到2/5,和/或位于所述中心管(1)下方的所述极柱(2)的下端面与所述中心管(1)的下端面之间的距离为所述中心管(1)长度的1/10到2/5。
12.根据权利要求1所述的电池用中心管组件,其特征在于,位于所述中心管(1)上方的所述极柱(2)的上端面与所述中心管(1)的上端面之间的距离为5mm-40mm,和/或位于所述中心管(1)下方的所述极柱(2)的下端面与所述中心管(1)的下端面之间的距离为5mm-40mm。
13.根据权利要求2所述的电池用中心管组件,其特征在于,所述极柱(2)和所述中心管(1)之间的径向间距为0.5mm-10mm,所述径向间距用于设置所述第一绝缘件(4)。
14.一种电池,其特征在于,包括壳体(9)和设置在所述壳体(9)内的权利要求1至13中任一项所述的电池用中心管组件。
15.根据权利要求14所述的电池,其特征在于,所述电池还包括卷绕在所述中心管(1)外周的电芯以及电连接件(8),所述电连接件(8)的一端与所述极柱(2)电连接,所述电连接件(8)的另一端与所述电芯的极耳电连接。
16.一种电池用中心管组件的制造方法,其特征在于,所述制造方法用于制造权利要求1至13中任一项所述的电池用中心管组件,所述制造方法包括:将所述极柱(2)套设在所述中心管(1)外表面,形成中心管组件。
17.根据权利要求16所述的制造方法,其特征在于,所述制造方法还包括:在所述极柱(2)和所述中心管之间预留0.5mm-10mm的径向间距d,在极柱(2)和所述中心管(1)之间进行注塑处理形成第一绝缘件(4)。
18.根据权利要求16所述的制造方法,其特征在于,所述制造方法还包括:
19.根据权利要求18所述的制造方法,其特征在于,所述制造方法还包括:通过注塑方式在所述极柱(2)的外周形成第三绝缘件(6)。
技术总结
本发明提供了一种电池用中心管组件、电池及中心管组件的制造方法。电池用中心管组件包括中心管和至少一个极柱,极柱设置在中心管外周,各极柱套设于中心管上形成中心管组件,且二者之间电绝缘。本发明的电池用中心管组件,克服了现有技术中心管和极柱分离的情况,减少了制造电池的焊接环节,大大增强了电池的密封性能。
技术研发人员:吴扬,邓国友,殷晓丰,慎晓杰,姚煜
受保护的技术使用者:微宏动力系统(湖州)有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!