一种太阳电池电致瞬态烧结设备及生产线的制作方法
本发明涉及新能源,尤其涉及一种太阳电池电致瞬态烧结设备及生产线。
背景技术:
1、在晶体硅太阳电池中,银和铝被用作电极材料。金属与硅形成低电阻的电接触时通过隧道式烧结炉的烧结来实现的。perc太阳电池是目前产能最大的太阳电池类型,其中的正面发射极采用磷扩散形成,正面银电极的烧结需要综合考虑背面铝电极与硅的合适烧结温度,高的烧结温度虽然可以降低正面的银-硅接触电阻,但常常会引起背面铝电极下面出现接触空洞。
2、从2022年开始,topcon太阳电池产能不断扩大,电池结构中的发射极一般通过硼扩散形成,而硼在硅中的溶解度较磷低一个数量级。这就造成银电极与硼扩散层的接触电阻明显高于perc太阳电池中的接触电阻,且过高的烧结温度会损害钝化膜的钝化性能。
3、所以,太阳电池的烧结工艺需要综合考虑,特别是正面和背面两种不同的金属浆料以及钝化膜的兼容的烧结温度,导致烧结工艺并非专门针对获得最低的金属-硅接触电阻来作为唯一目的。因此,目前主流生产的太阳电池中,金属电极与硅的接触电阻都有一定的优化空间。而且,在整个太阳电池的串联电阻中,接触电阻部分占据份额较高,由此,通过进一步降低接触电阻的技术方案,可以有效提高太阳电池的转化效率。
技术实现思路
1、有鉴于此,本发明的目的是为了克服现有技术中的不足,提供一种太阳电池电致瞬态烧结设备,能够实现太阳电池片的电极的二次局域烧结,在不影响其他部位温度的基础上进一步降低太阳电池的电极接触电阻,相应的,能够提高太阳电池的电极的导电性能和电池片的转化效率,并在太阳电池的发电应用中降低发电成本;
2、另,提供一种应用上述太阳电池电致瞬态烧结设备的电致瞬态烧结生产线。
3、本发明提供如下技术方案:
4、根据本发明公开的第一方面,提供一种太阳电池电致瞬态烧结设备,其特征在于,所述太阳电池电致瞬态烧结设备包括:
5、一对导电电极,一对所述导电电极呈对置方式布置,一对所述导电电极之间形成有能够放置太阳电池片的夹持区域,且一对所述导电电极中至少一个能够相对于另一个垂直移动,进而使一对所述导电电极能够与位于两者之间的太阳电池片接触导通,且一对所述导电电极分别连接于脉冲电源模块的正极和负极;所述脉冲电源模块的脉冲输出方向为所述太阳电池片的正向导通方向;
6、所述脉冲电源模块可输出设定电流脉冲序列,所述设定电流脉冲序列的参数为:脉冲强度范围为10-104a,脉冲宽度范围为1x10-5-2s,单次脉冲序列输出的脉冲个数为1-400个;
7、所述设定电流脉冲序列被配置为能够使所述太阳电池片产热并瞬态升温至设定烧结温度。
8、进一步,所述太阳电池电致瞬态烧结设备还包括第一驱动件,所述第一驱动件和至少一个所述导电电极连接,所述第一驱动件能够驱动对置的一对所述导电电极闭合,进而与位于所述夹持区域的所述太阳电池片接触导通。
9、进一步,所述导电电极用于与太阳电池片接触的一侧为导电端,所述导电端设置为平面;其中,所述导电电极由一个或多个并联的小电极拼接而成,多个所述小电极的一侧共面以形成所述导电端;同一个所述导电电极上的所述小电极彼此电绝缘,且当一对所述导电电极均为多个并联的小电极拼接而成时,一对所述导电电极上的所述小电极一一对应;每个所述导电电极包括1至400个所述小电极。
10、进一步,所述太阳电池电致瞬态烧结设备还包括:保险件,所述保险件和所述导电电极连接,所述保险件用于防止所述导电电极压碎太阳电池片。
11、进一步,所述保险件包括:
12、压力传感器和控制器,所述压力传感器连接于所述导电电极,所述压力传感器通过控制器与第一驱动件电连接;其中,所述压力传感器能够获取所述导电电极作用于太阳电池片的压力值;
13、和/或,导电胶层,所述导电电极用于与太阳电池片接触的一侧安装有所述导电胶层,所述导电胶层被配置为能够发生弹性形变,在第一驱动件的作用下,使所述导电电极通过所述导电胶层与所述太阳电池片紧密接触,进而使得所述导电电极与太阳电池片的接触电阻不大于太阳电池片本身的电阻。
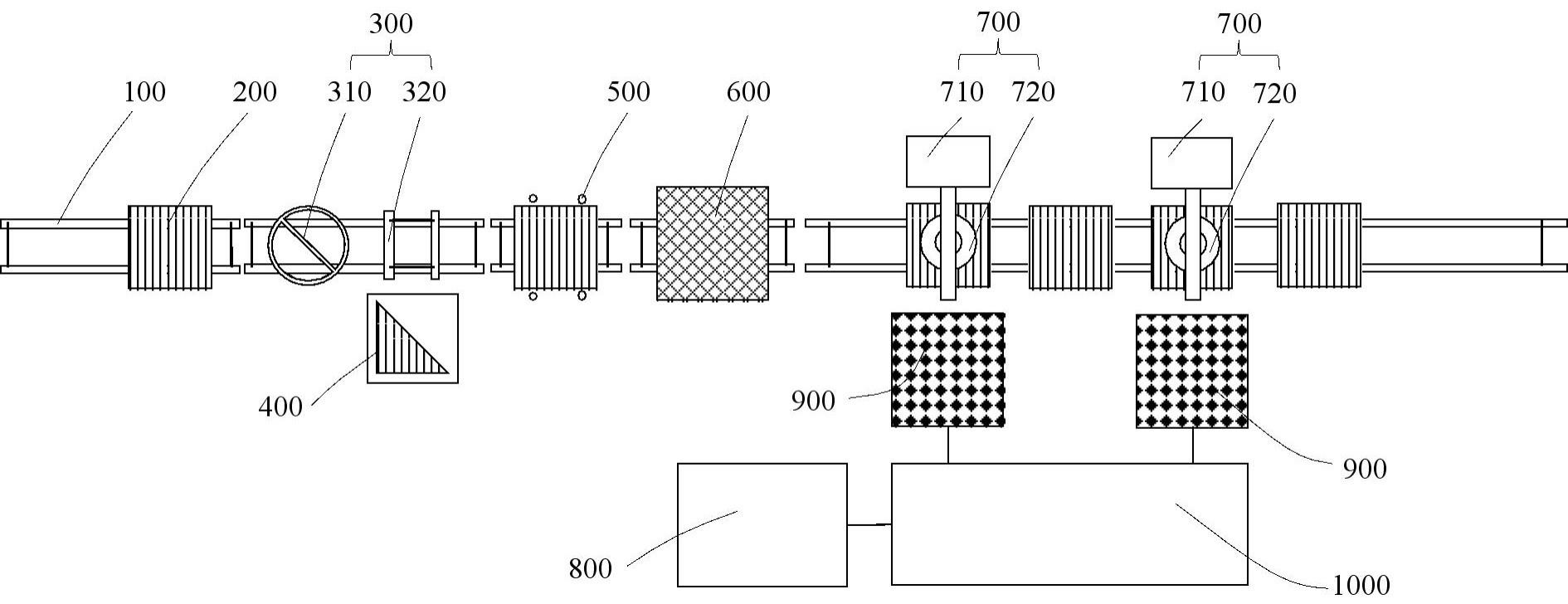
14、根据本发明公开的第二方面,提供一种太阳电池电致瞬态烧结生产线,所述太阳电池电致瞬态烧结生产线包括任一项所述的太阳电池电致瞬态烧结设备;所述太阳电池电致瞬态烧结生产线还包括用于接收、输送所述太阳电池片的输送装置、以及沿所述输送装置的输送方向依次设置的:
15、检测筛选装置,所述检测筛选装置包括成像件和剔片件,所述成像件能够使所述太阳电池片上具有隐裂和/或破碎缺陷的部分在图像中被识别和判读;所述剔片件能够将具有隐裂和/或破碎缺陷的所述太阳电池片移出所述输送装置;
16、缓存送料装置,所述缓存送料装置具有容纳腔;所述缓存送料装置被配置为能够使太阳电池片按照输送节奏从所述输送装置进入或移出所述容纳腔;
17、拾取装置,所述拾取装置能够将由所述输送装置输送的太阳电池片吸取至一对所述导电电极之间的夹持区域。
18、进一步,沿所述输送装置的输送方向至少设置有一个或多个并列的太阳电池电致瞬态烧结设备;以及,每个所述太阳电池电致瞬态烧结设备均相对应设置有拾取装置。
19、进一步,所述输送装置包括若干依次连接的第一带式输送机。
20、进一步,所述成像件包括pl光致发光测试系统,所述pl光致发光测试系统安装于所述输送装置上。
21、进一步,所述拾取装置包括机械手臂和安装于所述机械手臂末端的末端执行器,所述末端执行器包括负压吸盘。
22、本发明的实施例具有如下优点:
23、采用本发明太阳电池电致瞬态烧结设备,利用一对导电电极相对运动,以接触夹持太阳电池片,进而将设定电流脉冲序列导入太阳电池片,则设定电流脉冲序列扫描式地穿过太阳电池片的各分区,直至完成整体处理,其实施的效果在于:
24、设定电流脉冲序列均匀地通过太阳电池片,太阳电池片的金属电极在设定电流脉冲序列的作用下,瞬间升温至烧结温度,实现对金属电极的二次烧结,促进微观区域的金属化;可将银电极与基体的比接触电阻从几十mω.cm2降低至小于2mω.cm2,最终实现降低太阳电池片的串联电阻,从而提升新型高效晶体硅太阳电池的转化效率,进一步降低光伏发电的成本;
25、另外,采用本装置提供的结构,能够快速实现太阳电池片接入或脱离一对导电电极,对应于设定电流脉冲序列的导入和断开。其中,在介入过程中,太阳电池片不容易碎裂;同时,二次烧结的工艺时间短,进而能够有效提高生产加工效率。
26、此外,本发明还涉及一种太阳电池电致瞬态烧结生产线,由于上述太阳电池电致瞬态烧结设备具有上述技术效果,因此包括该太阳电池电致瞬态烧结设备的电致瞬态烧结生产线应当具有相同的技术效果,在此不再赘述。
27、为使本发明的上述目的、特征和优点能更明显和易懂,下文特举较佳实施例,并配合所附附图,做详细说明如下。
技术特征:
1.一种太阳电池电致瞬态烧结设备,其特征在于,所述太阳电池电致瞬态烧结设备包括:
2.根据权利要求1所述的太阳电池电致瞬态烧结设备,其特征在于,所述太阳电池电致瞬态烧结设备还包括第一驱动件,所述第一驱动件和至少一个所述导电电极连接,所述第一驱动件能够驱动对置的一对所述导电电极闭合,进而与位于所述夹持区域的所述太阳电池片接触导通。
3.根据权利要求1或2所述的太阳电池电致瞬态烧结设备,其特征在于,所述导电电极用于与太阳电池片接触的一侧为导电端,所述导电端设置为平面;其中,所述导电电极由一个或多个并联的小电极拼接而成,多个所述小电极的一侧共面以形成所述导电端;同一个所述导电电极上的所述小电极彼此电绝缘,且当一对所述导电电极均为多个并联的小电极拼接而成时,一对所述导电电极上的所述小电极一一对应;每个所述导电电极包括1至400个所述小电极。
4.根据权利要求2所述的太阳电池电致瞬态烧结设备,其特征在于,所述太阳电池电致瞬态烧结设备还包括:保险件,所述保险件和所述导电电极连接,所述保险件用于防止所述导电电极压碎太阳电池片。
5.根据权利要求4所述的太阳电池电致瞬态烧结设备,其特征在于,所述保险件包括:
6.一种太阳电池电致瞬态烧结生产线,其特征在于,所述太阳电池电致瞬态烧结生产线包括如权利要求1至5中任一项所述的太阳电池电致瞬态烧结设备;所述太阳电池电致瞬态烧结生产线还包括用于接收、输送所述太阳电池片的输送装置、以及沿所述输送装置的输送方向依次设置的:
7.根据权利要求6所述的太阳电池电致瞬态烧结生产线,其特征在于,沿所述输送装置的输送方向至少设置有一个或多个并列的太阳电池电致瞬态烧结设备;以及,每个所述太阳电池电致瞬态烧结设备均相对应设置有拾取装置。
8.根据权利要求6所述的太阳电池电致瞬态烧结生产线,其特征在于,所述输送装置包括若干依次连接的第一带式输送机。
9.根据权利要求6所述的太阳电池电致瞬态烧结生产线,其特征在于,所述成像件包括pl光致发光测试系统,所述pl光致发光测试系统安装于所述输送装置上。
10.根据权利要求6所述的太阳电池电致瞬态烧结生产线,其特征在于,所述拾取装置包括机械手臂和安装于所述机械手臂末端的末端执行器,所述末端执行器包括负压吸盘。
技术总结
本发明提供一种太阳电池电致瞬态烧结设备和生产线,涉及光伏新能源技术领域。该太阳电池电致瞬态烧结设备包括一对导电电极,一对导电电极呈对置方式布置,一对导电电极中至少一个能够相对于另一个垂直移动,进而可使移动后的一对导电电极与位于两者之间的太阳电池片接触导通,且一对导电电极连接有能够在处于导通状态时通入设定电流脉冲序列的电源输出件;其中,设定电流脉冲序列被配置为:能够使太阳电池片产热并瞬态升温至烧结温度。本发明能够实现太阳电池片的电极的二次烧结,进一步降低太阳电池的电极接触电阻,相应的,能够提高电池的转化效率,以及降低发电成本。
技术研发人员:陈鹏,李晓强
受保护的技术使用者:杭州晶宝新能源科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!