一种弹簧开关生产方法与流程
本发明属于产品生产加工方法领域,具体是一种弹簧开关生产方法。
背景技术:
1、弹簧开关属于一种微动开关元器件,其体积非常小,其底部最大面积大约只有4-6平方厘米,而组成这个元器件则需要用到底座、金属片、摆动件,以及铆压固定头,上述这些零部件体积就更加小了,采用人工组装非常考验眼力,需要十分小心才能安装成功,导致安装效率低下;各个部件存在约束关系,所以安装顺序也影响生产效率的因素;
2、另外,弹簧开关的部件并不全部是扁平的,例如摆动件呈弧形的立体结构而且十分细小,存在较难获取的问题。
技术实现思路
1、本发明的目的在于提供一种弹簧开关生产方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
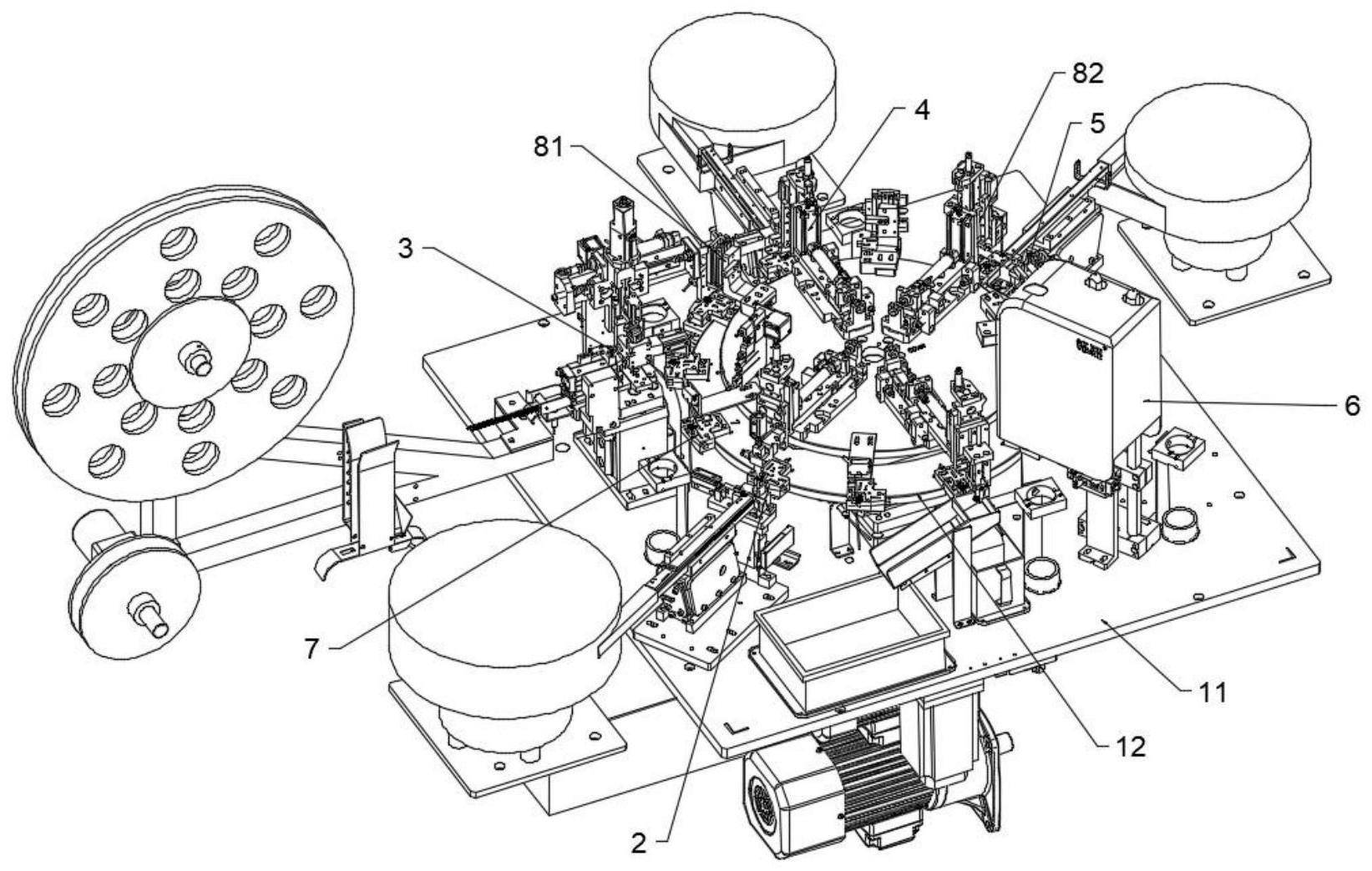
3、一种弹簧开关生产方法,包括工作台,所述工作台上安装有转盘装置,以及沿转盘装置运行方向依次安装有底座上料装置、金属片上料装置、顶出装置、摆动件上料装置、锁扣上料装置、铆压装置,以及开关闭合装置;所述锁扣上料装置处安装有下压装置,所述转盘装置依次带动治具移动至与上述装置对应的位置,并通过上述装置将对应的零件放置在治具中进行组合,具体步骤如下:
4、第一步,依次通过底座上料装置和金属片上料装置分别将底座本体和金属片本体堆叠放置在治具的固定位一中,同时金属片本体与底座本体上的定位柱转动连接;
5、第二步,通过顶出装置推动治具中的两个限位组件,利用两个限位组件的相互限定,在固定位一上方形成与摆动件本体相适应的弧形固定位二;
6、第三步,利用弧形固定位二作为限定和导向,通过摆动件上料装置将摆动件本体放入弧形固定位二中,并且摆动件本体的一端与金属片本体远离定位柱的一端转到连接;
7、第四步,转盘装置将治具转送至锁扣上料装置处,此时对摆动件本体的限制并未解除,通过锁扣上料装置将锁扣本体分别与摆动件本体和底座本体进行组合,使锁扣本体与定位柱转动连接,以及与摆动件本体的另一端转动连接,之后通过下压装置推动两个限位组件复位,此时弧形固定位二消失,解除对摆动件本体的位置限定,然后再通过铆压装置将锁扣本体与定位柱进行铆合,但锁扣本体依然能够与定位柱转动;
8、第五步,通过开关闭合组件推动锁扣本体转动,同步带动摆动件本体的一端动作,摆动件本体另一端联动金属片本体,使金属片本体以定位柱为支点转动,最终使金属片本体一侧与底座本体上的开关触点接触,使弹簧开关处于导通状态,此时锁扣本体与底座本体卡接,固定各部件的位置状态。
9、进一步的技术方案,所述治具包括治具本体,所述治具本体上设有组装位,所述组装位底部设有固定位一,所述治具本体上穿设有两组呈90°分布的限位组件,所述限位组件可伸入组装位中;其中一组限位组件端部形成弧形缺口,另一组限位组件端部形成弧形凸起,弧形缺口和弧形凸起之间具有间隙,形成用于固定摆动件的弧形固定位二。
10、进一步的技术方案,限位组件包括分别横向和纵向穿设在治具本体中的随动成型柱和主动限位板,所述主动限位板上设有斜槽,所述斜槽与随动成型柱上的滑轴连接,所述主动限位板的下端部伸出治具本体底部,通过顶出装置和下压装置分别推动主动限位板纵向运动,滑轴沿斜槽滑动将纵向运动转化为随动成型柱的横向运动。
11、进一步的技术方案,所述摆动件上料装置包括摆动件上料组件和移动组件一,所述移动组件一上安装有固定座一,所述固定座一上安装有获取组件一和顶出组件一,所述获取组件一端部设有形状与摆动件本体相适应,且尺寸小于摆动件的槽位一,所述顶出组件一可从槽位一中伸出而将摆动件本体顶出。
12、进一步的技术方案,所述获取组件一包括与固定座一连接的固定部,所述固定部中穿设有转轴,所述转轴上设有齿轮,所述齿轮与齿条啮合,所述齿条与气缸一连接,所述转轴内设有供顶出组件一穿入的通槽,位于转轴的端部设有获取头,所述槽位一设在获取头的端部,并且与通槽一连通。
13、进一步的技术方案,所述顶出组件一包括气缸二,所述气缸二输出端通过连接件连接有顶出轴,所述顶出轴端部与槽位一形状相适应。
14、进一步的技术方案,还包括抬升组件,所述抬升组件设有供一个摆动件本体进入到放置位,所述放置位与摆动件上料组件的输出口连通。
15、进一步的技术方案,所述摆动件上料组件包括安装座一,所述安装座一上设有呈橫置的“t”字型上料通道。
16、进一步的技术方案,所述抬升组件包括安装在安装座一上的气缸三,所述气缸三输出端安装有与安装座一滑动连接的活动座,所述活动座上安装有气缸四,所述气缸四输出端连接有顶杆,所述顶杆可伸入放置位中,同时遮挡摆动件上料组件的输出口。
17、进一步的技术方案,所述开关闭合装置包括推动组件,所述推动组件输出端安装有固定座二,所述固定座二上安装有压杆,以及用于顶触锁扣本体的摆动杆,所述压杆可至于弹簧开关的上方,所述摆动杆一端与固定座二转动连接,并且摆动杆一侧与固定座二之间设有复位弹簧,所述治具本体上设有供压杆和摆动杆进入的开口,所述开口与组装位连通。
18、本发明的有益效果:
19、本发明通过底座上料装置、金属片上料装置、摆动件上料装置、锁扣上料装置,以及铆压装置的相互配合,实现对细小零件按照固定的顺序进行安装,提高工作效率;而且通过在治具7中设置可改变位置的限位组件,可以有效对摆动件本体的安装提供导向和限位,实现精确组装,为自动化生产良品率提供基础。
20、本发明的其它特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种弹簧开关生产方法,包括工作台(11),其特征在于:所述工作台(11)上安装有转盘装置(12),以及沿转盘装置(12)运行方向依次安装有底座上料装置(2)、金属片上料装置(3)、顶出装置(81)、摆动件上料装置(4)、锁扣上料装置(5)、铆压装置(6),以及开关闭合装置(9);所述锁扣上料装置(5)处安装有下压装置(82),所述转盘装置(12)依次带动治具(7)移动至与上述装置对应的位置,并通过上述装置将对应的零件放置在治具(7)中进行组合,具体步骤如下:
2.根据权利要求1所述的一种弹簧开关生产方法,其特征在于:所述治具(7)包括治具本体(71),所述治具本体(71)上设有组装位(72),所述组装位(72)底部设有固定位一(73),所述治具本体(71)上穿设有两组呈90°分布的限位组件(75),所述限位组件(75)可伸入组装位(72)中;其中一组限位组件(75)端部形成弧形缺口(755),另一组限位组件(75)端部形成弧形凸起(756),弧形缺口(755)和弧形凸起(756)之间具有间隙,形成用于固定摆动件的弧形固定位二(74)。
3.根据权利要求2所述的一种弹簧开关生产方法,其特征在于:限位组件(75)包括分别横向和纵向穿设在治具本体(71)中的随动成型柱(751)和主动限位板(752),所述主动限位板(752)上设有斜槽(753),所述斜槽(753)与随动成型柱(751)上的滑轴(754)连接,所述主动限位板(752)的下端部伸出治具本体(71)底部,通过顶出装置(81)和下压装置(82)分别推动主动限位板(752)纵向运动,滑轴(754)沿斜槽(753)滑动将纵向运动转化为随动成型柱(751)的横向运动。
4.根据权利要求1所述的一种弹簧开关生产方法,其特征在于:所述摆动件上料装置(4)包括摆动件上料组件(41)和移动组件一(42),所述移动组件一(42)上安装有固定座一(43),所述固定座一(43)上安装有获取组件一(44)和顶出组件一(45),所述获取组件一(44)端部设有形状与摆动件本体(103)相适应,且尺寸小于摆动件的槽位一(447),所述顶出组件一(45)可从槽位一(447)中伸出而将摆动件本体(103)顶出。
5.根据权利要求4所述的一种弹簧开关生产方法,其特征在于:所述获取组件一(44)包括与固定座一(43)连接的固定部(441),所述固定部(441)中穿设有转轴(442),所述转轴(442)上设有齿轮(443),所述齿轮(443)与齿条(444)啮合,所述齿条(444)与气缸一(445)连接,所述转轴(442)内设有供顶出组件一(45)穿入的通槽,位于转轴(442)的端部设有获取头(446),所述槽位一(447)设在获取头(446)的端部,并且与通槽一连通。
6.根据权利要求5所述的一种弹簧开关生产方法,其特征在于:所述顶出组件一(45)包括气缸二(451),所述气缸二(451)输出端通过连接件(452)连接有顶出轴(453),所述顶出轴(453)端部与槽位一(447)形状相适应。
7.根据权利要求4所述的一种弹簧开关生产方法,其特征在于:还包括抬升组件(46),所述抬升组件(46)设有供一个摆动件本体(103)进入到放置位(465),所述放置位(465)与摆动件上料组件(41)的输出口连通。
8.根据权利要求7所述的一种弹簧开关生产方法,其特征在于:所述摆动件上料组件(41)包括安装座一(411),所述安装座一(411)上设有呈橫置的“t”字型上料通道(412)。
9.根据权利要求7所述的一种弹簧开关生产方法,其特征在于:所述抬升组件(46)包括安装在安装座一(411)上的气缸三(461),所述气缸三(461)输出端安装有与安装座一(411)滑动连接的活动座(462),所述活动座(462)上安装有气缸四(463),所述气缸四(463)输出端连接有顶杆(464),所述顶杆(464)可伸入放置位(465)中,同时遮挡摆动件上料组件(41)的输出口。
10.根据权利要求1所述的一种弹簧开关生产方法,其特征在于:所述开关闭合装置(9)包括推动组件(91),所述推动组件(91)输出端安装有固定座二(92),所述固定座二(92)上安装有压杆(93),以及用于顶触锁扣本体(104)的摆动杆(94),所述压杆(93)可至于弹簧开关(10)的上方,所述摆动杆(94)一端与固定座二(92)转动连接,并且摆动杆(94)一侧与固定座二(92)之间设有复位弹簧(95),所述治具本体(71)上设有供压杆(93)和摆动杆(94)进入的开口(76),所述开口(76)与组装位(72)连通。
技术总结
本发明公开了一种弹簧开关生产方法,包括工作台,工作台上安装有转盘装置,以及沿转盘装置运行方向依次安装有底座上料装置、金属片上料装置、顶出装置、摆动件上料装置、锁扣上料装置、铆压装置,以及开关闭合装置;锁扣上料装置处安装有下压装置,转盘装置依次带动治具移动至与上述装置对应的位置,并通过上述装置将对应的零件放置在治具中进行组合,通过底座上料装置、金属片上料装置、摆动件上料装置、锁扣上料装置,以及铆压装置的相互配合,实现对细小零件按照固定的顺序进行安装,提高工作效率;而且通过在治具7中设置可改变位置的限位组件,可以有效对摆动件本体的安装提供导向和限位,实现精确组装,为自动化生产良品率提供基础。
技术研发人员:曾河
受保护的技术使用者:广东钺河智能科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!