一种IBC轻质柔性组件的生产方法及装置与流程
本发明涉及ibc轻质柔性组件,尤其涉及一种ibc轻质柔性组件的生产方法及装置。
背景技术:
1、ibc轻质柔性组件有轻、柔、薄、美的特点,可用于光伏建筑一体化,是一种广泛应用于常规玻璃组件无法应用的场景,是一种高端新型光电绿色能源产品,有很大的发展前景和应用市场。
2、但是,ibc轻质柔性组件辅材机械强度低,承载能力小,导致其在生产流水线传输、测试、层压过程中无法起到自我支撑作用,以至于早层压后裂片、背板褶皱等异常时无法解决,影响ibc轻质柔性组件生产效率和产品质量。因此,ibc轻质柔性组件具备量产化条件和提升层压后产品质量成为柔性组件生产的技术难题。
技术实现思路
1、本发明目的在于提供一种ibc轻质柔性组件的生产方法及装置,将柔性组件放在粘有高温胶带的玻璃上进行层压,解决了柔性组件在生产线无法传输、测试、层压过程无法支撑、层压后柔性组件与玻璃剥离的技术问题。
2、为实现上述目的,本发明提供一种ibc轻质柔性组件的生产方法,所述方法包括:
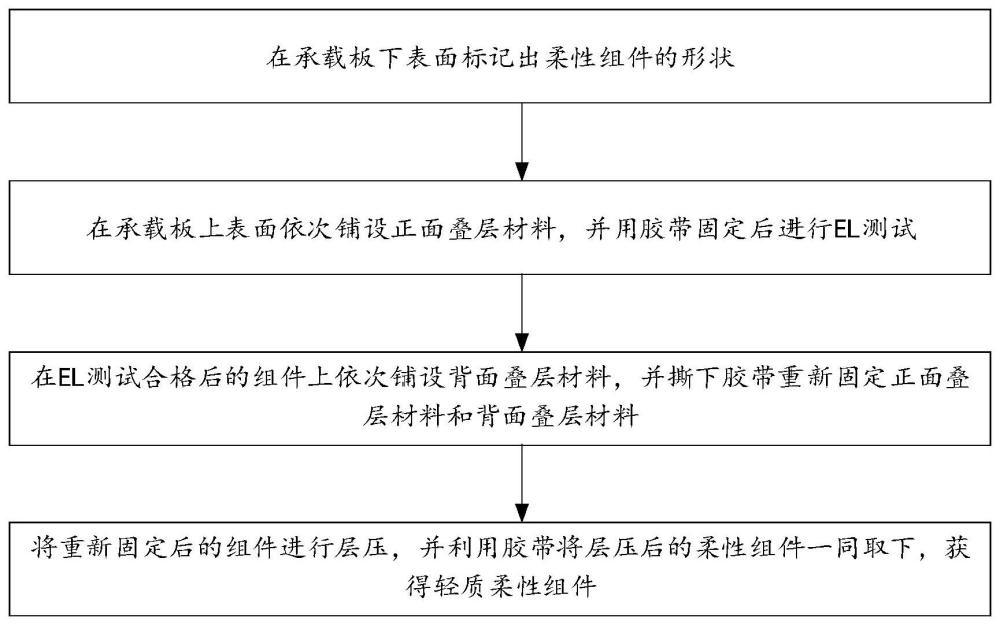
3、在承载板下表面标记出柔性组件的形状;
4、在承载板上表面依次铺设正面叠层材料,并用胶带固定后进行el测试;
5、在el测试合格后的组件上依次铺设背面叠层材料,并撕下胶带重新固定正面叠层材料和背面叠层材料;
6、将重新固定后的组件进行层压,并利用胶带将层压后的柔性组件一同取下,获得轻质柔性组件;
7、其中,承载板上表面铺设正面叠层材料的位置与承载板下表面标记的柔性组件的形状位置相对应;所述胶带设置在承载板上表面的边缘。
8、本发明还提供一种ibc轻质柔性组件的生产装置,所述装置包括:
9、标记单元,用于在承载板下表面标记出柔性组件的形状;
10、铺设单元,用于在承载板上表面依次铺设正面叠层材料,并用胶带固定后进行el测试;
11、固定单元,用于在el测试合格后的组件上依次铺设背面叠层材料,并撕下胶带重新固定正面叠层材料和背面叠层材料;
12、获得单元,用于将重新固定后的组件进行层压,并利用胶带将层压后的柔性组件一同取下,获得轻质柔性组件;
13、其中,承载板上表面铺设正面叠层材料的位置与承载板下表面标记的柔性组件的形状位置相对应;所述胶带设置在承载板上表面的边缘。
14、本发明的技术效果和优点:
15、本发明提供一种ibc轻质柔性组件的生产方法,所述方法包括:在承载板下表面标记出柔性组件的形状;在承载板上表面依次铺设正面叠层材料,并用胶带固定后进行el测试;在el测试合格后的组件上依次铺设背面叠层材料,并撕下胶带重新固定正面叠层材料和背面叠层材料;将重新固定后的组件进行层压,并利用胶带将层压后的柔性组件一同取下,获得轻质柔性组件;其中,承载板上表面铺设正面叠层材料的位置与承载板下表面标记的柔性组件的形状位置相对应;所述胶带设置在承载板上表面的边缘。
16、本发明提供的生产方法解决了ibc柔性组件在产线的传输、与承载玻璃的剥离问题,提升层压后产品质量,具备量产化条件。而且本发明提供的柔性组件生产方法可与常规组件生产线完美融合,不需要单独采购产线设备,为轻质柔性组件与常规组件兼容生产提供了一种解决方案。
17、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书以及附图中所指出的结构来实现和获得。
技术特征:
1.一种ibc轻质柔性组件的生产方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述承载板包括:玻璃。
3.根据权利要求1所述的方法,其特征在于,所述胶带为高温胶带。
4.根据权利要求1所述的方法,其特征在于,所述承载板的尺寸大于所述柔性组件的尺寸。
5.根据权利要求3所述的方法,其特征在于,所述高温胶带设置在承载板上表面的四个角。
6.根据权利要求1所述的方法,其特征在于,所述正面叠层材料包括:背板、poe、背板、poe、电池串。
7.根据权利要求1所述的方法,其特征在于,所述背面叠层材料包括:poe、铝箔背板。
8.根据权利要求1所述的方法,其特征在于,将重新固定后的组件进行层压,并利用胶带将层压后的柔性组件一同取下,获得轻质柔性组件,包括:
9.根据权利要求8所述的方法,其特征在于,高温胶带与承载板的撕开角度为45°角。
10.一种ibc轻质柔性组件的生产装置,其特征在于,所述装置包括:
技术总结
本发明公开了一种IBC轻质柔性组件的生产方法,包括:在承载板下表面标记出柔性组件的形状;在承载板上表面依次铺设正面叠层材料,并用胶带固定后进行EL测试;在EL测试合格后的组件上依次铺设背面叠层材料,并撕下胶带重新固定正面叠层材料和背面叠层材料;将重新固定后的组件进行层压,并利用胶带将层压后的柔性组件一同取下,获得轻质柔性组件。本发明提供的生产方法解决了IBC柔性组件在产线的传输、与承载玻璃的剥离问题,提升层压后产品质量,具备量产化条件。而且本发明提供的柔性组件生产方法可与常规组件生产线完美融合,不需要单独采购产线设备,为轻质柔性组件与常规组件兼容生产提供了一种解决方案。
技术研发人员:王进忠,李元荣,张武新,杨启林,姬祥民
受保护的技术使用者:青海黄河上游水电开发有限责任公司西宁太阳能电力分公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!