一种铅酸蓄电池用抽负压装置的制作方法
本发明涉及蓄电池抽负压,具体为一种铅酸蓄电池用抽负压装置。
背景技术:
1、在铅酸蓄电池中,使用抽负压装置是为了通过抽取蓄电池内部气体和液体,来维持蓄电池的负压状态。这有助于防止蓄电池内部产生气泡和过热,从而提高蓄电池的性能和寿命。
2、抽负压装置通常由真空泵或抽气泵组成。它通过连接到蓄电池的排气管或液位管道,将内部气体和液体抽出,以维持适当的负压。
3、中国专利公开了一种蓄电池抽负压装置(公开号:cn208093688u),该专利包括流水线和支架,支架上设有升降装置,升降装置上设有支撑架,支撑架上设有整位装置和抽负压装置,抽负压装置上设有抽压嘴,抽压嘴与负压发生器连接,流水线的侧面设有托盘推边装置和传感器。本实用新型所述的一种蓄电池抽负压装置,能够减少工人劳动强度,同时对多块电池同时进行抽负压,时间可通过plc进行设定5-8秒左右,吸酸量更均匀,工艺设定更规范,质量可控性好,在自动化的同时完全采用气动执行件,也减少了电量损耗。
4、上述专利中,虽然可以实现对蓄电池的抽负压操作,但是在工作过程中由于蓄电池与抽负压装置的相对位置调节范围较窄,导致蓄电池与抽负压装置之间难以定位准确,降低了蓄电池的抽负压效率。
5、为了解决上述缺陷,现提供一种技术方案。
技术实现思路
1、本发明所要解决的技术问题如下:
2、现有技术中,虽然可以实现对蓄电池的抽负压操作,但是在工作过程中由于蓄电池与抽负压装置的相对位置调节范围较窄,导致蓄电池与抽负压装置之间难以定位准确,降低了蓄电池的抽负压效率。
3、本发明的目的可以通过以下技术方案实现:
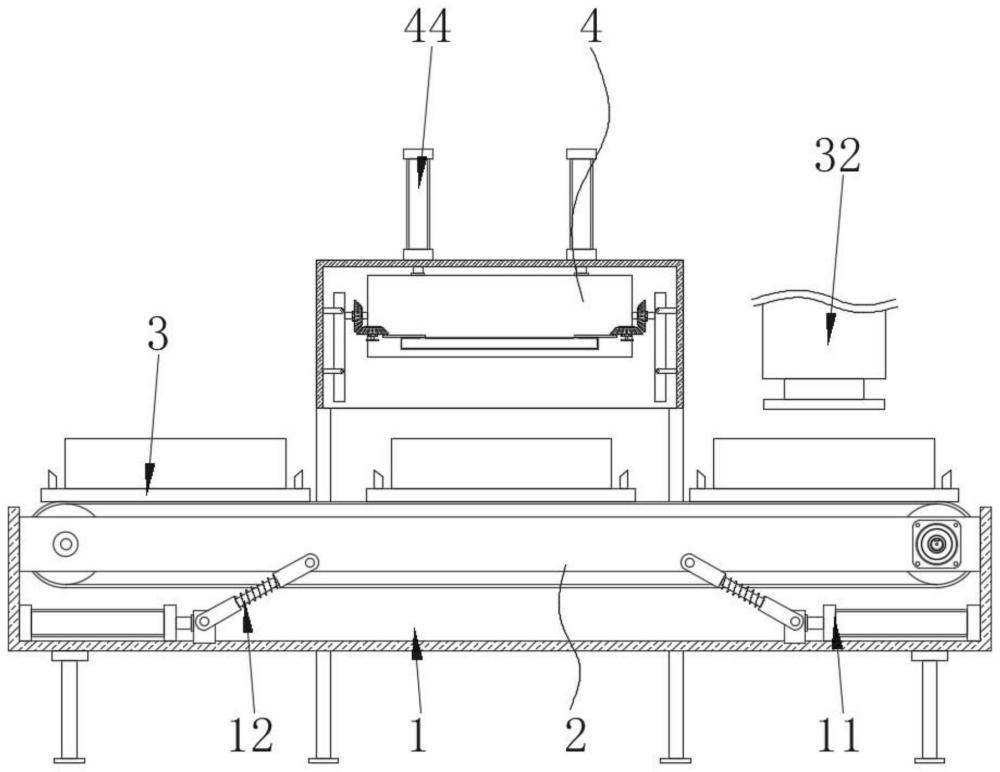
4、一种铅酸蓄电池用抽负压装置,包括升降箱,所述升降箱的顶部设有开口,升降箱的内部可升降地设置有输送机构,输送机构的外表面固定设置有若干夹持座,夹持座的内部可夹持地设置有电池本体,夹持座可对电池本体进行放置和夹持,输送机构的一侧设置有对电池本体进行抽负压操作的加工机构;
5、所述加工机构包括加工箱,加工箱的内部可升降地设置有驱动箱,加工箱和驱动箱的底部均设有开口,驱动箱的内部滑动设置有对电池本体内部进行抽负压的负压泵,驱动箱的外侧设置有对夹持座进行定位的第一定位组件,驱动箱的内侧设置有对夹持座进行定位的第二定位组件。
6、进一步的,所述升降箱的内部两端均固定设置有升降气缸,升降气缸的输出端固定设置有滑板,滑板与输送机构之间铰链连接有升降轴。
7、进一步的,所述输送机构包括滑动设置在升降箱内部的输送座,输送座的内表面两端均转动设置有输送轮,两个输送轮之间安装有输送皮带,输送座的一侧固定设置有输送电机,输送电机的输出端与其中一个输送轮固定连接,输送座的两侧对称固定设置有发讯开关,发讯开关与输送电机电性连接。
8、进一步的,所述输送机构的顶部一侧设置有对电池本体进行上料的上料位。
9、进一步的,所述加工箱的顶部对称固定设置有驱动气缸,驱动气缸的输出端与驱动箱顶部固定连接。
10、进一步的,所述第一定位组件包括对称贯穿且滑动设置在驱动箱两侧的定位板,驱动箱上转动设置有第一锥齿轮,第一锥齿轮与定位板之间铰链连接有定位轴。
11、进一步的,所述驱动箱的四个角处均通过驱动轴转动设置有与第一锥齿轮相啮合的第二锥齿轮,驱动轴上还固定设置有驱动齿轮,加工箱的内部两侧均固定设置有固定座,固定座的内部两侧均固定设置有与相应的驱动齿轮相适配的齿条。
12、进一步的,所述第二定位组件包括对称且可伸缩地设置在负压泵底部的第一楔形板,夹持座的顶部对称设置有与第一楔形板相适配的第二楔形板,负压泵的两端与驱动箱之间固定设置有调节弹簧。
13、进一步的,所述负压泵的底部固定设置有伸缩座,第一楔形板的顶部贯穿且滑动设置在伸缩座底部,第一楔形板与伸缩座内部固定设置有伸缩弹簧。
14、进一步的,所述负压泵的底部固定安装有若干抽压嘴,电池本体的顶部固定设置有若干与抽压嘴相适配的预留孔。
15、本发明的有益效果:
16、本发明中通过输送电机配合两个输送轮带动输送皮带运动,从而带动若干夹持座进行运输,通过上料位对夹持座内部进行电池本体的上料,当夹持座输送至发讯开关的位置时,发讯开关控制输送电机停止工作,此时夹持座内的电池本体位于工作区域,启动驱动气缸控制驱动箱下移,从而方便带动若干抽压嘴下移与预留孔进行对接,当驱动箱下移过程中,设置的齿条带动驱动齿轮转动,从而配合驱动轴带动第二锥齿轮进行旋转,第二锥齿轮带动与之啮合的第一锥齿轮转动,从而配合定位轴带动定位板在驱动箱内部进行伸缩,当驱动箱下降至工作区域后,两个定位板正好向驱动箱内缩回对夹持座进行定位,从而在第一定位组件的作用下实现夹持座水平纵向位置的定位,驱动箱下降过程中,通过第一楔形板与第二楔形板的铆接配合,在调节弹簧的作用下使得若干抽压嘴与预留孔进行精准定位,即在第二定位组件的作用下实现了夹持座的水平横向位置的定位,从而对电池本体上的预留孔与抽压嘴进行准确且快速的定位,并且仅仅通过一个驱动气缸即实现了定位过程,大大降低了成本。
技术特征:
1.一种铅酸蓄电池用抽负压装置,包括升降箱(1),其特征在于,所述升降箱(1)的顶部设有开口,升降箱(1)的内部可升降地设置有输送机构(2),输送机构(2)的外表面固定设置有若干夹持座(3),夹持座(3)的内部可夹持地设置有电池本体(31),夹持座(3)可对电池本体(31)进行放置和夹持,输送机构(2)的一侧设置有对电池本体(31)进行抽负压操作的加工机构(4);
2.根据权利要求1所述的一种铅酸蓄电池用抽负压装置,其特征在于,所述升降箱(1)的内部两端均固定设置有升降气缸(11),升降气缸(11)的输出端固定设置有滑板,滑板与输送机构(2)之间铰链连接有升降轴(12)。
3.根据权利要求1所述的一种铅酸蓄电池用抽负压装置,其特征在于,所述输送机构(2)包括滑动设置在升降箱(1)内部的输送座(21),输送座(21)的内表面两端均转动设置有输送轮,两个输送轮之间安装有输送皮带(22),输送座(21)的一侧固定设置有输送电机(23),输送电机(23)的输出端与其中一个输送轮固定连接,输送座(21)的两侧对称固定设置有发讯开关(24),发讯开关(24)与输送电机(23)电性连接。
4.根据权利要求1所述的一种铅酸蓄电池用抽负压装置,其特征在于,所述输送机构(2)的顶部一侧设置有对电池本体(31)进行上料的上料位(32)。
5.根据权利要求1所述的一种铅酸蓄电池用抽负压装置,其特征在于,所述加工箱(41)的顶部对称固定设置有驱动气缸(44),驱动气缸(44)的输出端与驱动箱(42)顶部固定连接。
6.根据权利要求1所述的一种铅酸蓄电池用抽负压装置,其特征在于,所述第一定位组件包括对称贯穿且滑动设置在驱动箱(42)两侧的定位板(45),驱动箱(42)上转动设置有第一锥齿轮(46),第一锥齿轮(46)与定位板(45)之间铰链连接有定位轴(47)。
7.根据权利要求6所述的一种铅酸蓄电池用抽负压装置,其特征在于,所述驱动箱(42)的四个角处均通过驱动轴(48)转动设置有与第一锥齿轮(46)相啮合的第二锥齿轮(49),驱动轴(48)上还固定设置有驱动齿轮(410),加工箱(41)的内部两侧均固定设置有固定座(411),固定座(411)的内部两侧均固定设置有与相应的驱动齿轮(410)相适配的齿条(412)。
8.根据权利要求1所述的一种铅酸蓄电池用抽负压装置,其特征在于,所述第二定位组件包括对称且可伸缩地设置在负压泵(43)底部的第一楔形板(413),夹持座(3)的顶部对称设置有与第一楔形板(413)相适配的第二楔形板(414),负压泵(43)的两端与驱动箱(42)之间固定设置有调节弹簧(419)。
9.根据权利要求8所述的一种铅酸蓄电池用抽负压装置,其特征在于,所述负压泵(43)的底部固定设置有伸缩座(415),第一楔形板(413)的顶部贯穿且滑动设置在伸缩座(415)底部,第一楔形板(413)与伸缩座(415)内部固定设置有伸缩弹簧(416)。
10.根据权利要求1所述的一种铅酸蓄电池用抽负压装置,其特征在于,所述负压泵(43)的底部固定安装有若干抽压嘴(417),电池本体(31)的顶部固定设置有若干与抽压嘴(417)相适配的预留孔(418)。
技术总结
本发明涉及一种铅酸蓄电池用抽负压装置,包括升降箱,所述升降箱的顶部设有开口,升降箱的内部可升降地设置有输送机构,输送机构的外表面固定设置有若干夹持座,夹持座的内部可夹持地设置有电池本体,夹持座可对电池本体进行放置和夹持,输送机构的一侧设置有对电池本体进行抽负压操作的加工机构;解决了现有技术中,虽然可以实现对蓄电池的抽负压操作,但是在工作过程中由于蓄电池与抽负压装置的相对位置调节范围较窄,导致蓄电池与抽负压装置之间难以定位准确,降低了蓄电池的抽负压效率等问题。
技术研发人员:陈铁宝,卫鹏,张巧玲,孙丽
受保护的技术使用者:华宇新能源科技有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!