一种mini-fakra连接器穿壳组装设备及方法与流程
本发明涉及线缆处理,尤其涉及一种mini-fakra连接器穿壳组装设备及方法。
背景技术:
1、mini-fakra连接器是一种用于汽车行业的高速数据传输的同轴线缆连接器,它是比标准的fakra连接器更小、更紧凑的版本,其最高可支持20ghz的频率和高达28gbps的数据传输速率,被广泛应用于雷达、摄像头和传感器等设备的应用中。
2、现有技术中,mini-fakra连接器多为四芯连接结构,在具体进行安装时需要将四根线束穿入至连接器中,如申请公布号为cn114665329a的中国发明专利申请于2022年6月24日公开了一种mini fakra连接器及其安装方法中,该连接器除了塑胶外壳之外还具有插片以及二次锁单元,在将线束插入至mini-fakra连接器还需要将插片等锁止结构卡入至塑胶外壳内。
3、然而发明人发现,现有的mini-fakra连接器的组装多通过人工来实现,效率较低,无法满足现有技术中对mini-fakra连接器的大量需求。
技术实现思路
1、鉴于以上技术问题中的至少一项,本发明提供了一种mini-fakra连接器穿壳组装设备及方法,采用自动化的塑壳组装及线束的自动插接来提高mini-fakra连接器的组装效率。
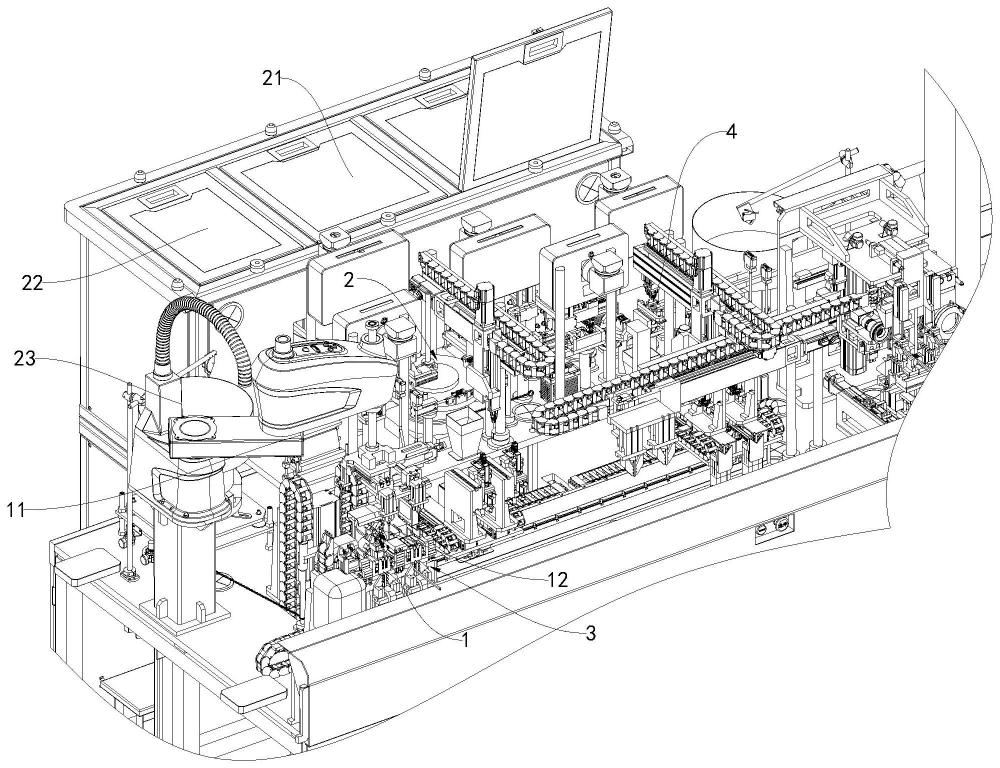
2、根据本发明的第一方面,提供一种mini-fakra连接器穿壳组装设备,包括:
3、预放线机构,包括机械臂和预穿线组件,所述机械臂被配置为夹持线缆穿入至所述预穿线组件中,以形成四芯结构;
4、a塑壳组装机构,包括塑壳输送组件、第一锁止片输送组件、第二锁止片输送组件和拼装组件;
5、移线机构,在所述预放线机构和a塑壳组装机构之间可相对移动设置,用于将所述预放线机构上形成的四芯结构移动至所述a塑壳组装机构处进行穿线作业。
6、在本发明的一些实施例中,所述预穿线组件包括固定盘和在所述固定盘上可相对移动设置的四个卡爪,四个所述卡爪上均具有穿线槽。
7、在本发明的一些实施例中,四个所述卡爪在穿线时互相远离,在穿线结束后互相靠近,组成与塑壳上线孔相同的排布结构。
8、在本发明的一些实施例中,所述塑壳输送组件、第一锁止片输送组件和第二锁止件输送组件均为振动盘结构,且各所述振动盘的输出端朝向所述拼装组件设置。
9、在本发明的一些实施例中,所述拼装组件包括转盘、设置在所述转盘上的四个放置座、以及设置在所述转盘上与所述放置座对应设置的夹持件,所述转盘每次转动90度,所述夹持件用于将塑壳放置于所述放置座内,并依次将第一锁止片和第二锁止片卡设于塑壳上。
10、在本发明的一些实施例中,所述移线机构包括轨道、可相对滑动设置在所述轨道上的滑移座、设置在所述滑移座上的后端夹持件、设置在所述滑移座上的前端夹持件以及驱动所述前端夹持件靠近或者远离所述预穿线组件的纵向驱动件。
11、在本发明的一些实施例中,所述前端夹持件包括两相对设置的前端夹爪,两所述前端夹爪的相对面上具有用于夹持外导体的夹持槽,所述夹持槽的间距与塑壳的内芯间距相同。
12、在本发明的一些实施例中,该设备上还包括b塑壳组装机构,所述b塑壳组装机构用于b塑壳的组装。
13、在本发明的一些实施例中,所述前端夹持件并列设置有两组,所述固定盘设置有两列,每列设置有两个,且每列所述固定盘可升降设置。
14、根据本发明的第二方面,还提供了一种mini-fakra连接器穿壳组装的方法,应用如第一方面中所述的mini-fakra连接器穿壳组装设备中,包括以下步骤:
15、根据需求设定ab塑壳的穿线模式,所述穿线模式包括aa模式、bb模式和ab模式;
16、根据设定将压接好外导体的线束穿入至预穿线组件中;
17、根据设定进行a塑壳和b塑壳的组装,并将组装好的塑壳置于组装位置处;
18、将预穿好的线束从预穿线组件中拔出并移动至组装位置处并插入至a塑壳或者b塑壳中;
19、移动组装好的a塑壳或者b塑壳至料库中。
20、本发明的有益效果为:本发明通过预放线机构对线束按照塑壳的内芯结构形式进行预穿线,然后通过塑壳组装机构对塑壳进行自动组装,再使用移线机构将预穿好的线束进行插接,通过上述设置,与现有技术相比,提高了连接器的组装和穿线效率。
技术特征:
1.一种mini-fakra连接器穿壳组装设备,其特征在于,包括:
2.根据权利要求1所述的mini-fakra连接器穿壳组装设备,其特征在于,所述预穿线组件包括固定盘和在所述固定盘上可相对移动设置的四个卡爪,四个所述卡爪上均具有穿线槽。
3.根据权利要求2所述的mini-fakra连接器穿壳组装设备,其特征在于,四个所述卡爪在穿线时互相远离,在穿线结束后互相靠近,组成与塑壳上线孔相同的排布结构。
4.根据权利要求1所述的mini-fakra连接器穿壳组装设备,其特征在于,所述塑壳输送组件、第一锁止片输送组件和第二锁止件输送组件均为振动盘结构,且各所述振动盘的输出端朝向所述拼装组件设置。
5.根据权利要求4所述的mini-fakra连接器穿壳组装设备,其特征在于,所述拼装组件包括转盘、设置在所述转盘上的四个放置座、以及设置在所述转盘上与所述放置座对应设置的夹持件,所述转盘每次转动90度,所述夹持件用于将塑壳放置于所述放置座内,并依次将第一锁止片和第二锁止片卡设于塑壳上。
6.根据权利要求2所述的mini-fakra连接器穿壳组装设备,其特征在于,所述移线机构包括轨道、可相对滑动设置在所述轨道上的滑移座、设置在所述滑移座上的后端夹持件、设置在所述滑移座上的前端夹持件以及驱动所述前端夹持件靠近或者远离所述预穿线组件的纵向驱动件。
7.根据权利要求6所述的mini-fakra连接器穿壳组装设备,其特征在于,所述前端夹持件包括两相对设置的前端夹爪,两所述前端夹爪的相对面上具有用于夹持外导体的夹持槽,所述夹持槽的间距与塑壳的内芯间距相同。
8.根据权利要求6所述的mini-fakra连接器穿壳组装设备,其特征在于,该设备上还包括b塑壳组装机构,所述b塑壳组装机构用于b塑壳的组装。
9.根据权利要求8所述的mini-fakra连接器穿壳组装设备,其特征在于,所述前端夹持件并列设置有两组,所述固定盘设置有两列,每列设置有两个,且每列所述固定盘可升降设置。
10.一种mini-fakra连接器穿壳组装方法,其特征在于,应用如权利要求9中所述的mini-fakra连接器穿壳组装设备,其特征在于,包括以下步骤:
技术总结
本发明涉及线缆处理技术领域,尤其涉及一种mini‑fakra连接器穿壳组装设备及方法,该设备包括:预放线机构,包括机械臂和预穿线组件,机械臂被配置为夹持线缆穿入至预穿线组件中,以形成四芯结构;A塑壳组装机构,包括塑壳输送组件、第一锁止片输送组件、第二锁止片输送组件和拼装组件;移线机构,在预放线机构和A塑壳组装机构之间可相对移动设置,用于将预放线机构上形成的四芯结构移动至A塑壳组装机构处进行穿线作业。本发明通过预放线机构对线束按照塑壳的内芯结构形式进行预穿线,然后通过塑壳组装机构对塑壳进行自动组装,再使用移线机构将预穿好的线束进行插接,通过上述设置,与现有技术相比,提高了连接器的组装和穿线效率。
技术研发人员:司向良
受保护的技术使用者:江苏博之旺自动化设备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!