负极集流盘、电池及电池包的制作方法
本发明涉及电池,具体涉及负极集流盘、电池及电池包。
背景技术:
1、圆柱电池包括壳体、极组、负极集流盘以及负极盖板,其中,壳体提供容纳腔,用于容纳极组,极组用于储存和释放能量,负极集流盘将极组的能量传导至外部。
2、负极集流盘和极组之间以及负极集流盘和壳体之间采用焊接,而在焊接过程中,焊接区域会产生震动,震动会相互传递扩散,互相影响,从而影响电芯性能。
技术实现思路
1、有鉴于此,本发明提供了一种负极集流盘、电池及电池包,以解决因负极集流盘和极组焊接、负极集流盘和壳体焊接产生的震动影响电池性能的问题。
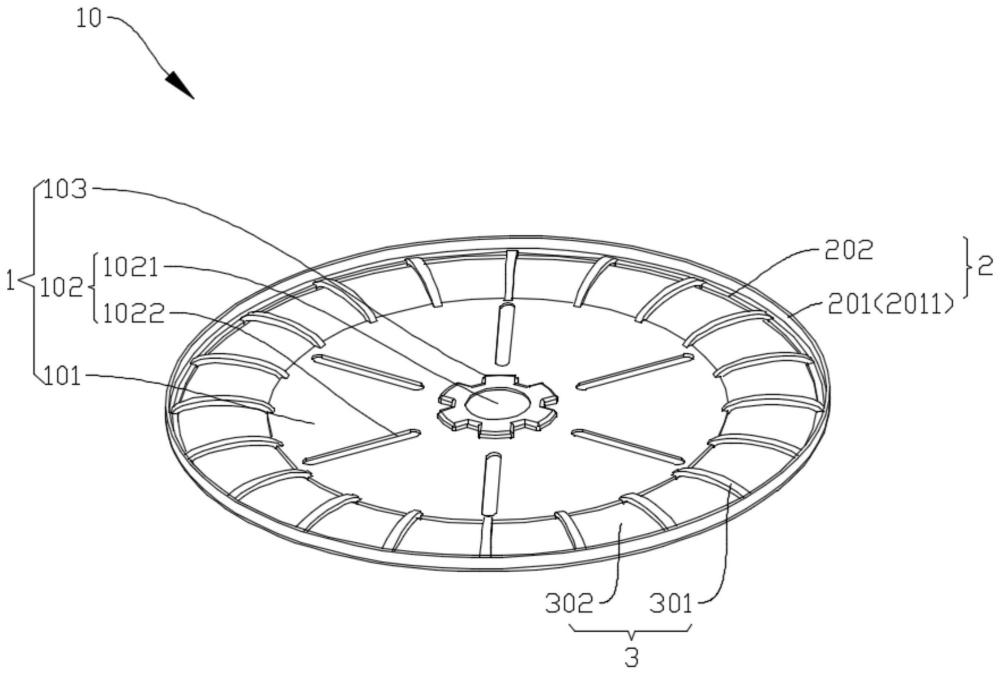
2、第一方面,本发明提供了一种负极集流盘,包括第一焊接区、第二焊接区和弹性缓冲区。第一焊接区包括第一焊接部,第一焊接部适于与电池的极组焊接;第二焊接区位于第一焊接区的外侧,第二焊接区包括第二焊接部,第二焊接部适于与电池的壳体焊接;弹性缓冲区位于第一焊接区和第二焊接区之间,沿径向将第一焊接部和第二焊接部分隔;弹性缓冲区的内侧与第一焊接部连接,弹性缓冲区的外侧与第二焊接部连接。
3、有益效果:在第一焊接部和第二焊接部之间设置弹性缓冲区,弹性缓冲区将第一焊接部和第二焊接部在径向上分离,即,在径向上,第一焊接区和第二焊接区无重叠,这样,第一方面,在将负极集流盘和极组进行焊接,以及将负极集流盘和壳体进行焊接时,第一焊接区和第二焊接区之间不会相互影响,其中一个焊接区的焊接动作产生的震动在弹性缓冲区被吸收,不会传递至另一焊接区,从而避免影响另一焊接区的结构件之间的定位,保证焊接效果和定位效果,保证电芯性能。第二方面,由于现有的负极集流盘和壳体均可能存在加工误差和装配误差,在负极集流盘和壳体之间进行焊接时,两者容易出现配合间隙,导致虚焊,影响产品的安全性和可靠性。本申请中,由于设置了弹性缓冲区,弹性缓冲区具有弹性形变能力,在第一焊接区完成负极集流盘和极组之间的焊接之后,进行第二焊接区的焊接,在此过程中,可通过对负极集流盘稍加施压,使弹性缓冲区的结构发生形变,以补偿负极集流盘和壳体之间的配合间隙,保证负极集流盘和壳体之间紧密贴合焊接,保证了负极集流盘和壳体之间的定位,避免产生虚焊,提高产品的可靠性和安全性,提高产品的良率。第三方面,由于设置了弹性缓冲区,保证了负极集流盘和极组、壳体之间的定位,避免在第一焊接区和极组焊接后,当在第二焊接区进行第二焊接部和壳体之间焊接时,避免因定位不准而对极耳造成拉扯,可靠性高。
4、在一种可选的实施方式中,弹性缓冲区包括至少两个沿第一焊接部的周向间隔布置的弹性缓冲筋,弹性缓冲筋的内端与第一焊接部连接,弹性缓冲筋的外端与第二焊接部连接;相邻的弹性缓冲筋之间设有第一通孔。
5、有益效果:弹性缓冲筋能够防止第一焊接区和第二焊接区在焊接时产生的震动的传递,同时,弹性缓冲筋,结构简单,用料少,能够起到减重降本的效果。另外,因为相邻的弹性缓冲筋之间设置第一通孔,能够提高弹性缓冲筋的缓冲效果,进一步削弱第一焊接区和第二焊接区之间焊接时的震动传递,同时,设置第一通孔能够进一步提高减重降本的效果。
6、在一种可选的实施方式中,弹性缓冲筋沿周向的延伸宽度在0.8mm至2mm的范围内,弹性缓冲筋的沿轴向的壁厚小于第一焊接部沿轴向的壁厚。
7、有益效果:这样设置,在电池外部短路的情况下,产生大电流使弹性缓冲筋熔断,中断电路传输路径;制程中保证产品有足够的弹性。
8、在一种可选的实施方式中,负极集流盘为圆形,弹性缓冲筋沿径向的延伸长度与负极集流盘的直径的比值在0.15至1的范围内。
9、有益效果:这样设置,既能保证负极集流盘和极组有足够的焊接面积,保证过流能力和电池性能,又保证弹性缓冲筋有足够的强度以补偿制程中集流盘的偏心度。
10、在一种可选的实施方式中,沿轴向,弹性缓冲筋至少部分凸出和/或凹陷于第一焊接部,弹性缓冲筋凸出和/或凹陷第一焊接部的高度与第一焊接部的壁厚的比值在0.8至1.5的范围内。
11、有益效果:这样设置,既能保证弹性缓冲筋的强度又能节省电池内部空间提高空间利用率。
12、在一种可选的实施方式中,弹性缓冲筋沿周向朝向同一旋转方向折弯设置。
13、有益效果:这样设置,使得弹性缓冲筋在受力后,朝向同一旋转方向发生形变,减少相邻的弹性缓冲筋之间在受力发生形变时产生力的相互抵消,保证对焊接震动的缓冲效果。
14、在一种可选的实施方式中,第二焊接区还包括沿径向延伸的连接部,连接部的内侧边和弹性缓冲区连接,连接部的外侧边与第二焊接部连接,第二焊接部包括由连接部沿轴向延伸的翻边筋,翻边筋沿轴向的延伸长度在0.5mm至2mm的范围内;翻边筋适于与壳体内壁抵接。
15、有益效果:将翻边筋沿轴向的延伸长度控制在0.5mm至2mm的范围内,既能保证焊接可靠性和过流能力,又节省极组内部空间提高电池的空间利用率。
16、在一种可选的实施方式中,第一焊接区还包括用于电解液浸润的浸润孔。
17、有益效果:通过在第一焊接区设置浸润孔,电解液可以由浸润孔向极组方向浸润,从而提高电解液的浸润效果。
18、第二方面,本发明还提供了一种电池,包括壳体、极组以及以上技术方案中任一项的负极集流盘。壳体包括具有开口的容纳腔;极组设于壳体的容纳腔内;第一焊接部和极组焊接,第二焊接部和壳体焊接。
19、有益效果:因为电池包括以上技术方案中所述的负极集流盘,具有与负极集流盘相同的效果,在此不再赘述。
20、第三方面,本发明还提供了一种电池包,包括以上技术方案中的电池。
21、有益效果:因为电池包包括以上技术方案中所述的电池,具有与电池相同的效果,在此不再赘述。
技术特征:
1.一种负极集流盘,其特征在于,包括:
2.根据权利要求1所述的负极集流盘,其特征在于,所述弹性缓冲区包括至少两个沿所述第一焊接部的周向间隔布置的弹性缓冲筋,所述弹性缓冲筋的内端与所述第一焊接部连接,所述弹性缓冲筋的外端与所述第二焊接部连接;相邻的弹性缓冲筋之间设有第一通孔。
3.根据权利要求2所述的负极集流盘,其特征在于,所述弹性缓冲筋沿周向的延伸宽度在0.8mm至2mm的范围内,所述弹性缓冲筋的沿轴向的壁厚小于所述第一焊接部沿轴向的壁厚。
4.根据权利要求2或3所述的负极集流盘,其特征在于,所述负极集流盘为圆形,所述弹性缓冲筋沿径向的延伸长度与所述负极集流盘的直径的比值在0.15至1的范围内。
5.根据权利要求2或3所述的负极集流盘,其特征在于,沿轴向,所述弹性缓冲筋至少部分凸出和/或凹陷于所述第一焊接部,所述弹性缓冲筋凸出和/或凹陷所述第一焊接部的高度与第一焊接部的壁厚的比值在0.8至1.5的范围内。
6.根据权利要求2或3所述的负极集流盘,其特征在于,所述弹性缓冲筋沿周向朝向同一旋转方向折弯设置。
7.根据权利要求1或2所述的负极集流盘,其特征在于,所述第二焊接区还包括沿径向延伸的连接部,所述连接部的内侧边和所述弹性缓冲区连接,所述连接部的外侧边与所述第二焊接部连接,所述第二焊接部包括由所述连接部沿轴向延伸的翻边筋,所述翻边筋沿轴向的延伸长度在0.5mm至2mm的范围内;所述翻边筋适于与壳体内壁抵接。
8.根据权利要求1或2所述的负极集流盘,其特征在于,所述第一焊接区还包括用于电解液浸润的浸润孔。
9.一种电池,其特征在于,包括:
10.一种电池包,其特征在于,包括权利要求9所述的电池。
技术总结
本发明涉及电池技术领域,公开了负极集流盘、电池及电池包。负极集流盘包括第一焊接区、第二焊接区和弹性缓冲区。第一焊接区包括第一焊接部,第一焊接部适于与电池的极组焊接;第二焊接区位于第一焊接区的外侧,第二焊接区包括第二焊接部,第二焊接部适于与电池的壳体焊接;弹性缓冲区位于第一焊接区和第二焊接区之间,沿径向将第一焊接部和第二焊接部分隔;弹性缓冲区的内侧与第一焊接部连接,弹性缓冲区的外侧与第二焊接部连接。本发明第一焊接区和第二焊接区之间不会相互影响,其中一个焊接区的焊接动作产生的震动在弹性缓冲区被吸收,不会传递至另一焊接区,从而避免影响另一焊接区的结构件之间的定位,保证电芯性能。
技术研发人员:袁跃,孙超,王政
受保护的技术使用者:蜂巢能源科技股份有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!