一种IGBT模块自动生产线的制作方法
本发明涉及汽车制造,尤其涉及一种igbt模块自动生产线。
背景技术:
1、随着时代的发展,新能源汽车逐渐成为了主流的交通工具,当前的新能源车的模块系统由很多部分组成,如电池、vcu、bsm、电机等,但是这些都是发展比较成熟的产品,国内外的模块厂商已经开发了很多,但是有一个模块需要引起行业内的重视,那就是电机驱动部分最核心的元件igbt模块。
2、现有技术的igbt模块通常都包括针脚检测、锁螺丝、波峰焊、检测、补焊、ict检测和fct检测,每一工序需要配备有工作人员,工作人员对工件进行加工时生产效率低下,并且由于人工疏忽导致制成的产品不合格率高。
3、因此,需要对现有技术进行改变,以解决现有技术的igbt模块依赖人工制作生产效率低下及不合格率高的问题。
技术实现思路
1、本发明的目的是提供一种igbt模块自动生产线,以解决现有技术的igbt模块依赖人工制作生产效率低下及不合格率高的技术问题
2、为了实现上述目的,本发明采用以下技术方案:
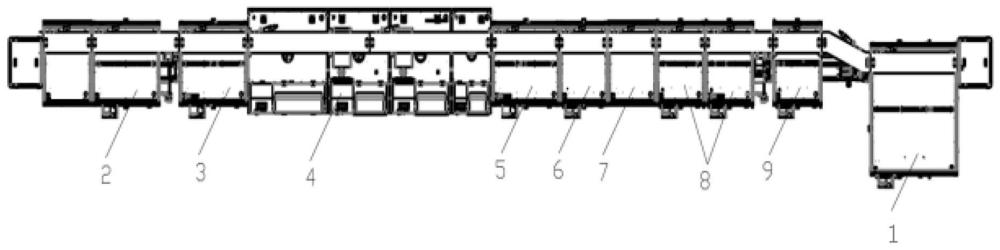
3、一种igbt模块自动生产线,用于对pcb和igbt基体进行焊接和固定,其包括输送件和沿所述输送件的输送方向依次设置的第一检测机构、打螺丝机构、焊接机构和第三检测机构,所述输送件用于输送pcb和装载有igbt基体的托盘,所述第一检测机构用于检测所述igbt基体的针脚,所述打螺丝机构将螺丝通过所述pcb和igbt基体,并锁定所述pcb和igbt基体,所述焊接机构用于焊接所述pcb和igbt基体,所述第三检测机构用于对焊接后的所述pcb和igbt基体进行检测,所述托盘设有位置传感器,所述位置传感器电连接所述第一检测机构、打螺丝机构、焊接机构和第三检测机构。
4、较佳地,所述igbt模块自动生产线还包括扫码器,所述托盘设有限位件,所述限位件用于限定所述igbt基体,所述扫码器读取igbt基体的id、pcb的id和托盘的id。
5、较佳地,所述第一检测机构包括三轴运动器、ccd视觉检测器和第一机械手,所述三轴运动器连接所述ccd视觉检测器,所述ccd视觉检测器对所述igbt基体的针脚进行取像作业和检测作业,所述第一机械手电连接所述ccd视觉检测器,用于对所述igbt基体进行筛选作业。
6、较佳地,所述igbt模块自动生产线还包括第一翻转升降机构和第二翻转升降机构,所述焊接机构包括波峰焊机构,所述第一翻转升降机构和第二翻转升降机构分设于所述波峰焊机构的两端,所述第一翻转升降机构用于翻转所述托盘并将所述托盘输送至所述波峰焊机构,所述第二翻转升降机构用于抓取所述波峰焊机构出料端的托盘,并将所述托盘翻转并输送至输送件上。
7、较佳地,所述波峰焊机构包括清洁件、预热件、焊接件和定位器,所述清洁件将清洗剂喷在所述pcb和igbt基体上,所述预热件烘干所述pcb和igbt基体,所述定位器实时采集所述igbt基体的位置信息,所述焊接件焊接所述pcb和igbt基体,并电连接所述定位器。
8、较佳地,所述igbt模块自动生产线还包括第二检测机构和第二机械手,所述焊接机构还包括补焊机构,所述第二检测机构实时检测所述pcb和igbt基体的锁定和焊接,并电连接所述第二机械手、打螺丝机构和补焊机构。
9、较佳地,所述igbt模块自动生产线还包括筛选机构,所述第三检测机构对焊接好后的pcb和igbt基体进行ict检测和fct检测,所述筛选机构电连接所述第三检测机构。
10、较佳地,所述igbt模块自动生产线还包括点胶机构,所述点胶机构包括胶桶、点胶器和三轴直线模组,所述三轴直线模组连接点胶器,所述胶桶连通所述点胶器,所述胶桶上设有用于实时监测胶水量的液位计,所述液位计电连接有补胶机构。
11、较佳地,所述igbt模块自动生产线还包括下料机构,所述下料机构包括第三机械手和物料车,所述第三机械手靠近所述点胶机构的出料端,用于将已完成点胶作业的pcb和igbt基体抓取至物料车。
12、较佳地,所述点胶器还包括阀门和流量计,所述流量计电连接所述阀门,所述位置传感器电连接所述第二检测机构、点胶机构和下料机构。
13、与现有技术相比,本发明的有益效果:
14、本发明设计了一种igbt模块自动生产线,该igbt模块自动生产线包括输送件和沿输送件的输送方向依次设置的第一检测机构、打螺丝机构、焊接机构和第三检测机构,输送件用于输送装载有igbt基体的托盘和pcb,第一检测机构用于检测igbt基体的针脚,打螺丝机构将螺丝通过pcb和igbt基体,并锁定pcb和igbt基体,焊接机构用于焊接pcb和igbt基体,第三检测机构用于对焊接后的pcb和igbt基体进行检测,托盘设有位置传感器,位置传感器电连接第一检测机构、打螺丝机构、焊接机构和第三检测机构。本发明的托盘输送至第一检测机构,位置传感器即可发送信号给第一检测机构,第一检测机构将对igbt基体进行检测,以筛选合格的igbt基体,托盘输送至打螺丝机构,位置传感器即可发送信号给打螺丝机构,打螺丝机构将螺丝通过igbt基体和pcb,锁定igbt基体和pcb,托盘输送至焊接机构,位置传感器即可发送给信号给焊接机构,焊接机构即可启动焊接igbt基体和pcb,托盘输送至第三检测机构,位置传感器即可发送信号给第三检测机构,第三检测机构即可启动检测,自动化程度高,生产效率大大提升,此外还设置了多个检测机构,避免了不合格率高的问题。
技术特征:
1.一种igbt模块自动生产线,用于对pcb和igbt基体进行焊接和固定,其特征在于:包括输送件和沿所述输送件的输送方向依次设置的第一检测机构、打螺丝机构、焊接机构和第三检测机构,所述输送件用于输送pcb和装载有igbt基体的托盘,所述第一检测机构用于检测所述igbt基体的针脚,所述打螺丝机构将螺丝通过所述pcb和igbt基体,并锁定所述pcb和igbt基体,所述焊接机构用于焊接所述pcb和igbt基体,所述第三检测机构用于对焊接后的所述pcb和igbt基体进行检测,所述托盘设有位置传感器,所述位置传感器电连接所述第一检测机构、打螺丝机构、焊接机构和第三检测机构。
2.根据权利要求1所述的igbt模块自动生产线,其特征在于:还包括扫码器,所述托盘设有限位件,所述限位件用于限定所述igbt基体,所述扫码器读取igbt基体的id、pcb的id和托盘的id。
3.根据权利要求1所述的igbt模块自动生产线,其特征在于:所述第一检测机构包括三轴运动器、ccd视觉检测器和第一机械手,所述三轴运动器连接所述ccd视觉检测器,所述ccd视觉检测器对所述igbt基体的针脚进行取像作业和检测作业,所述第一机械手电连接所述ccd视觉检测器,用于对所述igbt基体进行筛选作业。
4.根据权利要求2所述的igbt模块自动生产线,其特征在于:还包括第一翻转升降机构和第二翻转升降机构,所述焊接机构包括波峰焊机构,所述第一翻转升降机构和第二翻转升降机构分设于所述波峰焊机构的两端,所述第一翻转升降机构用于翻转所述托盘并将所述托盘输送至所述波峰焊机构,所述第二翻转升降机构用于抓取所述波峰焊机构出料端的托盘,并将所述托盘翻转并输送至输送件上。
5.根据权利要求4所述的igbt模块自动生产线,其特征在于:所述波峰焊机构包括清洁件、预热件、焊接件和定位器,所述清洁件将清洗剂喷在所述pcb和igbt基体上,所述预热件烘干所述pcb和igbt基体,所述定位器实时采集所述igbt基体的针脚的位置信息,所述焊接件焊接所述pcb和igbt基体,并电连接所述定位器。
6.根据权利要求1所述的igbt模块自动生产线,其特征在于:还包括第二检测机构和第二机械手,所述焊接机构还包括补焊机构,所述第二检测机构实时检测所述pcb和igbt基体的锁定和焊接,并电连接所述第二机械手、打螺丝机构和补焊机构。
7.根据权利要求1所述的igbt模块自动生产线,其特征在于:还包括筛选机构,所述第三检测机构对焊接好后的pcb和igbt基体进行ict检测和fct检测,所述筛选机构电连接所述第三检测机构。
8.根据权利要求6所述的igbt模块自动生产线,其特征在于:还包括点胶机构,所述点胶机构包括胶桶、点胶器和三轴直线模组,所述三轴直线模组连接点胶器,所述胶桶连通所述点胶器,所述胶桶上设有用于实时监测胶水量的液位计,所述液位计电连接有补胶机构。
9.根据权利要求8所述的igbt模块自动生产线,其特征在于:还包括下料机构,所述下料机构包括第三机械手和物料车,所述第三机械手靠近所述点胶机构的出料端,用于将已完成点胶作业的pcb和igbt基体抓取至物料车。
10.根据权利要求9所述的igbt模块自动生产线,其特征在于:所述点胶器还包括阀门和流量计,所述流量计电连接所述阀门,所述位置传感器电连接所述第二检测机构、点胶机构和下料机构。
技术总结
本发明公开了一种I GBT模块自动生产线,其包括输送件、第一检测机构、打螺丝机构、焊接机构和第三检测机构,输送件用于输送装载有I GBT基体的托盘和PCB,第一检测机构用于检测I GBT基体的针脚,打螺丝机构将螺丝通过PCB和I GBT基体,并锁定PCB和I GBT基体,焊接机构用于焊接PCB和I GBT基体,第三检测机构用于对焊接后的PCB和I GBT基体进行检测,托盘设有位置传感器,位置传感器电连接第一检测机构、打螺丝机构、焊接机构和第三检测机构。本发明利用位置传感器启动第一检测机构、打螺丝机构、焊接机构和第三检测机构,自动化程度高,生产效率大大提高,设置了多个检测机构,避免了不合格率高的问题。
技术研发人员:田东,周作军,陈海涛,陈发文,谢亮华,钟景才,姚传胜
受保护的技术使用者:冠佳技术股份有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!