一种非晶合金闭口立体卷铁芯成型台的制作方法
本发明属于非晶合金立体卷配电变压器铁芯的生产制造,具体涉及一种非晶合金闭口立体卷铁芯成型台。
背景技术:
1、非晶合金闭口立体卷铁芯再生产过程中,往往要用如专利申请号为“cn201611122964.9”且专利名称为“一种非晶合金立体卷铁芯的成型涂胶方法”内的成型装置来成型,在成型期间,为了提高非晶带材的卷绕速度,通常采用圆形内框作为铁芯的支撑结构,将非晶带材连续卷绕在圆形内框上,然后通过液压油缸将其圆形单框非晶铁芯撑到设计的形状及尺寸。由于非晶铁芯较重,以400kva容量铁芯为例,单个内框卷绕的非晶带材重量达200kg以上,而使用的内框由钢材质制成,强度较高,在液压油缸对圆形单框铁芯成型时,因内框变形产生较大的内应力,且无法有效降低或消除,因此,在液压油缸撑到设计尺寸后卸去张力后,铁芯内框会有一定程度的回弹,在心柱位置产生圆弧状隆起,使得铁芯的窗口尺寸超过设计要求尺寸,对变压器绕线带来了较大的困难。
技术实现思路
1、为解决现有技术中带有的缺陷,本发明提出一种非晶合金闭口立体卷铁芯成型台,其包括:支撑架,在支撑架的顶部设有油缸托架与铁芯承托部件,在油缸托架的顶部设有限位油缸;限位油缸用于紧固非晶合金闭口立体卷铁芯的心柱两侧;铁芯承托部用于在非晶合金闭口立体卷铁芯成型时承托平放作为原料的卷绕好的圆形单框非晶铁芯;结合进一步的油缸顶块的轴向中心线与成型所用的原料,即单框圆形非晶合金闭口立体卷铁芯的最外侧一层非晶带材的中心位置持平,以实现非晶铁芯在成型过程中芯柱侧的均匀受力,在铁芯成型时,油缸顶块伸出后对铁芯的心柱最外段带材施加压力,使心柱不发生外凸,有效的避免了在液压油缸对圆形单框铁芯成型时,因内框变形产生较大的内应力,且无法有效降低或消除的缺陷。
2、本发明运用如下的技术方案。
3、一种非晶合金闭口立体卷铁芯成型台,包括:
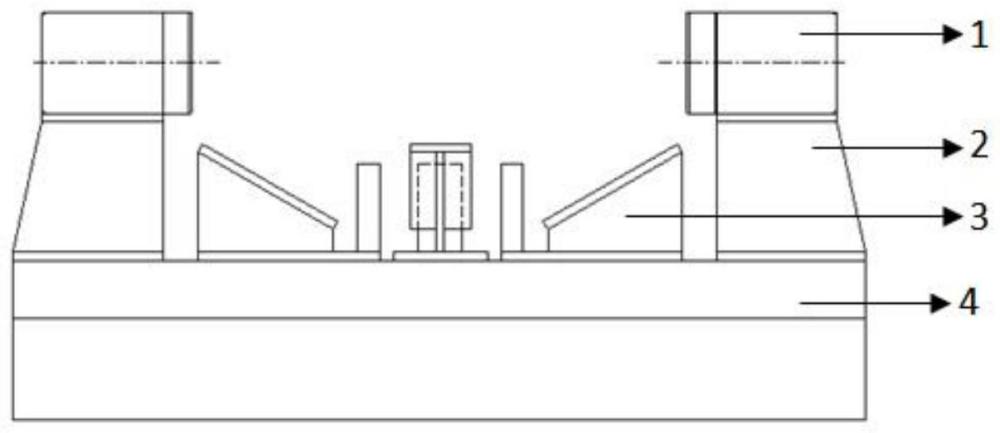
4、支撑架,在支撑架的顶部设有油缸托架与铁芯承托部件,在油缸托架的顶部设有限位油缸;
5、限位油缸用于紧固非晶合金闭口立体卷铁芯的心柱两侧;
6、铁芯承托部件用于在非晶合金闭口立体卷铁芯成型时承托平放作为原料的卷绕好的圆形单框非晶铁芯。
7、优选地,限位油缸的数量是两个,其分别位于非晶合金闭口立体卷铁芯成型后的心柱两侧,铁芯承托部件的数量是四个,四个铁芯承托部件围绕着支撑架4的中点均匀分布。
8、优选地,两个限位油缸分别位于水平横向的两个铁芯承托部件的外侧。
9、优选地,两个限位油缸的规格型号相同,且两个限位油缸与四个铁芯承托部件的中心线对称。
10、优选地,两个限位油缸的油缸推杆端部均固连着油缸顶块,两个油缸顶块的轴向中心线重合。
11、优选地,油缸顶块为矩形状。
12、优选地,油缸顶块的轴向中心线与成型所用的原料,即单框圆形非晶合金闭口立体卷铁芯的最外侧一层非晶带材的中心位置持平。
13、优选地,限位油缸与油缸托架通过螺栓进行固定,油缸托架与支撑架通过紧固螺栓进行固定。
14、优选地,铁芯承托部件与单框圆形非晶合金闭口立体卷铁芯接触面的倾斜度为30°,由厚度为15mm厚的钢板焊接而成。
15、优选地,支撑架底部通过液压千斤顶与承载台连接,支撑架可根据所述非晶合金闭口立体卷铁芯放置方式进行0°至90°翻转。
16、本发明的有益效果在于,与现有技术相比,本发明包括:支撑架,在支撑架的顶部设有油缸托架与铁芯承托部件,在油缸托架的顶部设有限位油缸;限位油缸用于紧固非晶合金闭口立体卷铁芯的心柱两侧;铁芯承托部用于在非晶合金闭口立体卷铁芯成型时承托平放作为原料的卷绕好的圆形单框非晶铁芯;结合进一步的油缸顶块的轴向中心线与成型所用的原料,即单框圆形非晶合金闭口立体卷铁芯的最外侧一层非晶带材的中心位置持平,以实现非晶铁芯在成型过程中芯柱侧的均匀受力,在铁芯成型时,油缸顶块伸出后对铁芯的心柱最外段带材施加压力,使心柱不发生外凸,有效的避免了在液压油缸对圆形单框铁芯成型时,因内框变形产生较大的内应力,且无法有效降低或消除的缺陷。
技术特征:
1.一种非晶合金闭口立体卷铁芯成型台,其特征在于,包括:
2.根据权利要求1所述的非晶合金闭口立体卷铁芯成型台,其特征在于,限位油缸的数量是两个,其分别位于非晶合金闭口立体卷铁芯成型后的心柱两侧,铁芯承托部件的数量是四个,四个铁芯承托部件围绕着支撑架的中点均匀分布。
3.根据权利要求2所述的非晶合金闭口立体卷铁芯成型台,其特征在于,两个限位油缸分别位于水平横向的两个铁芯承托部件的外侧。
4.根据权利要求2所述的非晶合金闭口立体卷铁芯成型台,其特征在于,两个限位油缸的规格型号相同,且两个限位油缸与四个铁芯承托部件的中心线对称。
5.根据权利要求2所述的非晶合金闭口立体卷铁芯成型台,其特征在于,两个限位油缸的油缸推杆端部均固连着油缸顶块,两个油缸顶块的轴向中心线重合。
6.根据权利要求5所述的非晶合金闭口立体卷铁芯成型台,其特征在于,油缸顶块为矩形状。
7.根据权利要求5所述的非晶合金闭口立体卷铁芯成型台,其特征在于,油缸顶块的轴向中心线与成型所用的原料,即单框圆形非晶合金闭口立体卷铁芯的最外侧一层非晶带材的中心位置持平。
8.根据权利要求2所述的非晶合金闭口立体卷铁芯成型台,其特征在于,限位油缸与油缸托架通过螺栓进行固定,油缸托架与支撑架通过紧固螺栓进行固定。
9.根据权利要求1所述的非晶合金闭口立体卷铁芯成型台,其特征在于,铁芯承托部件与单框圆形非晶合金闭口立体卷铁芯接触面的倾斜度为30°,由厚度为15mm厚的钢板焊接而成。
10.根据权利要求1所述的非晶合金闭口立体卷铁芯成型台,其特征在于,支撑架底部通过液压千斤顶与承载台连接,支撑架可根据所述非晶合金闭口立体卷铁芯放置方式进行0°至90°翻转。
技术总结
一种非晶合金闭口立体卷铁芯成型台,包括:支撑架,在支撑架的顶部设有油缸托架与铁芯承托部件,在油缸托架的顶部设有限位油缸;限位油缸用于紧固非晶合金闭口立体卷铁芯的心柱两侧;铁芯承托部用于在非晶合金闭口立体卷铁芯成型时承托平放作为原料的卷绕好的圆形单框非晶铁芯;结合进一步的油缸顶块的轴向中心线与成型所用的原料,即单框圆形非晶合金闭口立体卷铁芯的最外侧一层非晶带材的中心位置持平,以实现非晶铁芯在成型过程中芯柱侧的均匀受力,在铁芯成型时,油缸顶块伸出后对铁芯的心柱最外段带材施加压力,使心柱不发生外凸,有效的避免了在液压油缸对圆形单框铁芯成型时,因内框变形产生较大的内应力,且无法有效降低或消除的缺陷。
技术研发人员:郝柱,张志键,施闻博,杭雨柳,周子元,周庆丰,须维杰,吕淳
受保护的技术使用者:上海置信日港电气有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!