电池正极片快速贴边装置的制作方法
本技术涉及电池,具体涉及一种应用于锌基电池正极片的电池正极片快速贴边装置。
背景技术:
1、在锌基电池的生产工艺中,正极片的主要基材是泡沫镍,活性材料以浆料的方式浸入泡沫镍中后烘干滚压成形,正极片在裁切为单个电池需要的尺寸大小后,一方面边缘容易出现掉粉现象,另一方面边缘会出现毛刺。所以,通常正极片的边缘需要用胶纸包裹。
2、在边缘贴胶时如果选用宽度过宽的胶纸,胶纸盖住正极片的面积会增大,直接影响正极片活性材料容量的发挥,选用宽度较窄的胶纸,会因为胶纸粘贴的面积过小,胶纸的粘力不够,导致胶纸脱落。
3、较为优选用宽度2.5-3.5mm的胶纸,以u型贴胶方式贴在正极片的边缘,正极片的厚度约0.5mm,每边粘贴的宽度为1-1.5mm,现有的正极片边缘贴胶技术主要是人工手工粘贴完成,一般有两种方式:
4、1.将正极片摆放在平整的桌面上,两只手拉直胶纸,将胶纸一半沿正极片的边缘平整贴上,胶纸另一半悬空,用手指将贴在正极片上的部份压紧,拿起贴好一半胶纸的极片翻转摆放在桌面上,再将未贴上的另一半胶纸沿正极片边缘翻转贴在极片的另一面,压紧胶纸,将超出极片的胶纸沿极片端部剪切整齐,完成正极片边缘贴胶纸工艺。此方式在贴胶纸时,容易出现胶纸贴歪斜现象;在翻转胶纸贴另一面时,胶纸没有有效贴合在极片侧边,胶纸中间粘合在一起(例如:胶纸宽度2.5mm,极片厚度0.5mm,正常极片a、b两面可每面贴1mm宽胶纸,但胶纸没有有效的贴合在极片的侧边,极片a、b面各贴了0.5mm宽的胶纸,极片边缘0.5mm的厚度,于是会导致胶纸中间有0.5mm的宽度粘合在一起),导致极片上贴胶面积过少,容易造成胶纸脱落现象。
5、2.将胶纸平整的摆放在桌面上,胶纸的粘胶面向上,拿起需要贴边缘胶纸的正极片,两只手拿紧正极片的两端,将正极片的一边边缘对准胶纸的中间,将正极片的边缘压在胶纸上,以正极片的边缘将胶纸分为两半,当极片的边缘贴紧在胶纸上后,用两手指将两面未粘合的胶纸分别压紧贴在极片的两面。此方式贴胶在极片边缘对准胶纸中间时容易对位误差大,导致极片两面贴胶面积差异大,贴胶纸面积小的一面胶纸易翘起。
6、总得来说,手工贴胶纸时,在对位的时候难度效大,容易出现贴歪贴斜的现象,耗时效多,费时费力,且难以保证贴边效果。
技术实现思路
1、针对上述不足,本实用新型的目的在于,提供一种结构设计合理,能有效解决人工贴边容易贴歪贴斜和对位误差大的问题,有效提升贴边的效率和效果的电池正极片快速贴边装置。
2、为实现上述目的,本实用新型所提供的技术方案是:
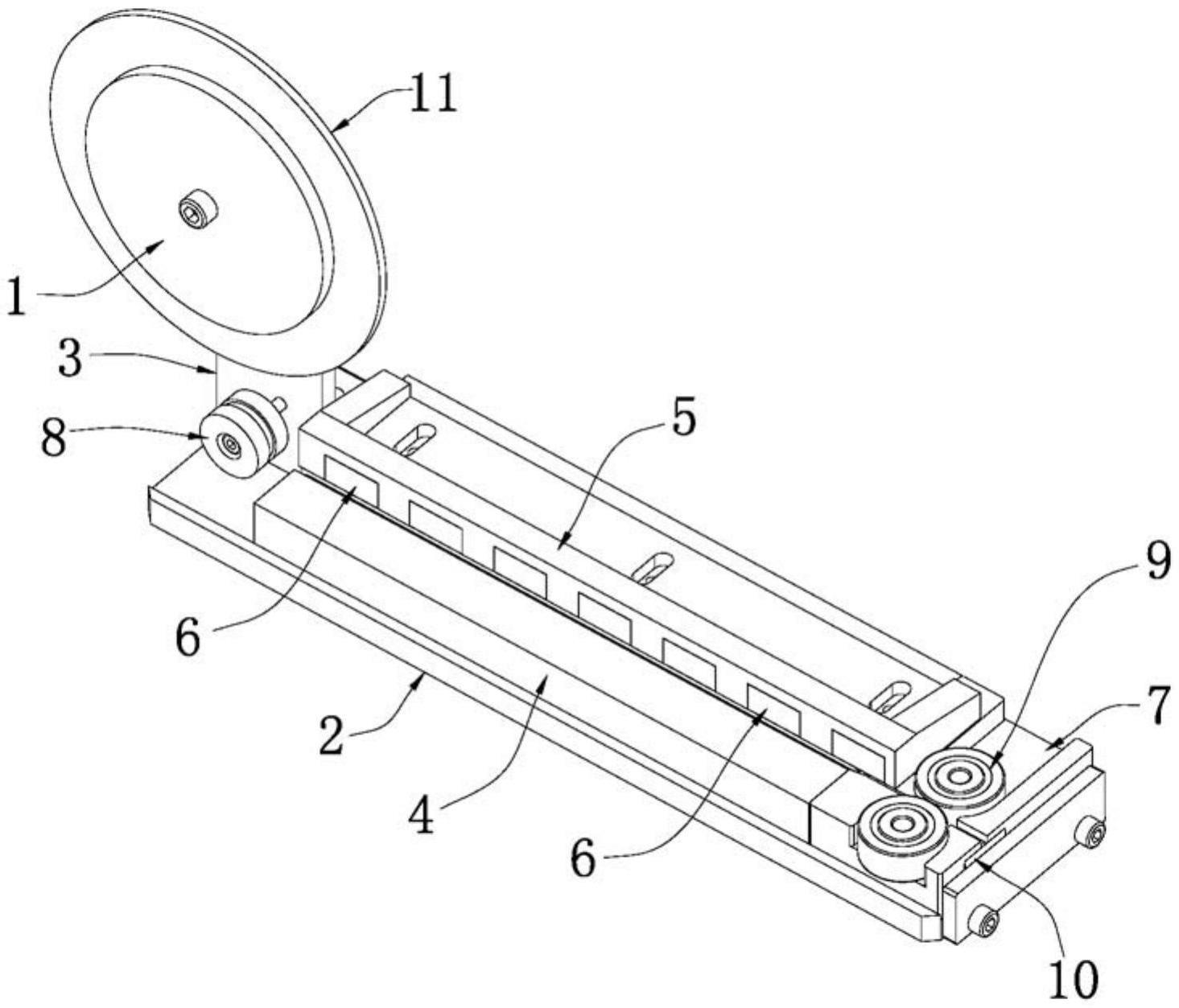
3、一种电池正极片快速贴边装置,其包括胶纸盘、底座、支架、导向座、定位座、磁铁、对折块和压轮,所述胶纸盘通过支架设置在所述底座一侧,所述导向座对应所述胶纸盘的位置设置在所述底座上,该导向座上设有导槽,所述定位座对应所述导槽的位置设置在所述导向座上,所述定位座上对应所述导槽的位置设有安装位,所述磁铁设置在该安装位上,所述对折块对应所述导槽的出口端设置在底座上,且所述对折块上设有与所述导槽的出口端相对接的对折槽,两个压轮对应所述对折槽的两侧位置设置在导向座上。
4、作为本实用新型的一种优选方案,所述定位座上设有与所述导槽的延伸方向相垂直的长条调节孔,所述导向座上设有与所述长条调节孔相对应的安装孔。可以通过长条调节孔来调节所述导向座的位置,确保正极片位于所述导槽的中间位置。
5、作为本实用新型的一种优选方案,所述导向座设有安装位的侧壁延伸至所述导槽的上方位置,利于对正极片进行导正。
6、作为本实用新型的一种优选方案,所述安装位的数量为多个,多个安装位沿所述导槽的延伸方向依次排列在所述定位座上,让磁铁沿着导槽的延伸方向进行布置,确保能紧紧吸附正极片沿导向座的导向而移动。
7、作为本实用新型的一种优选方案,所述支架对应所述导槽的入口端位置设有导轮,让胶纸能准确进入导向座的导槽。
8、作为本实用新型的一种优选方案,所述导槽与胶纸的宽度相一致,避免胶纸左右移动,影响对正效果。
9、作为本实用新型的一种优选方案,所述对折槽的入口端的前部宽度与所述导槽的宽度相一致,尾部逐渐变窄,能让胶纸的两侧以正极片为中心线对折翻起。
10、作为本实用新型的一种优选方案,其还包括裁切刀,所述裁切刀对应所述对折槽的出口端位置设置在所述对折块上,将胶纸压在裁切刀片的刀口上实现裁切目的,无需再去另外找裁切工具。
11、本实用新型的有益效果为:本实用新型结构设计合理,在正极片贴胶纸时,将胶纸平整摆放在导向座的导槽内,且胶纸有粘胶的一面向上,导槽能有效的固定胶纸的摆放位置。取需要贴边缘胶纸的正极片,通过磁铁将正极片的一面吸附在定位座上,因为定位座的侧壁上镶嵌有多块磁铁,磁铁的吸力可以将正极片完全吸附,保证正极片的平整度,调节好定位座的位置,确保正极片的侧边边缘位于导槽的中心线上,用手将极片平整向下压,使得正极片的侧边完全压紧在胶纸的中间位置,可有效的解决了贴胶纸时歪斜的现象。正极片的侧边压紧贴合在胶纸中间后,往前推动极片,同时带动胶纸一起往导槽内进入,接着再进入对折块的对折槽,由对折槽将胶纸的两边弯折翻起贴合在正极片的两面,由于正极片的侧边已经压紧在胶纸的中间,在贴合正极片两面时胶纸能完全均匀的贴在正极片两面,有效解决传统胶纸易脱落问题。胶纸将正极片的两面贴合后,经过两压轮之间时,压轮表面有一定的弹力,在正极片通过时,两边的压轮可有效的将贴合的胶纸压紧在正极片上,有效解决传统正极片两面贴胶面积极差异大,胶纸面积小的一面胶纸翘起的现象,确保贴边效果,而且操作简单、方便,可大幅提高边缘贴胶的效率,降低加工成本。
12、下面结合附图与实施例,对本实用新型进一步说明。
技术特征:
1.一种电池正极片快速贴边装置,其包括胶纸盘,其特征在于:其还包括底座、支架、导向座、定位座、磁铁、对折块和压轮,所述胶纸盘通过支架设置在所述底座一侧,所述导向座对应所述胶纸盘的位置设置在所述底座上,该导向座上设有导槽,所述定位座对应所述导槽的位置设置在所述导向座上,所述定位座上对应所述导槽的位置设有安装位,所述磁铁设置在该安装位上,所述对折块对应所述导槽的出口端设置在底座上,且所述对折块上设有与所述导槽的出口端相对接的对折槽,两个压轮对应所述对折槽的两侧位置设置在导向座上。
2.根据权利要求1所述的电池正极片快速贴边装置,其特征在于,所述定位座上设有与所述导槽的延伸方向相垂直的长条调节孔,所述导向座上设有与所述长条调节孔相对应的安装孔。
3.根据权利要求1所述的电池正极片快速贴边装置,其特征在于,所述导向座设有安装位的侧壁延伸至所述导槽的上方位置。
4.根据权利要求1所述的电池正极片快速贴边装置,其特征在于,所述安装位的数量为多个,多个安装位沿所述导槽的延伸方向依次排列在所述定位座上。
5.根据权利要求1所述的电池正极片快速贴边装置,其特征在于,所述支架对应所述导槽的入口端位置设有导轮。
6.根据权利要求1所述的电池正极片快速贴边装置,其特征在于,所述导槽与胶纸的宽度相一致。
7.根据权利要求6所述的电池正极片快速贴边装置,其特征在于,所述对折槽的入口端的前部宽度与所述导槽的宽度相一致,尾部逐渐变窄。
8.根据权利要求1-7任意一项所述的电池正极片快速贴边装置,其特征在于,其还包括裁切刀,所述裁切刀对应所述对折槽的出口端位置设置在所述对折块上。
技术总结
本技术公开了一种电池正极片快速贴边装置,其包括胶纸盘、底座、支架、导向座、定位座、磁铁、对折块、导轮、压轮和裁切刀。导向座上设有导槽,磁铁设置在定位座上,对折块上设有与导槽相对接的对折槽和两个压轮。本技术结构设计合理,通过磁铁的吸力可以将正极片完全吸附,保证正极片的平整度并位于导槽的中心线上,有效的解决了贴胶纸时歪斜的现象,通过对折块的对折槽能将胶纸的两边弯折翻起贴合在正极片的两面,并通过两压轮的加压,使得胶纸压紧在正极片上,有效解决传统正极片两面贴胶面积极差异大,胶纸面积小的一面胶纸翘起的现象,确保贴边效果,而且操作简单、方便,可大幅提高边缘贴胶的效率,降低加工成本。
技术研发人员:刘国俊,唐子杰
受保护的技术使用者:东莞大锌能源有限公司
技术研发日:20230213
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!