一种锂电池正极压铆前结构、锂电池正极及锂电池的制作方法
本技术涉及锂电池设计领域,具体涉及一种锂电池正极压铆前结构、锂电池正极及锂电池。
背景技术:
1、由于目前市场上的钢壳大圆柱结构主要由钢壳、正极极柱、上绝缘件、密封件、下绝缘件以及铆接块组成,正极极柱穿过钢壳将上绝缘件、密封件、下绝缘件以及铆接块串在一起,通过对正极极柱的铆接,使得正极极柱铆接处直径变大,扣在铆接块上来将所有零件压紧并保证整体的结构强度以及密封性能;例如在专利【cn 202111275820.8】中,公开了一种电池装配方法及锂电池,其中装配方法包括制备电芯;将正极极柱(1)与壳体(4)的第一端(41)铆接,且相互绝缘;将制备好的电芯放入壳体(4)内部;将电芯的铝柱(2)与正极极柱(1)焊接;将负极盖板(7)与壳体(4)的第二端焊接,以将电芯密封在所述壳体(4)内。
2、上述的专利中公开的铆接方式为内部铆接,因此其也需铝块配合进行内部铆接,由于需要铝块作为配合,因此零件数量比较多,导致整体成型工艺比较复杂。
技术实现思路
1、针对现有技术存在的不足,本实用新型的目的是提供一种锂电池正极压铆前结构、锂电池正极及锂电池,本实用新型采用外部铆接的方式,简化了设计,针对现有技术极柱+铆接块的设计,舍弃了铆接块。
2、为了实现上述目的,本实用新型是通过如下的技术方案来实现:
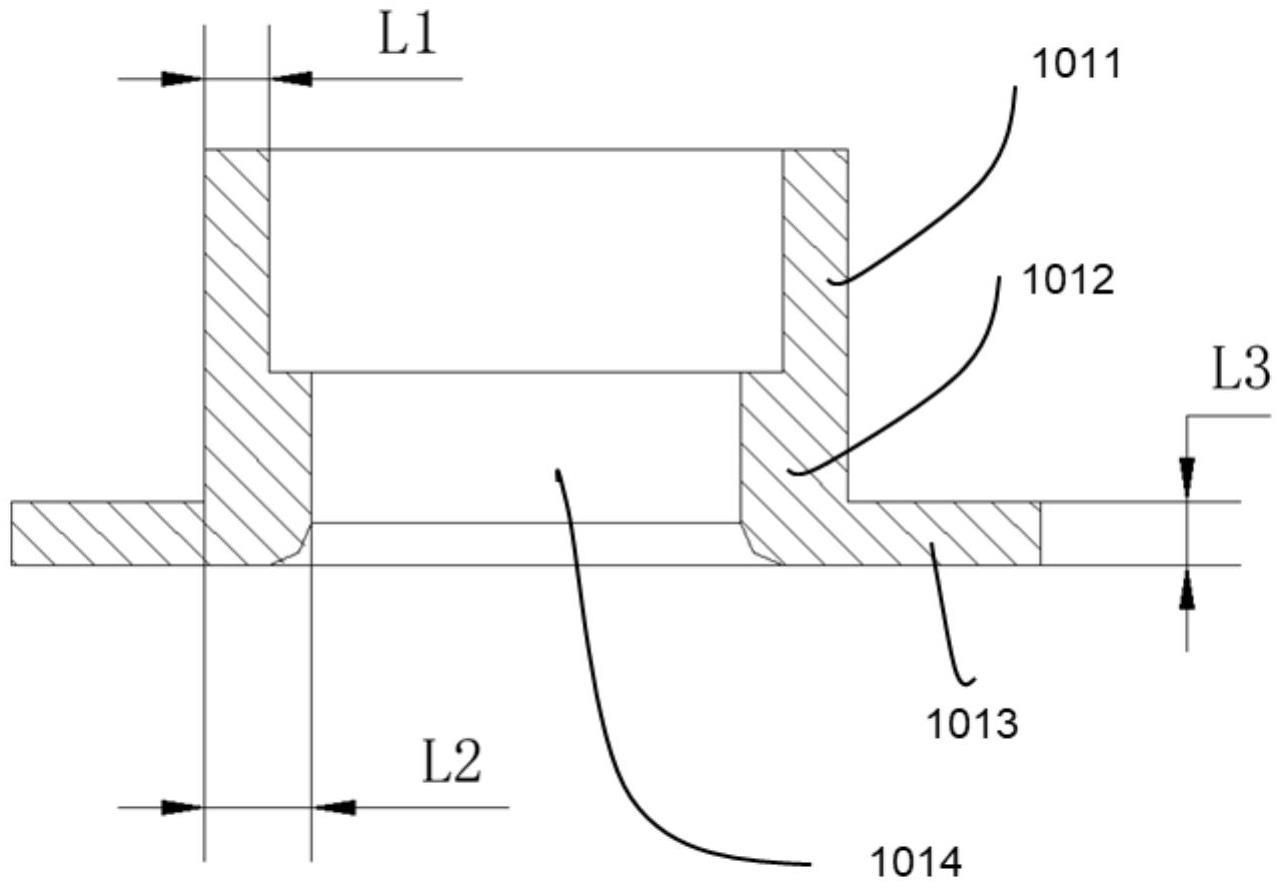
3、第一方面,本实用新型提出了一种锂电池正极压铆前结构,包括正极极柱,所述正极极柱包括铆接部、支撑部和铆接底座,正极极柱中间设有通孔;铆接部的厚度小于支撑部,且在铆接部与支撑部内壁形成台阶,铆接底座的外径大于铆接部和支撑部;所述的铆接部的厚度为l1,所述的支撑部的厚度为l2,其中l1/l2<1。
4、作为进一步的技术方案,所述铆接部的长度小于铆接底座的长度。
5、作为进一步的技术方案,所述铆接部与支撑部内壁形成的台阶为直角型台阶,所述直角型台阶能够在铆接部实现压铆后,整个正极极柱的外表面保持平整。
6、作为进一步的技术方案,所述的铆接部、支撑部之间形成焊接台阶。
7、作为进一步的技术方案,0.8mm≤l1≤2.5mm;
8、和/或1.5mm≤l2≤3mm;
9、和/或所述的铆接底座的高度为l3,其中1mm≤l3≤3mm。
10、第二方面,本实用新型还提出了一种锂电池正极,该正极的正极极柱在压铆前为前面所述的锂电池正极压铆前结构。
11、第三方面,本实用新型提出了一种锂电池,其采用前面所述的锂电池正极。
12、上述本实用新型的实施例的有益效果如下:
13、1.本实用新型中的正极极柱在压铆前包括铆接部、支撑部和铆接底座,正极极柱中间设有通孔;铆接部的厚度小于支撑部,且在铆接部与支撑部内壁形成台阶,铆接底座的外径大于铆接部和支撑部,且所述的铆接部的厚度与支撑部的厚度之比小于1,正极极柱通过这种不等厚的结构设计,使得本实用新型通过对薄壁区域进行铆接,将薄壁区域压平来充当铆接块的作用,从而取代了铆接块零件,即节省了零件、降低了重量,也省去了铆接块的空间,提高了电芯的体积利用率,同时本实用新型的铆接部与支撑部内壁形成的台阶部分使得在弯折时整体受力效果好,不容易开裂;如果不对铆接部(1011)进行减薄处理,而直接按照支撑部(1012)的厚度l2进行压铆,由于外铆需要整个铆接平整,因此此时非常容易在铆接的最外圈开裂,使得外铆的可加工性和良品率非常低;即由于整体材料应力的缘故,外铆需要考虑整个材料的延展性所以实际产品必须对铆接部(1011)l1得厚度进行减薄处理,最终使得l1<l2。
14、2.本实用新型的正极极柱采用外部铆接的方式,简化了设计,针对现有技术极柱+铆接块的设计,舍弃了铆接块(铝块),直接使用正极极柱就可以实现铆接的作用,节省了工序、提升了装配效率,同时降低了成本、提升了产品铆接的可靠性。
技术特征:
1.一种锂电池正极压铆前结构,其特征在于,包括正极极柱(101),所述正极极柱(101)包括铆接部(1011)、支撑部(1012)和铆接底座(1013),正极极柱(101)中间设有通孔(1014);铆接部(1011)的厚度小于支撑部(1012),且在铆接部(1011)与支撑部(1012)内壁形成台阶,铆接底座(1013)的外径大于铆接部(1011)和支撑部(1012)。
2.如权利要求1所述的锂电池正极压铆前结构,其特征在于,所述铆接部(1011)的长度小于铆接底座(1013)的长度。
3.如权利要求1所述的锂电池正极压铆前结构,其特征在于,所述铆接部(1011)与支撑部(1012)内壁形成的台阶为直角型台阶,所述直角型台阶能够在铆接部(1011)实现压铆后,整个正极极柱(101)的外表面保持平整。
4.如权利要求1所述的锂电池正极压铆前结构,其特征在于,所述的铆接部(1011)、支撑部(1012)之间形成焊接台阶(1015)。
5.如权利要求1所述的锂电池正极压铆前结构,其特征在于,所述的铆接部(1011)的厚度为l1,其中,0.8mm≤l1≤2.5mm。
6.如权利要求1所述的锂电池正极压铆前结构,其特征在于,所述的支撑部(1012)的厚度为l2,其中1.5mm≤l2≤3mm。
7.如权利要求1所述的锂电池正极压铆前结构,其特征在于,所述的铆接底座(1013)的高度为l3,其中1mm≤l3≤3mm。
8.一种锂电池正极,其特征在于,该正极的正极极柱(101)在压铆前为权利要求1-7任一所述的锂电池正极压铆前结构。
9.一种锂电池,其特征在于,其采用权利要求8所述的锂电池正极。
技术总结
本技术公开了一种锂电池正极压铆前结构、锂电池正极及锂电池,包括正极极柱,所述正极极柱包括铆接部、支撑部和铆接底座,正极极柱中间设有通孔;铆接部的厚度小于支撑部,且在铆接部与支撑部内壁形成台阶,铆接底座的外径大于铆接部和支撑部。本技术开创性的使用了外部铆接的方式,简化了设计,针对现有技术极柱+铆接块的设计,舍弃了铆接块,直接使用极柱就可以实现铆接的作用,节省了工序、提升了装配效率,同时降低了成本、提升了产品铆接的可靠性。
技术研发人员:请求不公布姓名,曾祥兵,陈成兵
受保护的技术使用者:安徽得壹能源科技有限公司
技术研发日:20230228
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!