锂金属极片自动高效制片设备的制作方法
本技术涉及锂电池,具体地涉及一种锂金属极片自动高效制片设备。
背景技术:
1、锂金属为银白色的软金属,最轻的金属。在空气中,易与氧气、氮气、二氧化碳发生反应,遇水剧烈反应、燃烧甚至爆炸。锂金属具有最低电负性、最高比热与电导率等优异特性,广泛应用于锂电池、航天航空等众多领域,锂金属电池极片的市场需求量巨大,需要自动化制片设备实现高效、稳定的量产。
2、传统制作锂金属极片需要多个工人和多个工位且采用手动生产线进行生产,生产效率低,工人的劳动强度大,制作成本高,不符合企业大规模批量化生产和自动化生产的要求;现有的锂金属极片自动制片设备多为一片一片制作极片,制片效率低。
技术实现思路
1、本实用新型实例的目的是提供一种锂金属极片自动高效制片设备,该制片设备能够提高制片效率。
2、为了实现上述目的,本用新型实例提供一种锂金属极片自动高效制片设备,包括:
3、极片放卷隔膜收卷机构,用于放卷极片,并收卷隔膜;
4、牵引机构,设置于所述极片放卷隔膜收卷机构的出料端,用于牵引以放卷所述极片;
5、第一模切机构,设置于所述极片放卷隔膜收卷机构的出料端,用于对放卷后的极片执行第一次模切操作,以形成大极片;
6、第二模切机构,用于对所述大极片执行第二次模切操作,以得到小极片;
7、极片制片机构,用于对所述小极片进行制片加工,以得到成品锂金属极片;
8、搬运机械手,设置于所述第一模切机构、第二模切机构以及极片制片机构之间,用于在所述第一模切机构、第二模切机构以及极片制片机构之间运输所述极片。
9、可选地,所述第二模切机构与所述第一模切机构并排设置,所述搬运机械手的牵引方向与所述第一模切机构、第二模切机构垂直设置。
10、可选地,所述极片制片机构包括真空皮带,所述真空皮带与所述第二模切机构平行设置,且所述真空皮带的行进方向与所述搬运机械手的牵引方向垂直。
11、可选地,所述极片制片机构包括尺寸ccd组件,设置于所述真空皮带的上方,用于检测所述小极片的尺寸。
12、可选地,所述极片制片机构包括:
13、分拣机械手,设置于所述真空皮带的上方且在所述真空皮带的行进方向上位于所述尺寸ccd组件后方,用于将尺寸不合格的小极片分拣出;
14、ng料仓,设置于所述真空皮带的侧面,用于接收分拣出的小极片。
15、可选地,所述极片制片机构包括:
16、转运机械手,设置于所述真空皮带的上方且在所述真空皮带的行进方向上位于所述尺寸ccd组件后方,用于将尺寸合格的小极片转运出;
17、纠偏平台,设置于所述转运机械手行进方向的尾端,用于对转运出的小极片执行纠偏操作。
18、可选地,所述极片制片机构包括:
19、上料打点机构,设置于所述纠偏平台远离所述真空皮带的一侧,用于对吸出的小极片进行上料、压合和打点操作;
20、所述转运机械手还用于将纠偏操作后的所述小极片从所述纠偏平台搬运至所述上料打点机构。
21、可选地,所述极片制片机构包括:
22、贴胶压合机构,用于对上料、压合和打点操作完成的小极片执行贴胶和压合操作,以得到所述成品锂金属极片;
23、第一机械手,设置于所述上料打点机构和贴胶压合机构之间,用于将上料、压合和打点操作完成的小极片搬运至所述贴胶压合机构上。
24、可选地,所述极片制片机构还包括第二机械手,设置于所述贴胶压合机构的上方,用于将所述成品锂金属极片搬运出;
25、成品料仓,用于放置所述成品锂金属极片。
26、可选地,所述极片制片机构还包括第三机械手和隔离膜料仓,所述第三机械手设置于所述隔离膜料仓的上方,用于将隔离膜从所述隔离膜料仓中搬运至所述成品料仓;
27、输送线,设置于所述成品料仓的出口处,用于将打包后的所述锂金属极片运输出。
28、通过上述技术方案,本实用新型提供的锂金属极片自动高效制片设备通过设置第一模切机构和第二模切机构两个模切机构,每次制1个大片,同步将1个大片制成4个小片,一次制成4个锂金属极片,大幅提升了设备的制片效率;设置上料打点机构和贴胶压合机构可以对两个极耳同时压合,大幅提升了压合的效率;设置下料真空皮带线和成品料仓运送收取合格锂金属极片,设备柔性高。
29、本实用新型实施例的其它特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种锂金属极片自动高效制片设备,其特征在于,所述制片设备包括:
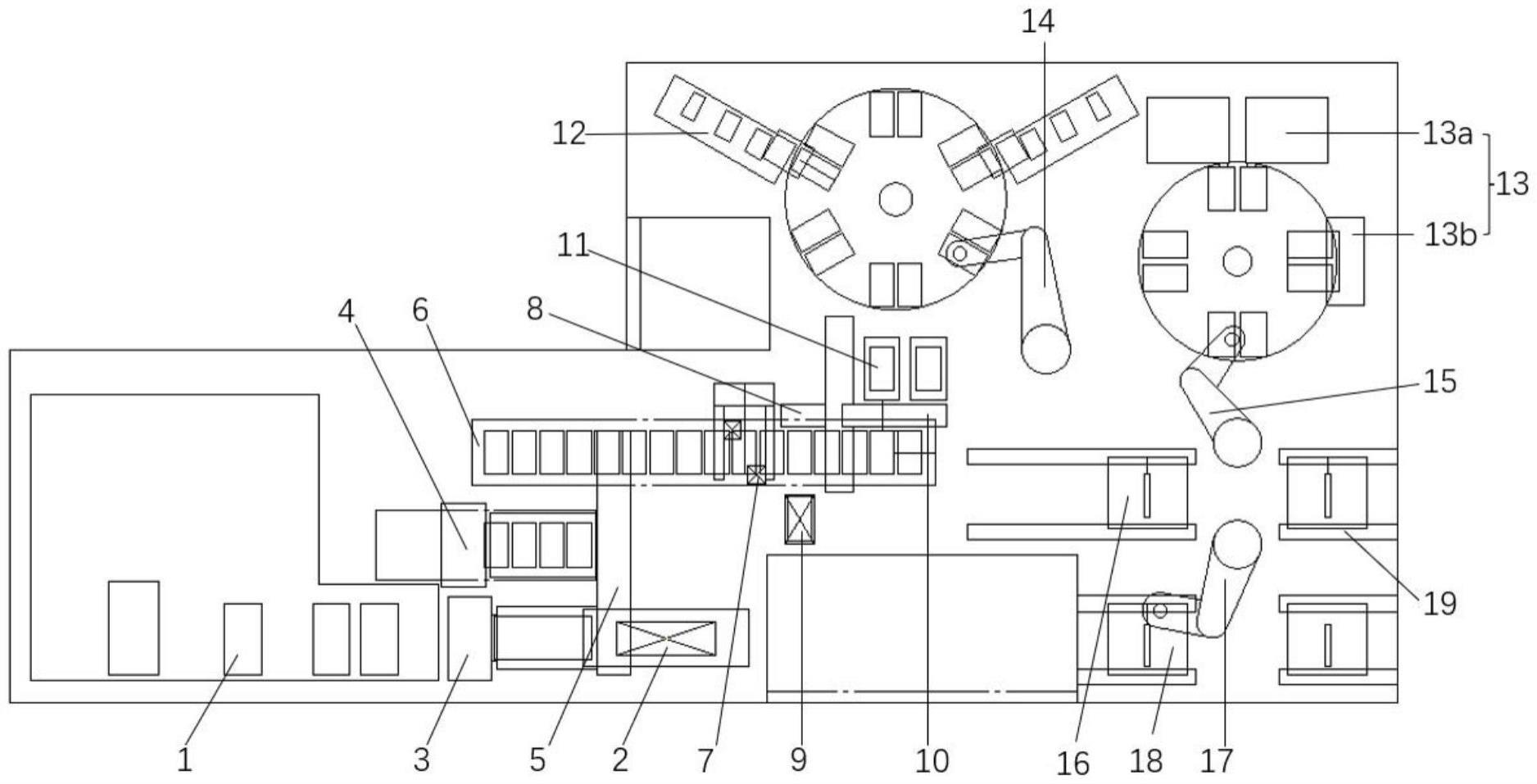
2.根据权利要求1所述的制片设备,其特征在于,所述第二模切机构(4)与所述第一模切机构(3)并排设置,所述搬运机械手(5)的牵引方向与所述第一模切机构(3)、第二模切机构(4)垂直设置。
3.根据权利要求2所述的制片设备,其特征在于,所述极片制片机构包括真空皮带(6),所述真空皮带(6)与所述第二模切机构(4)平行设置,且所述真空皮带(6)的行进方向与所述搬运机械手(5)的牵引方向垂直。
4.根据权利要求3所述的制片设备,其特征在于,所述极片制片机构包括尺寸ccd组件(7),设置于所述真空皮带(6)的上方,用于检测所述小极片的尺寸。
5.根据权利要求4所述的制片设备,其特征在于,所述极片制片机构包括:
6.根据权利要求4所述的制片设备,其特征在于,所述极片制片机构包括:
7.根据权利要求6所述的制片设备,其特征在于,所述极片制片机构包括:
8.根据权利要求7所述的制片设备,其特征在于,所述极片制片机构包括:
9.根据权利要求8所述的制片设备,其特征在于,所述极片制片机构还包括第二机械手(15),设置于所述贴胶压合机构(13)的上方,用于将所述成品锂金属极片搬运出;
10.根据权利要求9所述的制片设备,其特征在于,所述极片制片机构还包括第三机械手(17)和隔离膜料仓(18),所述第三机械手(17)设置于所述隔离膜料仓(18)的上方,用于将隔离膜从所述隔离膜料仓(18)中搬运至所述成品料仓(16);
技术总结
本技术实施例提供一种锂金属极片自动高效制片设备,属于锂电池技术领域。所述制片设备包括:极片放卷隔膜收卷机构,用于放卷极片、收卷隔膜;牵引机构,设置于所述极片放卷隔膜收卷机构的出料端,用于牵引极片;第一模切机构,设置于所述极片放卷隔膜收卷机构的出料端,用于对放卷后的极片执行第一次模切操作,以形成大极片;第二模切机构,用于对所述大极片执行第二次模切操作,以得到小极片;极片制片机构,用于对所述小极片进行制片加工,以得到成品锂金属极片;搬运机械手,设置于所述第一模切机构、第二模切机构和极片制片机构之间,用于在所述第一模切机构、第二模切机构以及极片制片机构之间运输极片。该制片设备可以提高制片效率。
技术研发人员:林巨广,袁亮,夏善伟,汪波
受保护的技术使用者:安徽巨一科技股份有限公司
技术研发日:20230302
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!