一种线束高周波熔接治具的制作方法
本申请涉及线束焊接,尤其是涉及一种线束高周波熔接治具。
背景技术:
1、电力的发明和应用,掀起了第二次工业革命的高潮。现如今,人们的生活已经处处离不开电,而线束作为电力传导的载体,其重要性自然不言而喻,在实际生活与工作中,往往需要将两根线束对接,为了保证线束强度与良好的导电性,需要将线束外侧套上透明pvc套管进行熔接。而中间线束由于其两端线缆的直径不同,且规格型号种类繁多,因此在对中间线束进行熔接的过程中需要将不同规格型号的模具与中间线束的型号进行逐一匹配,然后再进行后续的熔接加工,在实际加工过程中,频繁更换中间线束两端的模具进行熔接时,费时费力且严重影响了操作的时间,造成工作效率低。
技术实现思路
1、为了解决因中间线束两端线缆的直径不同造成的中间线束熔接效率低的问题,本申请提供一种线束高周波熔接治具。
2、本申请提供的一种线束高周波熔接治具采用如下的技术方案:
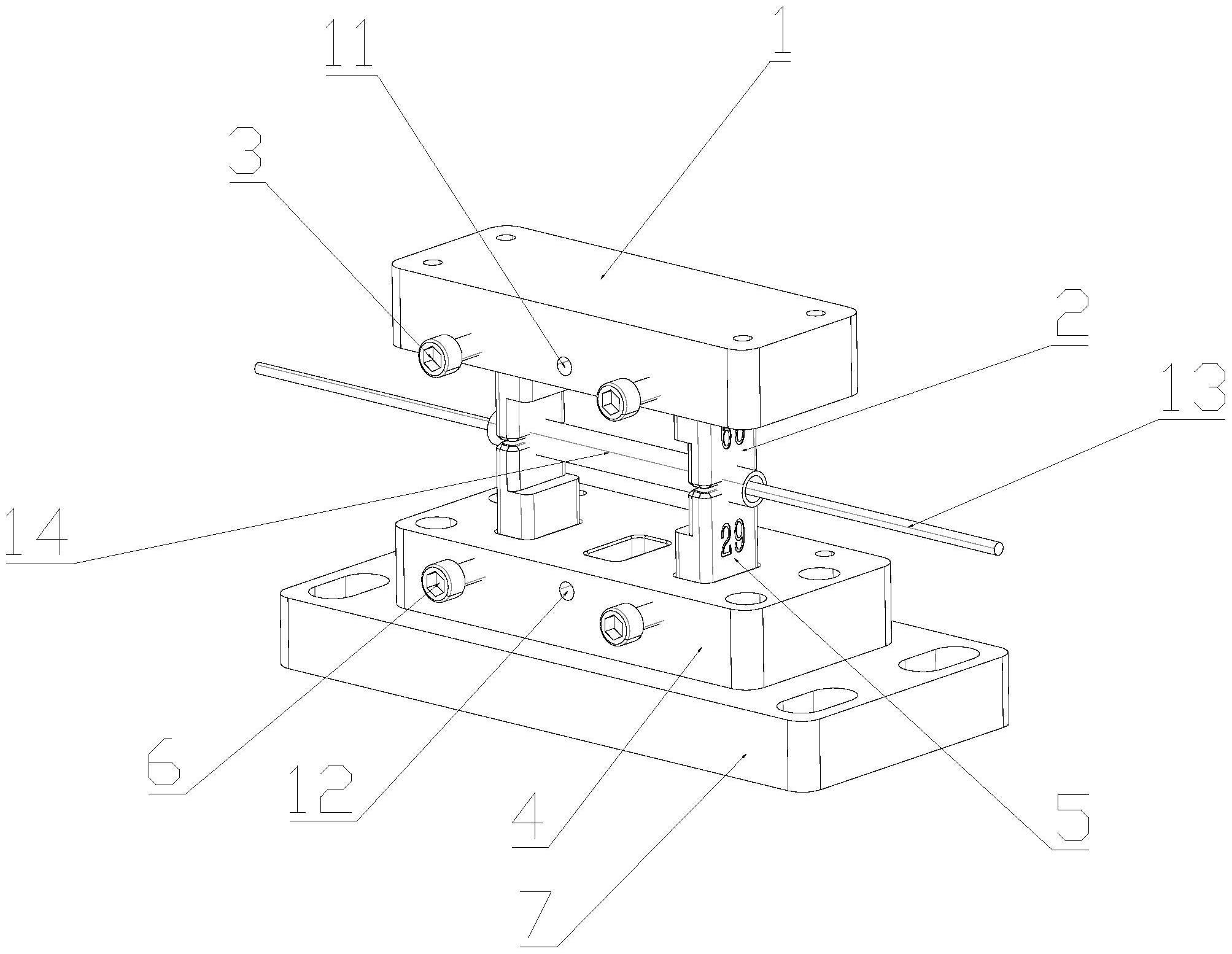
3、一种线束高周波熔接治具,包括上模安装板、上模、上模锁紧螺丝、下模安装板、下模和下模锁紧螺丝;
4、所述上模安装板与所述下模安装板上下平行间隔设置,所述上模安装板的底部间隔开设有若干个安装孔a,所述安装孔a中插入有所述上模,所述上模安装板的前侧安装有与所述安装孔a一一对应的所述上模锁紧螺丝,所述上模锁紧螺丝通过插入到所述安装孔a中顶紧所述上模;
5、所述下模安装板的顶部间隔开设有若干个安装孔b,所述安装孔b中插入有所述下模,所述下模安装板的前侧安装有与所述安装孔b一一对应的所述下模锁紧螺丝,所述下模锁紧螺丝通过插入到所述安装孔b中顶紧所述下模,所述上模与所述下模之间用于放置需要熔接的中间线束并进行固定。
6、通过采用上述技术方案,根据中间线束两端线缆的直径大小选择与之匹配的上模与下模,将上模的一端插入到安装孔a中并通过转动上模锁紧螺丝进行固定,将下模的一端插入到安装孔b中并通过下模锁紧螺丝进行固定,将中间线束需要熔接的部分放入到上模与下模之间进行熔接,中间线束两端的熔接仅需要分别松开并拧紧上模锁紧螺丝与下模锁紧螺丝,进行更换相匹配的上模与下模,操作方便快捷,提高了工作效率,避免了频繁更换不同型号的上模与下模造成的工作效率低下的问题。
7、可选的,所述下模安装板的底部固定连接有绝缘底板,所述绝缘底板的面积大于所述下模安装板的面积。
8、通过采用上述技术方案,能够提高中间线束两端的线缆在进行熔接过程中的安全性,避免发生触电现象。
9、可选的,相邻两个所述安装孔a之间的距离不同,相邻两个所述安装孔b之间的距离不同。
10、通过采用上述技术方案,相邻两个所述安装孔a之间的距离不同,使得相邻两个上模之间的距离不同,相邻两个所述安装孔b之间的距离不同,使得相邻两个下模之间的距离不同,能够方便匹配中间线束两端的距离,提高中间线束两端线缆熔接的效率,节省时间。
11、可选的,若干个所述安装孔a位于同一条直线上,若干个所述安装孔b位于同一条直线上,所述安装孔a与所述安装孔b上下一一对应。
12、通过采用上述技术方案,有利于将中间线束保持在同一条直线上进行熔接操作,提高中间线束熔接的质量和美观。
13、可选的,上下一一对应的所述上模与所述下模彼此相向的一端开设有与不同尺寸的中间线束两端直径相匹配的半圆形凹槽。
14、通过采用上述技术方案,半圆形凹槽有利于对中间线束的端部进行固定,提高中间线束熔接的平整性和美观。
15、可选的,所述上模和所述下模的侧面均标注有可以匹配的中间线束的直径。
16、通过采用上述技术方案,上模与下模标注与中间线束匹配的直径后,能够更加快速的找到合适尺寸的上模与下模,提高中间线束熔接的工作效率。
17、可选的,所述上模安装板的前侧开设有若干个与所述安装孔a一一对应的螺纹通孔a,所述上模锁紧螺丝与所述螺纹通孔a螺纹连接,所述上模锁紧螺丝的端部顶紧所述上模侧壁,所述下模安装板的前侧开设有若干个与所述安装孔b一一对应的螺纹通孔b,所述下模锁紧螺丝与所述螺纹通孔b螺纹连接,所述下模锁紧螺丝的端部顶紧所述下模的侧壁。
18、通过采用上述技术方案,上模锁紧螺丝的端部穿过螺纹通孔a对上模进行顶紧和松开,能够提高上模更换的效率,节省时间,下模锁紧螺丝的端部穿过螺纹通孔b对下模进行顶紧和松开,能够提高下模更换的效率,同时螺纹连接的方式还能够提高上模锁紧螺丝和下模锁紧螺丝的稳定性和顶紧上模、下模的的牢固性。
19、综上所述,本申请包括以下有益效果:
20、1、上模锁紧螺丝顶紧上模、下模锁紧螺丝顶紧下模的方式能够提高上模、下模安装更换的效率,省时省力,操作方便快捷。上模和下模标注与中间线束相匹配的直径后,能够快速找到相匹配的上模与下模进行安装更换,能够进一步提高更换速度。
21、2、能够适应不同长度的中间线束两端线缆的熔接,可以使得中间线束的两端能够同时进行熔接,提高工作效率。
技术特征:
1.一种线束高周波熔接治具,其特征在于:包括上模安装板(1)、上模(2)、上模锁紧螺丝(3)、下模安装板(4)、下模(5)和下模锁紧螺丝(6);
2.根据权利要求1所述的一种线束高周波熔接治具,其特征在于:所述下模安装板(4)的底部固定连接有绝缘底板(7),所述绝缘底板(7)的面积大于所述下模安装板(4)的面积。
3.根据权利要求2所述的一种线束高周波熔接治具,其特征在于:相邻两个所述安装孔a(8)之间的距离不同,相邻两个所述安装孔b(9)之间的距离不同。
4.根据权利要求3所述的一种线束高周波熔接治具,其特征在于:若干个所述安装孔a(8)位于同一条直线上,若干个所述安装孔b(9)位于同一条直线上,所述安装孔a(8)与所述安装孔b(9)上下一一对应。
5.根据权利要求4所述的一种线束高周波熔接治具,其特征在于:上下一一对应的所述上模(2)与所述下模(5)彼此相向的一端开设有与不同尺寸的中间线束(13)两端直径相匹配的半圆形凹槽(10)。
6.根据权利要求4所述的一种线束高周波熔接治具,其特征在于:所述上模(2)和所述下模(5)的侧面均标注有可以匹配的中间线束(13)的直径。
7.根据权利要求1所述的一种线束高周波熔接治具,其特征在于:所述上模安装板(1)的前侧开设有若干个与所述安装孔a(8)一一对应的螺纹通孔a(11),所述上模锁紧螺丝(3)与所述螺纹通孔a(11)螺纹连接,所述上模锁紧螺丝(3)的端部顶紧所述上模(2)侧壁,所述下模安装板(4)的前侧开设有若干个与所述安装孔b(9)一一对应的螺纹通孔b(12),所述下模锁紧螺丝(6)与所述螺纹通孔b(12)螺纹连接,所述下模锁紧螺丝(6)的端部顶紧所述下模(5)的侧壁。
技术总结
本申请涉及线束焊接技术领域,尤其是涉及一种线束高周波熔接治具。该治具中的上模安装板与下模安装板上下平行间隔设置,上模安装板的底部间隔开设有若干个安装孔A,安装孔A中插入有上模,上模安装板的前侧安装有与安装孔A一一对应的上模锁紧螺丝,上模锁紧螺丝通过插入到安装孔A中顶紧上模;下模安装板的顶部间隔开设有若干个安装孔B,安装孔B中插入有下模,下模安装板的前侧安装有与安装孔B一一对应的下模锁紧螺丝,下模锁紧螺丝通过插入到安装孔B中顶紧下模,上模与下模之间用于放置需要熔接的中间线束并进行固定。该治具解决了因中间线束两端线缆的直径不同造成的中间线束熔接效率低的问题。
技术研发人员:冯渊强
受保护的技术使用者:无锡国弛强包装机械有限公司
技术研发日:20230314
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!