一种大功率贴片电感的冷压成型装置的制作方法
本技术属于电感制造,涉及一种大功率贴片电感的冷压成型装置。
背景技术:
1、贴片电感是用绝缘导线绕制而成的磁性感应元件,属于常用的被动元件之一的电感元件。贴片电感通直流阻交流,主要是对交流信号进行隔离,同时与滤波或与电容器,电阻器等组成谐振电路,电感线圈与电容器并联可组成lc调谐电路在电路中功率电感起到谐振调谐的作用。贴片电感在电路中的任何电流,均是电感所在的电路会产生磁场,磁场的磁通量又作用于电路,此时电路负载着一定的磁通量,磁通量越饱和,电感在电路中的性能越稳定。
2、贴片电感的制造工艺一般包括以下步骤:绕线、电焊、裁切、冷压成型、电极折弯成型、喷胶、测试、包装。具体来说,首先将铜线绕成线圈,接着将绕线好的线圈焊接在导线架上,再接着就是在液压机中冷压成型,现有的方式是通过工人将料片一个个整齐放入到下模板上,再将铁粉倒入到下模板的槽内,通过液压机进行压合模具,工人手动将料片及料片上的电感从下模板中取出。这种放料卸料方式速度慢,大大影响加工效率。
技术实现思路
1、本实用新型的目的是针对现有的技术存在上述问题,提出了一种大功率贴片电感的冷压成型装置,放料取料方便,安全性高,手不需要伸入到液压机中。
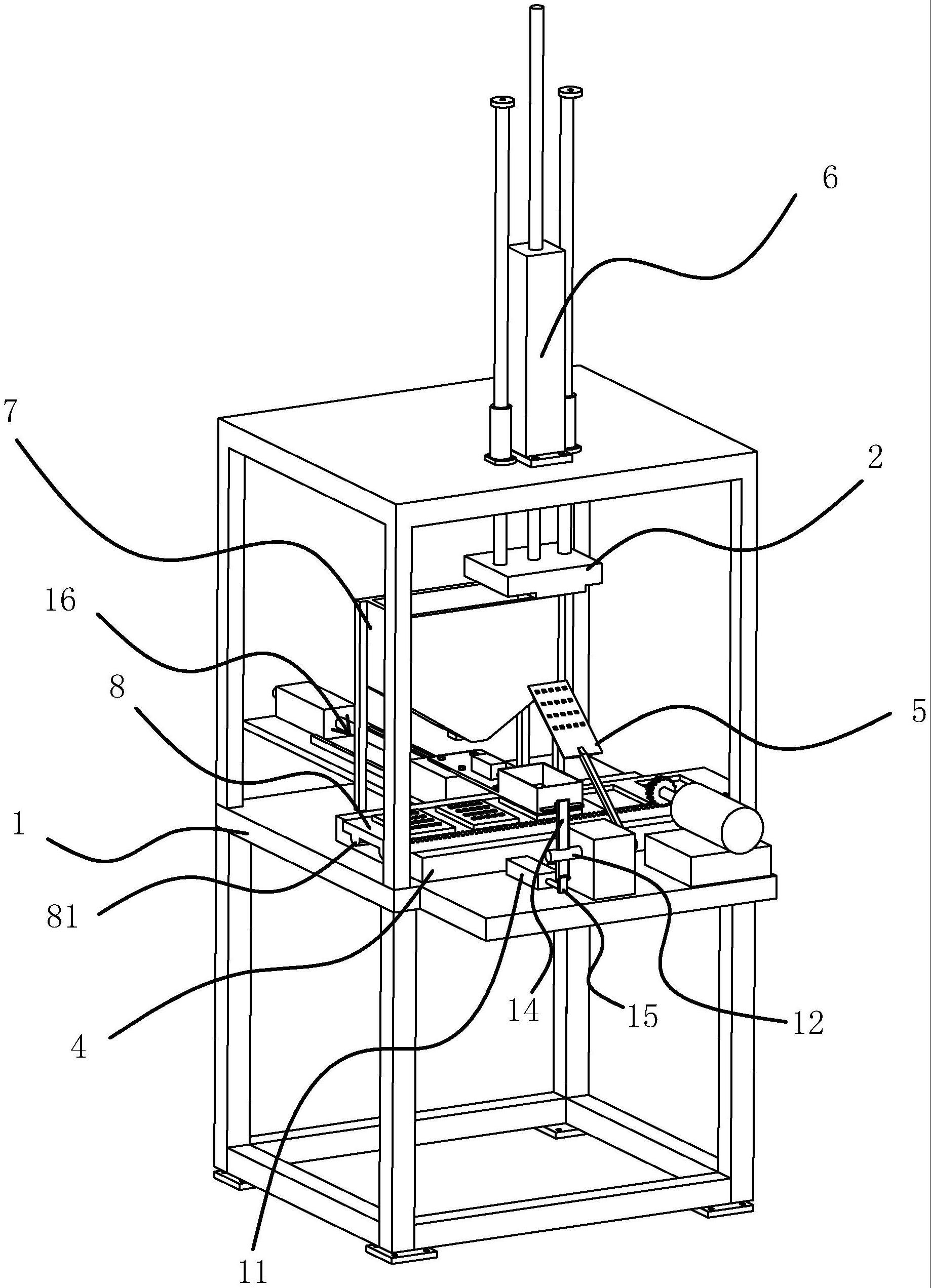
2、本实用新型的目的可通过下列技术方案来实现:一种大功率贴片电感的冷压成型装置,包括机座、凸模、凹模、底板、上压板、上料机构,机座顶部设有油缸,油缸的伸缩杆下端连接在凸模上,其特征在于,上料机构包括固定在机座上的底板、平移板、上料电机,底座上开有条形滑槽,平移板底部具有嵌于条形滑槽内的条形滑轨,平移板一侧具有与条形滑轨平行的齿条,上料电机的输出轴上固定有与齿条啮合的齿轮,平移板上开有若干个沿着其长度方向呈一字排列的供凹模卡嵌的模槽,底座上设有将上压板扣在待加工凹模上方的压板机构。
3、进一步的,凹模上开有若干个呈矩阵分布的凹腔,凹腔上具有凸起的方形挡沿,上压板上具有与凹腔对齐的中部填孔,凸模上具有与凹腔对齐的压实块。
4、进一步的,压板机构包括固定在机座上的转动座和压板气缸,转动座上转动穿设有转动轴,上压板一端固连有摆杆,摆杆套在转动轴一端且与转动轴同步转动,转动轴另一端开有滑孔,滑孔内滑动连接有滑条,压板气缸的伸缩杆前端具有铰接块,铰接块与滑条下端铰接连接。
5、进一步的,机座上还设有自动填粉机构,自动填粉机构包括固定在机座上的延长板、导轨、滑座、卸粉座、卸粉板,导轨沿着延长板长度方向设置在延长板上,滑座滑动设置在导轨上,延长板上固定有驱动滑座滑动的平移气缸,卸粉座尾部固定在滑座上,卸粉座上固定有卸粉气缸,卸粉座前端具有存粉槽,存粉槽底部开有若干卸粉孔一,存粉槽两侧壁均开有方形通孔,卸粉板插入到方形通孔内且两端伸出存粉槽,卸粉板上开有能与卸粉孔一对齐的卸粉孔二,卸粉板与卸粉气缸连接。
6、进一步的,卸粉板两端均具有凸起的限位块。限位块不仅可以防止卸粉板脱离存粉槽,同时限位块也是卸粉孔一和卸粉孔二对齐的行程限位点,当后端的限位块与存粉槽外侧抵靠时,卸粉孔一刚好和卸粉孔二对齐,铁粉由存粉槽落入到上压板的中部填孔及凹模的凹腔内,当前端的限位块与存粉槽外侧相抵靠时,卸粉孔一和卸粉孔二完全错开,那么存粉槽处于关闭状态,铁粉不会从存粉槽中落入到凹模中。
7、进一步的,机座上还固定有存粉仓,存粉仓下端具有开口且开口处设有启闭开口的仓门。当存粉槽中的铁粉快用尽时,平移气缸的伸缩杆回退时,存粉槽会移到开口正下方,此时打开仓门可以往存粉槽内补充铁粉。
8、进一步的,扣盖在凹模上的上压板上表面与所述存粉槽下底面齐平。当驱动压板气缸带动上压板压在待加工的凹模上后,平移气缸驱动卸粉座移动到上压板正上方,而此时卸粉孔一与凹模上的凹腔、中部填孔均对齐,由于存粉槽下底面与上压板上表面齐平,在填粉时铁粉不会散落开来。
9、工人将料片放在凹模上,料片架在方形挡沿上,线圈位于凹腔中,上料电机驱动平移板沿着底板的条形滑槽横向平移,使待加工的凹模移动到压合工位上,而其余凹模则可以进行放料或取料操作,保障工人放料取料的安全。然后启动压板气缸,带动转动轴转动,使上压板扣在凹模上。然后平移气缸驱动滑座沿着导轨前移,卸粉座也随着前移,当存粉槽移动到上压板正上方后停止,卸粉板移动后,铁粉依次从卸粉孔二、卸粉一进入到凹模的凹腔内。铁粉填充满凹腔及中部填孔并包裹住线圈,油缸驱动凸模下压后将铁粉压实并成型,凸模上移回位,再次启动上料电机带动下一个凹模进入压合工位。
10、与现有技术相比,本大功率贴片电感的冷压成型装置具有以下优点:
11、1.成型时的凹模与放料取料的凹模不在同一工位,不影响放料取料,生产效率加快。
12、2.可以保障操作工人的安全,工人可以在机座两侧进行放料和取料,防止工人手伸进压合工位中造成生产安全事故。
13、3.设置了自动填粉机构,可以自动往凹模和中部填孔中填充铁粉,还可以及时补充铁粉到存粉槽内。
技术特征:
1.一种大功率贴片电感的冷压成型装置,包括机座、凸模、凹模、底板、上压板、上料机构,机座顶部设有油缸,油缸的伸缩杆下端连接在凸模上,其特征在于,上料机构包括固定在机座上的底板、平移板、上料电机,底座上开有条形滑槽,平移板底部具有嵌于条形滑槽内的条形滑轨,平移板一侧具有与条形滑轨平行的齿条,上料电机的输出轴上固定有与齿条啮合的齿轮,平移板上开有若干个沿着其长度方向呈一字排列的供凹模卡嵌的模槽,底座上设有将上压板扣在待加工凹模上方的压板机构。
2.根据权利要求1所述的一种大功率贴片电感的冷压成型装置,其特征在于,凹模上开有若干个呈矩阵分布的凹腔,凹腔上具有凸起的方形挡沿,上压板上具有与凹腔对齐的中部填孔,凸模上具有与凹腔对齐的压实块。
3.根据权利要求2所述的一种大功率贴片电感的冷压成型装置,其特征在于,压板机构包括固定在机座上的转动座和压板气缸,转动座上转动穿设有转动轴,上压板一端固连有摆杆,摆杆套在转动轴一端且与转动轴同步转动,转动轴另一端开有滑孔,滑孔内滑动连接有滑条,压板气缸的伸缩杆前端具有铰接块,铰接块与滑条下端铰接连接。
4.根据权利要求3所述的一种大功率贴片电感的冷压成型装置,其特征在于,机座上还设有自动填粉机构,自动填粉机构包括固定在机座上的延长板、导轨、滑座、卸粉座、卸粉板,导轨沿着延长板长度方向设置在延长板上,滑座滑动设置在导轨上,延长板上固定有驱动滑座滑动的平移气缸,卸粉座尾部固定在滑座上,卸粉座上固定有卸粉气缸,卸粉座前端具有存粉槽,存粉槽底部开有若干卸粉孔一,存粉槽两侧壁均开有方形通孔,卸粉板插入到方形通孔内且两端伸出存粉槽,卸粉板上开有能与卸粉孔一对齐的卸粉孔二,卸粉板与卸粉气缸连接。
5.根据权利要求4所述的一种大功率贴片电感的冷压成型装置,其特征在于,卸粉板两端均具有凸起的限位块。
6.根据权利要求5所述的一种大功率贴片电感的冷压成型装置,其特征在于,机座上还固定有存粉仓,存粉仓下端具有开口且开口处设有启闭开口的仓门。
7.根据权利要求6所述的一种大功率贴片电感的冷压成型装置,其特征在于,扣盖在凹模上的上压板上表面与所述存粉槽下底面齐平。
技术总结
本技术提供了一种大功率贴片电感的冷压成型装置,属于电感制造技术领域。本冷压成型装置包括机座、凸模、凹模、底板、上压板、上料机构,机座顶部设有油缸,油缸的伸缩杆下端连接在凸模上,上料机构包括固定在机座上的底板、平移板、上料电机,底座上开有条形滑槽,平移板底部具有嵌于条形滑槽内的条形滑轨,平移板一侧具有与条形滑轨平行的齿条,上料电机的输出轴上固定有与齿条啮合的齿轮,平移板上开有若干个沿着其长度方向呈一字排列的供凹模卡嵌的模槽,底座上设有将上压板扣在待加工凹模上方的压板机构。冷压成型时,不影响放料取料,生产效率加快,还可以保障操作工人的安全。
技术研发人员:田林
受保护的技术使用者:浙江艺感科技有限公司
技术研发日:20230320
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!