一种电池模组挤压工装的制作方法
本技术属于电池模组装配,具体而言,本技术涉及一种电池模组挤压工装。
背景技术:
1、在方形电池生产过程中,有一个步骤是将电池模组挤压到预定长度,并套上钢带。在挤压电池模组时,一般通过工装来进行操作。例如,在申请号为201920302720.1、公开日为2019年11月1日、发明创造名称为一种锂离子方形电池模组堆叠用的压紧工装的专利申请文件中,即提到了一种可用来挤压电池模组的工装,在该工装中,包括底板,底板上设有由垂直固接在底板上且相互平行的一对连接档板和垂直固接在底板上的一对定位板形成的方形堆叠区域。一对定位板相对设置于一对连接板的两端,一对连接挡板的内侧设有固接在底板上的两个相互平行且分别紧靠于连接挡板的电芯定位板,一对定位板的内侧设有两个相互平行且分别紧靠于定位板的端板固定座,电芯定位板上设有侧板固定槽,每个所述定位板的两边均设有可与所述连接挡板连接且对连接在电芯侧板固定槽上的电芯侧板进行定位的侧板压条。
2、上述专利申请文件可用于挤压方形电池模组,但是,在电池模组的长度方向(电池模组的挤压方向)上,两个定位板均采用螺栓固定连接,挤压不同型号的电池模组时拆卸、换型不便,并且,工装挤压中心与电芯中心不匹配时可能造成对电池模组的破坏,因而不能适用于不同高度的电池模组。
技术实现思路
1、本实用新型提供了一种电池模组挤压工装,能够解决现有技术中挤压工装无法适用于不同高度的电池模组的技术问题。
2、为了解决上述问题,本实用新型提供了一种电池模组挤压工装,其技术方案如下:
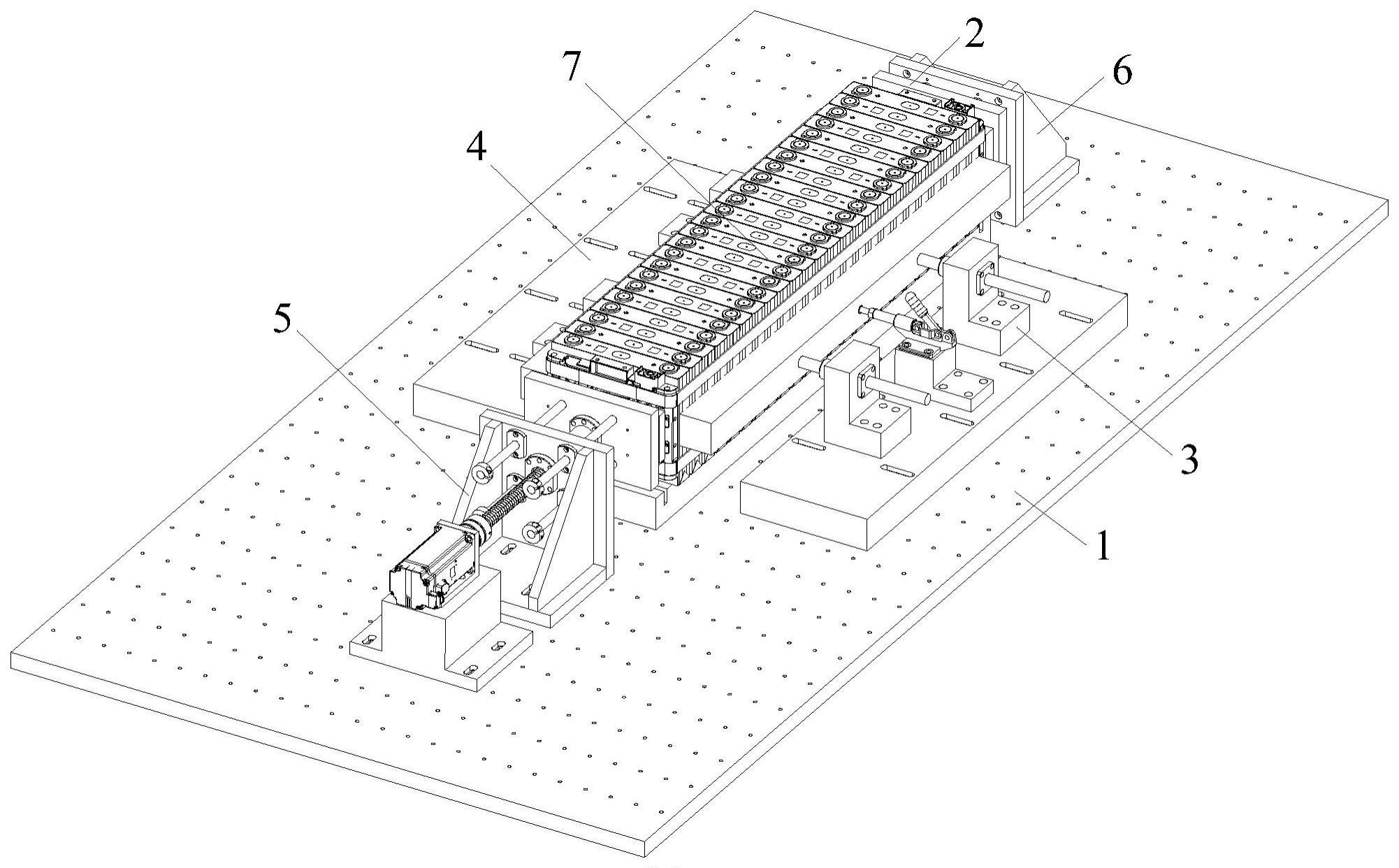
3、一种电池模组挤压工装,包括端部挤压机构,用于在电池模组长度方向的两侧挤压电池模组;所述端部挤压机构设有调节挤压位置的调节组件,所述调节组件包括转接板、第一紧固件、压板和第二紧固件;所述转接板上设有调节纵向安装位置的纵向腰型孔,所述压板上设有调节横向安装位置的横向腰型孔;所述第一紧固件穿插于所述纵向腰型孔内,并与所述端部挤压机构相连;所述第二紧固件穿插于所述横向腰型孔内,并与所述转接板相连。
4、如上所述的电池模组挤压工装,进一步优选为:于朝向电池模组的一侧,所述压板上设有定位销;所述定位销钉用于为电池模组的端板提供定位。
5、如上所述的电池模组挤压工装,进一步优选为:于朝向电池模组的一侧,所述压板上设有适配部;所述适配部用于与所述电池模组的端板配合以避免端板错误放置。
6、如上所述的电池模组挤压工装,进一步优选为:所述压板、所述转接板均为pom材质。
7、如上所述的电池模组挤压工装,进一步优选为:所述端部挤压机构包括端部固定组件和端部挤压组件;所述端部固定组件用于在电池模组长度方向提供定位;所述端部挤压组件用于在电池模组长度方向提供挤压力;所述端部固定组件和所述端部挤压组件上分别设有一个所述调节组件。
8、如上所述的电池模组挤压工装,进一步优选为:所述端部固定组件包括端部固定座、端部固定板、第一导向杆和压力传感器;所述端部固定座用于提供安装位置,所述端部固定座上设有直线轴承;所述端部固定板用于为所述调节组件提供安装位置;所述第一导向杆安装在所述端部固定板上,并与直线轴承滑动配合;所述压力传感器位于所述端部固定座和所述端部固定板之间。
9、如上所述的电池模组挤压工装,进一步优选为:所述端部挤压组件包括端部挤压座、端部挤压板、第二导向杆和动力元件;所述端部挤压座用于提供安装位置,所述端部挤压座上设有直线轴承;所述端部挤压板用于为所述调节组件提供安装位置;所述第二导向杆安装在所述端部挤压板上,并与直线轴承滑动配合;所述动力元件分别与所述端部挤压座、所述端部挤压板相连,用于提供挤压力。
10、如上所述的电池模组挤压工装,进一步优选为:所述动力元件为电机与滚珠丝杠的组合,或所述动力元件为气缸、液压缸的任一种。
11、如上所述的电池模组挤压工装,进一步优选为:还包括侧面夹持机构,所述侧面夹持机构用于在电池模组宽度方向提供定位和整形;所述侧面夹持机构包括侧面定位组件和侧面压紧组件;所述侧面定位组件用于在电池模组宽度方向提供定位;所述侧面压紧组件用于配合所述侧面定位组件夹持电池模组并整形。
12、如上所述的电池模组挤压工装,进一步优选为:所述侧面定位组件包括侧面定位座、侧面定位块和连接件;所述侧面定位座上设有调节槽,所述调节槽用于调节所述侧面定位座的安装位置;所述连接件安装在所述侧面定位座上,所述侧面定位块安装在所述连接件上,用于为电池模组提供定位。
13、如上所述的电池模组挤压工装,进一步优选为:所述侧面定位块为pom材质。
14、如上所述的电池模组挤压工装,进一步优选为:所述侧面压紧组件包括侧面压紧座、侧面压紧板、第三导向杆和快速夹;所述侧面压紧座用于提供安装位置,所述侧面压紧座上设有直线轴承;所述侧面压紧板用于压紧电池模组,为电池模组整形;所述第三导向杆安装在所述侧面压紧板上,并与直线轴承滑动配合;所述快速夹安装在所述侧面压紧座上,并与所述侧面压紧板相连,用于为所述侧面压紧板提供压力。
15、如上所述的电池模组挤压工装,进一步优选为:所述侧面压紧板为pom材质。
16、如上所述的电池模组挤压工装,进一步优选为:还包括底座,所述底座用于提供安装位置,所述端部挤压机构、所述侧面夹持机构均安装在所述底座上;所述底座上设有多个螺纹孔,多个所述螺纹孔在所述底座上呈矩形阵列分布。
17、如上所述的电池模组挤压工装,进一步优选为:所述底座上设有垫块,所述垫块成对设置,之间具有间隙,用于为电池模组提供放置位置。
18、如上所述的电池模组挤压工装,进一步优选为:于所述垫块长度方向的两侧,所述垫块上设有放置紧固带的容纳槽。
19、如上所述的电池模组挤压工装,进一步优选为:所述垫块为pom材质。
20、分析可知,与现有技术相比,本实用新型的优点和有益效果在于:
21、本实用新型的转接板上设有纵向腰型孔,压板上设有横向腰型孔,通过调整第一紧固件与纵向腰型孔的配合位置可以调节转接板在端部挤压机构上的纵向安装位置,通过调整第二紧固件与横向腰型孔的配合位置可以调节压板在转接板上的横向安装位置,从而可以调节压板的纵向安装位置和横向安装位置,使压板适配于不同高度的电池模组,适用于不同高度的电池模组的挤压加工,并且,还可以消除加工误差和人为误差。
技术特征:
1.一种电池模组挤压工装,其特征在于,包括:
2.根据权利要求1所述的电池模组挤压工装,其特征在于:
3.根据权利要求1所述的电池模组挤压工装,其特征在于:
4.根据权利要求3所述的电池模组挤压工装,其特征在于:
5.根据权利要求3所述的电池模组挤压工装,其特征在于:
6.根据权利要求1所述的电池模组挤压工装,其特征在于:
7.根据权利要求6所述的电池模组挤压工装,其特征在于:
8.根据权利要求6所述的电池模组挤压工装,其特征在于:
9.根据权利要求6所述的电池模组挤压工装,其特征在于:
10.根据权利要求9所述的电池模组挤压工装,其特征在于:
技术总结
本技术属于电池模组装配技术领域,具体而言,本技术涉及一种电池模组挤压工装,包括端部挤压机构,用于在电池模组长度方向的两侧挤压电池模组;所述端部挤压机构设有调节挤压位置的调节组件,所述调节组件包括转接板、第一紧固件、压板和第二紧固件;所述转接板上设有调节纵向安装位置的纵向腰型孔,所述压板上设有调节横向安装位置的横向腰型孔;所述第一紧固件穿插于所述纵向腰型孔内,并与所述端部挤压机构相连;所述第二紧固件穿插于所述横向腰型孔内,并与所述转接板相连。本技术的压板的纵向安装位置和横向安装位置可调节,能够适用于不同高度的电池模组的挤压加工,并且,还可以消除加工误差和人为误差。
技术研发人员:黄昭
受保护的技术使用者:楚能新能源股份有限公司
技术研发日:20230403
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!