一种极耳贴胶装置的制作方法
本申请涉及到电池领域,尤其涉及到一种极耳贴胶装置。
背景技术:
1、电能方便转换成各种形式的能源,如光能、化学能、机械能等。改善了人类的生存环境。
2、在电池的生产过程中,需要将电芯的极耳焊接在汇流排上。焊接完成后需要把电芯一直到汇流排这部分结构贴上绝缘胶带。由于在“v”型极耳存在有“v”字型结构的缝隙。然而,现有技术中贴胶装置在对极耳和汇流排进行贴胶时,不能够在“v”字型结构的缝隙处实现“v”型收拢,导致后续加工过程中出现“v”型极耳撕裂的情况。同时,在对“v”型极耳侧壁粘贴绝缘胶带的过程中,不能够对“v”型极耳侧壁上的绝缘胶带很好的抚平,进而出现褶皱、气泡等情况。
技术实现思路
1、本申请提供了一种极耳贴胶装置,用以改善对极耳与汇流排焊接的部分结构与汇流排上的绝缘胶带进行抚平的效果。
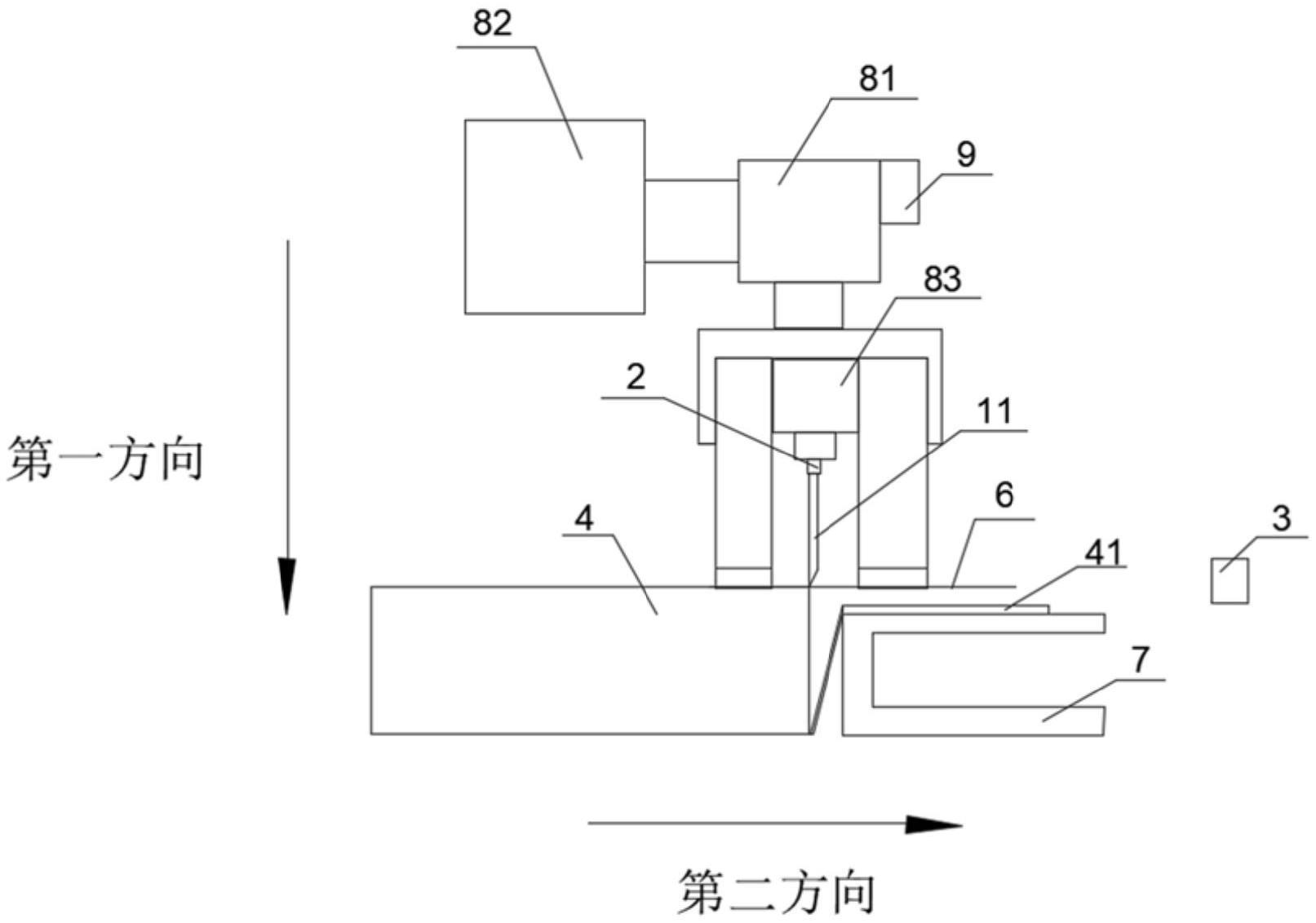
2、第一方面,本申请提供了一种极耳贴胶装置,所述极耳贴胶装置包括插板、第一伸缩部件、第二伸缩部件;其中,所述插板沿第一方向移动用于挤压胶带并将所述胶带部分结构粘贴在电芯“v”型极耳缝隙中;所述插板沿第二方向移动用于抚平汇流排上的所述胶带的部分结构;第一伸缩部件,所述第一伸缩部件用于驱动所述插板沿所述第一方向移动;第二伸缩部件,所述第二伸缩部件用于驱动所述插板沿所述第二方向移动;所述第一伸缩部件的输出端与所述第二伸缩部件连接;所述插板用于挤压所述胶带的端部设置有导向面;其中,所述第一方向为所述插板挤压所述胶带的方向;所述第二方向为由所述电芯至所述汇流排的排布方向。在上述技术方案中,通过设置插板以及在插板用于挤压胶带的端部设置导向面的方式,使得极耳贴胶装置能够在极耳v字型结构的缝隙中粘贴绝缘胶带,并且改善了在对“v”型极耳侧壁粘贴绝缘胶带时出现褶皱、气泡等情况。
技术特征:
1.一种极耳贴胶装置,其特征在于,包括:
2.根据权利要求1所述的极耳贴胶装置,其特征在于,所述导向面朝向所述“v”型极耳缝隙中靠近所述汇流排的一面。
3.根据权利要求1所述的极耳贴胶装置,其特征在于,所述导向面为与所述“v”型极耳缝隙中靠近所述汇流排一侧的平面;所述平面与所述“v”型极耳缝隙中靠近所述汇流排一侧的侧壁平行设置。
4.根据权利要求1所述的极耳贴胶装置,其特征在于,所述导向面为朝向所述“v”型极耳缝隙中靠近所述汇流排一侧的平滑的曲面。
5.根据权利要求1所述的极耳贴胶装置,其特征在于,还包括回弹部件;所述回弹部件沿所述第一方向进行弹性伸缩;所述回弹部件设置于所述插板与所述第一伸缩部件的输出端之间。
6.根据权利要求1所述的极耳贴胶装置,其特征在于,还包括测距部件;所述测距部件用于测量所述挤压端与所述汇流排沿所述第一方向上的距离。
7.根据权利要求1-6任一项所述的极耳贴胶装置,其特征在于,还包括用于将所述胶带粘贴在所述电芯上的贴胶头和用于吸取所述胶带的吸胶头;所述贴胶头与所述吸胶头沿所述第二方向间隔排布。
8.根据权利要求7所述的极耳贴胶装置,其特征在于,所述插板设置在所述贴胶头与所述吸胶头之间;
9.根据权利要求8所述的极耳贴胶装置,其特征在于,还包括第三伸缩部件,所述第三伸缩部件用于驱动所述插板沿所述第一方向移动;
10.根据权利要求7所述的极耳贴胶装置,其特征在于,所述贴胶头与所述吸胶头内部均设置有用于产生负压的负压部件。
技术总结
本申请提供了一种极耳贴胶装置,极耳贴胶装置包括:插板;插板沿第一方向移动用于挤压胶带并将胶带部分结构粘贴在电芯“V”型极耳缝隙中;插板沿第二方向移动用于抚平汇流排上的胶带;第一伸缩部件,第一伸缩部件用于驱动插板沿第一方向移动;第二伸缩部件,第二伸缩部件用于驱动插板沿第二方向移动;第一伸缩部件与第二伸缩部件连接;插板用于挤压胶带的端部设置有导向面。在上述技术方案中,通过设置插板以及在插板用于挤压胶带的端部设置导向面的方式,使得极耳贴胶装置能够在极耳V字型结构的缝隙中粘贴绝缘胶带,并且改善了在对“V”型极耳侧壁粘贴绝缘胶带时出现褶皱、气泡等情况。
技术研发人员:沈玉阳
受保护的技术使用者:中创新航科技集团股份有限公司
技术研发日:20230417
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!