一种用于电池模组堆叠的下压工装的制作方法
:本技术涉及一种用于电池模组堆叠的下压工装,其属于新能源汽车动力电池。
背景技术
0、
背景技术:
1、在电池模组堆叠过程中,电芯摆放完成的时候需要挤压,挤压过程中如果电芯上下窜动,会引起busbar焊接出现虚焊,导致整车出现连不上高压,无法正常行驶。
2、因此,确有必要对现有技术进行改进以解决现有技术之不足。
技术实现思路
0、
技术实现要素:
1、本实用新型是为了解决上述现有技术存在的问题而提供一种用于电池模组堆叠的下压工装,其能够保证挤压过程中电芯不上下窜动,使得堆叠的电池模组整体在一个水平高度上。
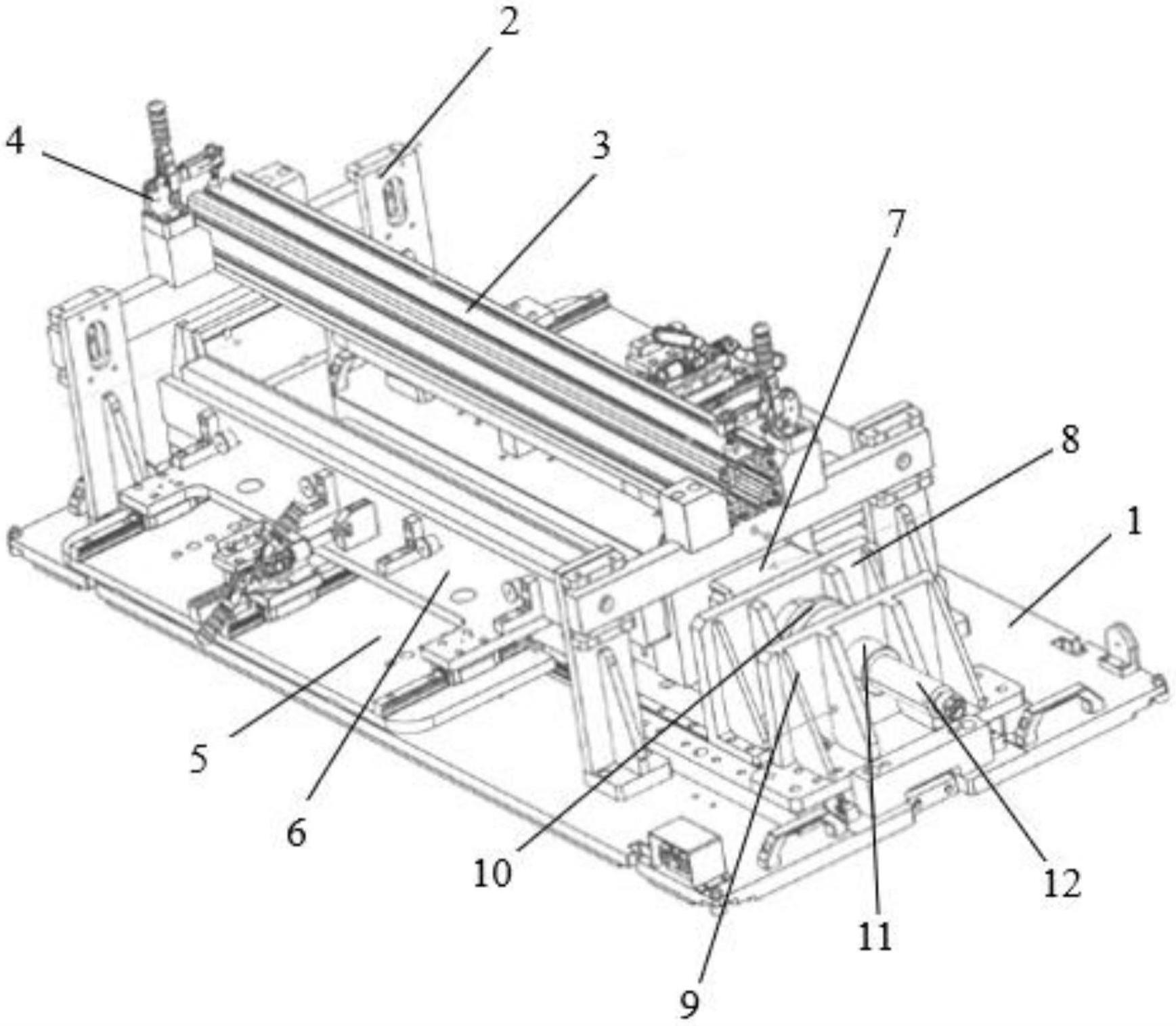
2、本实用新型所采用的技术方案有:一种用于电池模组堆叠的下压工装,包括底板、固定于底板上且间隔开的两个下压龙门架以及安装于下压龙门架上的下压梁,所述底板上且位于下压梁下方的位置安装有电池模组,所述底板上且位于电池模组长度方向两侧的位置分别固定有侧面定位滑轨,所述侧面定位滑轨上安装有侧面定位滑套,所述侧面定位滑套定位于电池模组的侧面,所述底板上且位于电池模组长度方向的一侧安装有挤压结构,所述挤压结构包括滑动块、安装于滑动块上且朝向电池模组的侧壁上的挤压块以及与滑动块相间隔开的定位块,所述滑动块能够在底板上沿着电池模组长度方向进行滑动。
3、进一步地,所述滑动块上背离电池模组的侧壁上固定有第一轴。
4、进一步地,所述定位块上背离电池模组的侧壁上固定有第二轴。
5、进一步地,所述第一轴和第二轴上安装有螺杆。
6、进一步地,每个所述下压龙门架上分别凹陷形成有凹槽,所述下压梁放置于下压龙门架的凹槽内。
7、进一步地,所述下压龙门架的凹槽的位置分别安装有快速夹,通过所述快速夹将下压梁定位于下压龙门架的凹槽。
8、本实用新型具有如下有益效果:本实用新型用于电池模组堆叠的下压工装,通过下压梁、侧面定位滑套以及挤压结构,能够有效保证电池模组水平高度的一致性,便于后期电池模组铝巴焊接,减少虚焊的概率,大大提升产品的合格率。
技术特征:
1.一种用于电池模组堆叠的下压工装,其特征在于:包括底板(1)、固定于底板(1)上且间隔开的两个下压龙门架(2)以及安装于下压龙门架(2)上的下压梁(3),所述底板(1)上且位于下压梁(3)下方的位置安装有电池模组,所述底板(1)上且位于电池模组长度方向两侧的位置分别固定有侧面定位滑轨(5),所述侧面定位滑轨(5)上安装有侧面定位滑套(6),所述侧面定位滑套(6)定位于电池模组的侧面,所述底板(1)上且位于电池模组长度方向的一侧安装有挤压结构,所述挤压结构包括滑动块(8)、安装于滑动块(8)上且朝向电池模组的侧壁上的挤压块(7)以及与滑动块(8)相间隔开的定位块(9),所述滑动块(8)能够在底板(1)上沿着电池模组长度方向进行滑动。
2.如权利要求1所述的用于电池模组堆叠的下压工装,其特征在于:所述滑动块(8)上背离电池模组的侧壁上固定有第一轴(10)。
3.如权利要求2所述的用于电池模组堆叠的下压工装,其特征在于:所述定位块(9)上背离电池模组的侧壁上固定有第二轴(11)。
4.如权利要求3所述的用于电池模组堆叠的下压工装,其特征在于:所述第一轴(10)和第二轴(11)上安装有螺杆(12)。
5.如权利要求4所述的用于电池模组堆叠的下压工装,其特征在于:每个所述下压龙门架(2)上分别凹陷形成有凹槽,所述下压梁(3)放置于下压龙门架(2)的凹槽内。
6.如权利要求5所述的用于电池模组堆叠的下压工装,其特征在于:所述下压龙门架(2)的凹槽的位置分别安装有快速夹(4),通过所述快速夹(4)将下压梁(3)定位于下压龙门架(2)的凹槽。
技术总结
本技术公开一种用于电池模组堆叠的下压工装,包括底板、固定于底板上且间隔开的两个下压龙门架以及安装于下压龙门架上的下压梁,底板上且位于下压梁下方的位置安装有电池模组,底板上且位于电池模组长度方向两侧的位置分别固定有侧面定位滑轨,侧面定位滑轨上安装有侧面定位滑套,侧面定位滑套定位于电池模组的侧面,底板上且位于电池模组长度方向的一侧安装有挤压结构,挤压结构包括滑动块、安装于滑动块上且朝向电池模组的侧壁上的挤压块以及与滑动块相间隔开的定位块,滑动块能够在底板上沿着电池模组长度方向进行滑动。本技术用于电池模组堆叠的下压工装,能够保证挤压过程中电芯不上下窜动,使堆叠的电池模组整体在一个水平高度上。
技术研发人员:周磊,靳德韶,郑又喜
受保护的技术使用者:南京创源天地动力科技有限公司
技术研发日:20230602
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!