一种负极复合块及动力电池的制作方法
本技术涉及锂电池领域,具体而言,特别是涉及一种负极复合块及动力电池。
背景技术:
1、现有的低成本负极热压焊复合连接块如申请号202111105786x,该复合连接块包括第一成型块和第二成型块。第一成型块由铝制备而成,第一成型块上开设有限位孔,第一成型块能够连接汇流结构。第二成型块由铜制备而成,第二成型块配合在限位孔内,第二成型块能够与极柱连接,第一成型块和第二成型块为一体成型件。该复合连接块能够降低生产成本,提高复合连接块与汇流结构的过流效果,但有如下不足:
2、1、铜铝热压焊时(温度在铝的熔点左右),在铜铝接合面处铝会融化流动,铝液向两侧流动,现有结构没有设置空间容纳这些铝液,导致铝液从两侧缝隙流出,造成上表面和孔内溢出铝液,造成外观不良。
3、2、铝液残留在孔内,当极柱铆接在复合块孔内后,通过激光焊接来连接极柱和复合块,由于连接处有铝的存在,焊缝处容易出现炸火、虚焊、孔洞等焊接不良,造成不良率高。
技术实现思路
1、有鉴于此,本实用新型提供一种负极复合块及动力电池,能有效降低外观不良以及提高后工序极柱和复合块焊接良率,降低成本。
2、本实用新型的目的通过以下技术方案实现:
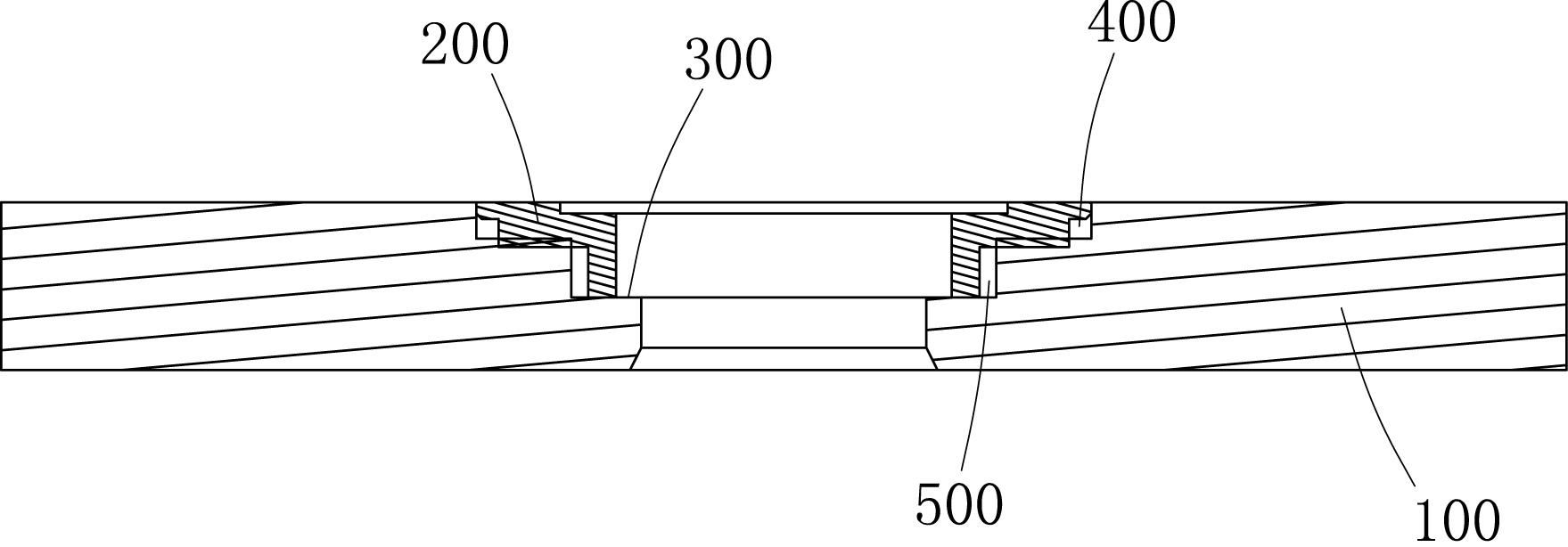
3、一种负极复合块,包括能够连接汇流结构的第一成型块、能够连接极柱的第二成型块,所述第一成型块上开设有限位孔,所述第二成型块设置于所述限位孔,所述第一成型块和所述第二成型块形成第一储料槽和/或第二储料槽,所述第一储料槽和第二储料槽分别位于热压焊接区域的左右两侧。
4、第一储料槽和第二储料槽分别位于热压焊接区域的左右两侧,把第二成型块装入第一成型块后,将第一成型块的下表面加热至接近第一成型块的熔点温度,然后将第二成型块上表面加热至第一成型块的熔点温度,此时对第一成型块下表面和第二成型块上表面施加一定压力,热压焊接区域受到温度和压力的影响,第二成型块表面融化向四周流动,流向第一储料槽和第二储料槽,第一储料槽和第二储料槽能容纳热压焊接区域溢出的融液,融液冷却后凝固留在了第一储料槽和第二储料槽内,可防止融液溢出到外部,有效避免焊接不良和外观不良。
5、可选地,在一种可能的实现方式中,所述限位孔包括自上而下分布的一级阶梯孔和二级阶梯孔,所述第二成型块的外周设置为一级倒置阶梯和二级倒置阶梯,所述一级阶梯孔与一级倒置阶梯贴近并形成所述第一储料槽,所述二级阶梯孔与二级倒置阶梯贴近并形成所述第二储料槽。
6、第一储料槽和第二储料槽与热压焊接区域紧密相接,热压焊接区域受到温度和压力的影响,第二成型块表面融化向四周流动,很容易就流到第一储料槽和第二储料槽内,融液冷却后凝固留在了第一储料槽和第二储料槽,可有效防止融液溢出到外部,避免焊接不良和外观不良。
7、可选地,在一种可能的实现方式中,热压焊接前,所述第二成型块的上表面所在高度高于所述第一成型块的上表面所在高度。
8、第二成型块刚装入第一成型块时,第二成型块的上表面会高于第一成型块的上表面一定的高度。
9、可选地,在一种可能的实现方式中,所述一级倒置阶梯与第二成型块最外侧壁面的过渡区域设置有倒角。
10、倒角的设置,可使第一成型块与第二成型块的衔接过渡更加平滑,同时也使得第一成型块与第二成型块连接的密封性更好。
11、可选地,在一种可能的实现方式中,所述一级倒置阶梯包括法兰面和短直伸面,所述法兰面与一级阶梯孔的底面留有间隙,所述短直伸面与一级阶梯孔的侧面留有间隙,所述法兰面、短直伸面、一级阶梯孔的底面、一级阶梯孔的侧面形成第一储料槽。
12、法兰面和一级阶梯孔形成的第一储料槽能容纳热压焊接区域溢出的融液,冷却后,融液凝固留在了第一储料槽内,可有效防止融液溢出到外部,避免焊接不良和外观不良。
13、可选地,在一种可能的实现方式中,所述二级倒置阶梯包括热压焊接面和长直伸面,所述热压焊接面与一级阶梯孔的底面贴合,所述长直伸面与二级阶梯孔的侧面留有间隙,所述长直伸面、热压焊接面、二级阶梯孔的侧面、二级阶梯孔的底面形成第二储料槽。所述第二储料槽具有常开口,所述第二成型块的下表面与二级阶梯孔的底面留有间隙,所述常开口为所述间隙。
14、长直伸面和二级阶梯孔形成的第二储料槽能容纳热压焊接区域溢出的融液,冷却后,融液凝固留在了第二储料槽内,可有效防止融液溢出到外部,避免焊接不良和外观不良。
15、可选地,在一种可能的实现方式中,所述第一成型块由铝制成,所述第二成型块由铜制成。所述第一成型块和所述第二成型块为一体成型件;所述第一成型块与所述第二成型块通过热压焊接、钎焊或者电阻焊连接。
16、第一成型块为铝质,第二成型块为铜质,把第二成型块装入第一成型块后,将第一成型块的下表面加热至接近铝的熔点温度,具体加热至熔点温度以下50~200℃,铝的熔点温度为660℃,然后将第二成型块上表面加热至铝的熔点温度660℃,此时对第一成型块下表面和第二成型块上表面施加一定压力,热压焊接区域受到温度和压力的影响,第二成型块表面融化向四周流动,热压焊接区域经过一定时间的加温加压,铜和铝发生分子扩散从而达到连接效果。
17、一种动力电池,包括所述的负极复合块、顶盖件、极柱,所述负极复合块设在所述顶盖件的顶壁上,所述极柱穿设在所述顶盖件和所述负极复合块中,所述极柱与所述第二成型块连接。
18、采用此负极复合块制成的动力电池,不仅焊接品质高,而且产品外观的品质也很高。
19、本实用新型相较于现有技术的有益效果是:
20、本实用新型的负极复合块,第一储料槽和第二储料槽分别位于热压焊接区域的左右两侧,把第二成型块装入第一成型块后,将第一成型块的下表面加热至接近第一成型块的熔点温度,然后将第二成型块上表面加热至第一成型块的熔点温度,此时对第一成型块下表面和第二成型块上表面施加一定压力,热压焊接区域受到温度和压力的影响,第二成型块表面融化向四周流动,流向第一储料槽和第二储料槽,第一储料槽和第二储料槽能容纳热压焊接区域溢出的融液,融液冷却后凝固留在了第一储料槽和第二储料槽内,可防止融液溢出到外部,有效避免焊接不良和外观不良。
技术特征:
1.一种负极复合块,其特征在于,包括能够连接汇流结构的第一成型块、能够连接极柱的第二成型块,所述第一成型块上开设有限位孔,所述第二成型块设置于所述限位孔,所述第一成型块和所述第二成型块形成第一储料槽和/或第二储料槽,所述第一储料槽和所述第二储料槽分别位于热压焊接区域的左右两侧。
2.根据权利要求1所述的负极复合块,其特征在于,所述限位孔包括自上而下分布的一级阶梯孔和二级阶梯孔,所述第二成型块的外周设置为一级倒置阶梯和二级倒置阶梯,所述一级阶梯孔与一级倒置阶梯贴近并形成所述第一储料槽,所述二级阶梯孔与二级倒置阶梯贴近并形成所述第二储料槽。
3.根据权利要求1所述的负极复合块,其特征在于,所述第二成型块的上表面所在高度高于所述第一成型块的上表面所在高度。
4.根据权利要求2所述的负极复合块,其特征在于,所述一级倒置阶梯与第二成型块最外侧壁面的过渡区域设置有倒角。
5.根据权利要求2所述的负极复合块,其特征在于,所述一级倒置阶梯包括法兰面和短直伸面,所述法兰面与一级阶梯孔的底面留有间隙,所述短直伸面与一级阶梯孔的侧面留有间隙,所述法兰面、短直伸面、一级阶梯孔的底面、一级阶梯孔的侧面形成第一储料槽。
6.根据权利要求2所述的负极复合块,其特征在于,所述二级倒置阶梯包括热压焊接面和长直伸面,所述热压焊接面与一级阶梯孔的底面贴合,所述长直伸面与二级阶梯孔的侧面留有间隙,所述长直伸面、热压焊接面、二级阶梯孔的侧面、二级阶梯孔的底面形成第二储料槽。
7.根据权利要求1所述的负极复合块,其特征在于,所述第二储料槽具有常开口,所述第二成型块的下表面与二级阶梯孔的底面留有间隙,所述常开口为所述间隙。
8.根据权利要求1所述的负极复合块,其特征在于,所述第一成型块由铝制成,所述第二成型块由铜制成。
9.根据权利要求1所述的负极复合块,其特征在于,所述第一成型块和所述第二成型块为一体成型件;所述第一成型块与所述第二成型块通过热压焊接、钎焊或者电阻焊连接。
10.一种动力电池,其特征在于,包括如权利要求1-9项中任一项所述的负极复合块、顶盖件、极柱,所述负极复合块设在所述顶盖件的顶壁上,所述极柱穿设在所述顶盖件和所述负极复合块中,所述极柱与所述第二成型块连接。
技术总结
本技术涉及一种负极复合块及动力电池,负极复合块包括能够连接汇流结构的第一成型块、能够连接极柱的第二成型块,所述第一成型块上开设有限位孔,所述第二成型块设置于所述限位孔,所述第一成型块和所述第二成型块形成第一储料槽和/或第二储料槽,所述第一储料槽和第二储料槽分别位于热压焊接区域的左右两侧。本技术提供的负极复合块,能有效降低外观不良以及提高后工序极柱和复合块焊接良率,降低成本。
技术研发人员:吴林峰,邱宜升
受保护的技术使用者:惠州科达利精密工业有限公司
技术研发日:20230608
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!