一种无主栅光伏电池串的制备装置的制作方法
本技术涉及光伏组件,具体涉及一种无主栅光伏电池串的制备装置。
背景技术:
1、光伏晶硅电池片发展至今,其制作成本及发电量成为制约其发展的主要因素。在晶硅电池片的制作成本方面,硅材料占据着60-70%的材料成本,电池片栅线所需的银浆料占据着20-30%的材料成本。因此,前人大胆的提出无主栅线技术,也是对降低晶硅电池片的制作成本这一目标的急切渴望,而且这一技术也有助于增大晶硅电池片的有效光照面积,提高发电量。
2、而德国schmid公司的无主栅线技术对焊接机要求太苛刻,从而大大提高了设备成本。而由苏州沃特维自动化系统有限公司的公开号为:cn 216145631u的一种光伏电池串制作装置及光伏组件生产,可知:其无主栅电池片成串的制备装置,采用先施加胶膜点,然后将切好的焊丝利用胶膜点预固定在无主栅电池片的正面及相邻无主栅电池片的反面,再采用低温焊接,来制作光伏电池串。然而,这种光伏电池串制作装置的结构极其复杂,会大大增加其投入成本。例如,这种光伏电池串制作装置,需要先在无主栅电池片的正面设置至少两个胶膜点后,需借助翻转设备进行无主栅电池片的背面的胶膜点设置;且在粘接完电池片正面的焊丝后,也需借助翻转设备进行电池片背面的粘接。
3、这种光伏电池串制作装置与现有串焊机的结构相差较大,难以改造成现有的用于对有主栅线电池片进行高温焊接成串的串焊机,改造性差,所以这进一步增加了生产商对不同种类的光伏电池片(如无主栅电池片、有主栅线电池片)成串制作的设备投入。
4、此外,现有无主栅电池片成串的技术(如cn 216145631u),为实现胶膜点预固定,通常需引入新的化学物质(如uv胶水),uv胶水通过uv固化,会在焊丝与电池片之间的局域预固定点形成一定厚度、且硬质的固化后的uv胶,这会增大如电池片裂片的可靠性问题,还会增大焊丝与电池片之间的局部未预固定区域的间隙高度,故而在后续光伏组件的加热层压下,封装胶膜(如eva或poe或epe材质的封装胶膜)熔融后容易溢入并填充至该间隙内,进而影响串联质量及导电效果。
技术实现思路
1、本实用新型的目的在于克服现有技术的不足,提供一种无主栅光伏电池串的制备装置。
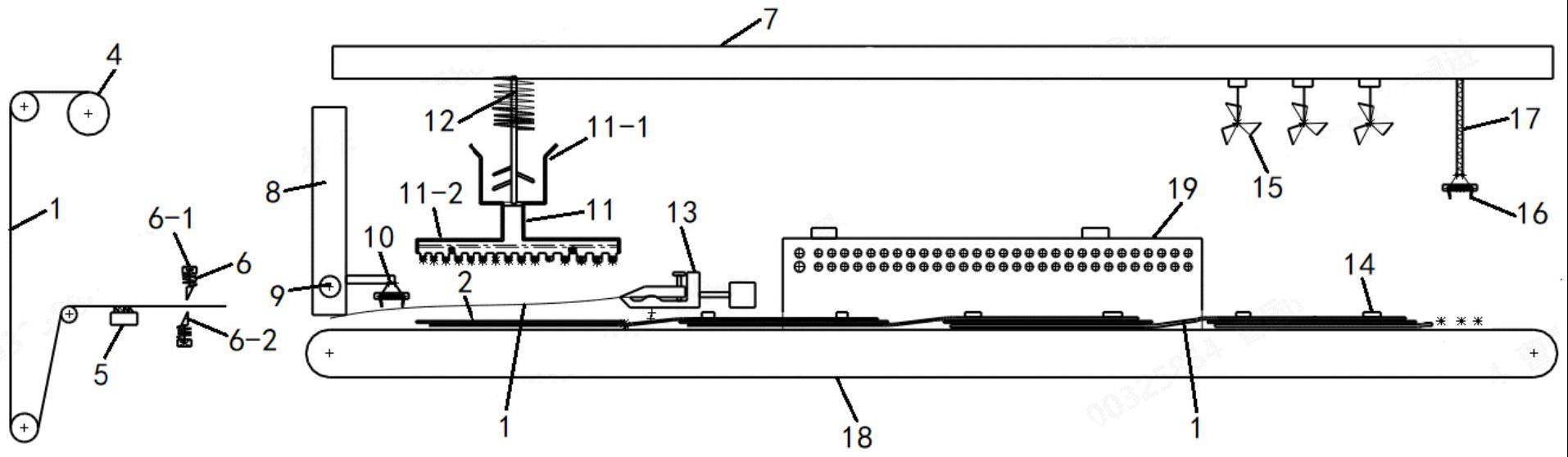
2、基于此,本实用新型公开了一种无主栅光伏电池串的制备装置,包括收卷焊丝的收卷机构、剪切机构、传送机构、压块取放机构、施涂胶膜点的熔融涂胶组件及牵引组件;
3、所述传送机构上依次放有左右相邻的两块电池片;
4、所述剪切机构安装于收卷机构与牵引组件之间,以切断收卷机构的焊丝来供相邻的两块电池片串联;
5、所述牵引组件安装于传送机构的上方,以牵引焊丝,使焊丝的首部铺设于右侧电池片正面的胶膜点处,并使焊丝的尾部放置在传送机构上;
6、所述熔融涂胶组件安装于传送机构的上方,以将熔融的胶膜粒子点涂于右侧电池片的正面及焊丝的尾部,而焊丝尾部的胶膜点处放有左侧电池片;
7、所述压块取放机构安装于传送机构的左端上方,以将抓取的压块放于焊丝首部和左侧电池片上,以预固定经胶膜点粘接的焊丝与电池片;
8、所述牵引组件的右侧安装有固化涂于焊丝与电池片之间的胶膜点的烘箱;所述胶膜粒子为eva、poe或epe材质的胶膜粒子。
9、优选地,所述熔融涂胶组件安装于牵引组件的左上方,且熔融涂胶组件包括熔融装置及连通熔融装置的下方的涂胶装置;
10、所述熔融装置连接有带动其上下运动的第一伸缩气缸,第一伸缩气缸连接有第一弹性件;所述熔融装置包括螺旋杆和容器,第一伸缩气缸连接螺旋杆的上端部,螺旋杆的下端部伸入容器内、并连接于容器的底部,且螺旋杆的下端部还设有若干个倾斜向下延伸的搅棒;所述容器的上部开设有进料口,容器的侧壁内设有加热丝。
11、进一步优选地,所述涂胶装置包括打胶气缸、活塞及装有熔融的胶膜粒子的涂胶器,所述活塞安装于涂胶器内,所述打胶气缸连接活塞,以驱动活塞挤压涂胶器内熔融的胶膜粒子来使涂胶器施涂胶膜点。
12、更进一步优选地,所述涂胶器的底部设有若干个点胶头,点胶头的出胶口设有倒梯形块,且点胶头内设有连接倒梯形块的第二弹性件,以通过第二弹性件的伸缩来带动倒梯形块开闭点胶头的出胶口。
13、优选地,所述的一种无主栅光伏电池串的制备装置,还包括安装于烘箱右侧、且对电池串进行散热降温的散热装置。
14、进一步优选地,所述的一种无主栅光伏电池串的制备装置,还包括安装于散热装置的右侧的压块移除机构,所述压块移除机构与第二伸缩气缸转动连接,以使第二伸缩气缸驱动压块移除机构进行上下运动来移除电池串上的压块。
15、优选地,所述传送机构的左上方安装有传动装置,所述传动装置连接所述压块取放机构和用于将电池片放于传送机构上的吸盘装置;所述吸盘装置与压块取放机构分别连接于传动装置的不同侧面,使传动装置带动吸盘装置及压块取放机构进行逆时针或顺时针转动。
16、优选地,所述剪切机构包括至少两组切刀,两组切刀分别设于焊丝的上方和下方,且每组切刀均连接有剪切气缸,剪切气缸驱动切刀上下运动来切断焊丝。
17、优选地,所述的一种无主栅光伏电池串的制备装置,还包括定位焊丝的定位导柱,所述定位导柱安装于所述剪切机构的左侧。
18、进一步优选地,所述焊丝的外表面涂覆有熔融温度为140-160摄氏度的导电的合金涂膜(简称低温焊丝)。
19、与现有技术相比,本实用新型至少包括以下有益效果:
20、相比现有的生产无主栅电池串的光伏电池串制作装置(cn 216145631 u),本实用新型的无主栅光伏电池串的制备装置,不仅能对无主栅pad点电池片进行涂胶膜点串连,满足无主栅pad点光伏电池串(尤其是采用低温焊丝串联的无主栅pad点光伏电池串)的批量生产及其光伏组件量产的需求,还无需额外设置如翻转装置等设备,结构更简单,能降低装置的投入成本;该无主栅光伏电池串的制备装置的布局更合理,易改造成用于对有主栅pad点电池串进行高温焊接的焊接装置,故而能进一步降低生产商对不同种类的光伏电池片(如无主栅电池片、有主栅电池片)成串制作的设备投入成本。
21、而且,本实用新型的无主栅光伏电池串的制备装置,通过压块的预固定、以及eva或poe或epe材质的胶膜粒子的配合,所制得的电池串的焊丝与电池片之间的间隙高度小;故而在后续光伏组件加热层压的过程中,能大大降低电池串的裂片风险,并能有效避免封装胶膜(如eva或poe或epe材质的封装胶膜)熔融后因溢入并填充至该间隙内而影响串联质量及导电效果;且电池串所用的胶膜粒子与光伏组件所用的封装胶膜的材质相同,相比现有用uv胶制备无主栅光伏电池串的技术,不会引入新的粘结材料,故而还能提高整个光伏组件的可靠性。
技术特征:
1.一种无主栅光伏电池串的制备装置,其特征在于,包括收卷焊丝的收卷机构、剪切机构、传送机构、压块取放机构、施涂胶膜点的熔融涂胶组件及牵引组件;
2.根据权利要求1所述的一种无主栅光伏电池串的制备装置,其特征在于,所述熔融涂胶组件安装于牵引组件的左上方,且熔融涂胶组件包括熔融装置及连通熔融装置的下方的涂胶装置;
3.根据权利要求2所述的一种无主栅光伏电池串的制备装置,其特征在于,所述涂胶装置包括打胶气缸、活塞及装有熔融的胶膜粒子的涂胶器,所述活塞安装于涂胶器内,所述打胶气缸连接活塞,以驱动活塞挤压涂胶器内熔融的胶膜粒子来使涂胶器施涂胶膜点。
4.根据权利要求3所述的一种无主栅光伏电池串的制备装置,其特征在于,所述涂胶器的底部设有若干个点胶头,点胶头的出胶口设有倒梯形块,且点胶头内设有连接倒梯形块的第二弹性件,以通过第二弹性件的伸缩来带动倒梯形块开闭点胶头的出胶口。
5.根据权利要求1所述的一种无主栅光伏电池串的制备装置,其特征在于,还包括安装于烘箱右侧、且对电池串进行散热降温的散热装置。
6.根据权利要求5所述的一种无主栅光伏电池串的制备装置,其特征在于,还包括安装于散热装置的右侧的压块移除机构,所述压块移除机构与第二伸缩气缸转动连接,以使第二伸缩气缸驱动压块移除机构进行上下运动来移除电池串上的压块。
7.根据权利要求1所述的一种无主栅光伏电池串的制备装置,其特征在于,所述传送机构的左上方安装有传动装置,所述传动装置连接所述压块取放机构和用于将电池片放于传送机构上的吸盘装置;所述吸盘装置与压块取放机构分别连接于传动装置的不同侧面,使传动装置带动吸盘装置及压块取放机构进行逆时针或顺时针转动。
8.根据权利要求1所述的一种无主栅光伏电池串的制备装置,其特征在于,所述剪切机构包括至少两组切刀,两组切刀分别设于焊丝的上方和下方,且每组切刀均连接有剪切气缸,剪切气缸驱动切刀上下运动来切断焊丝。
9.根据权利要求1所述的一种无主栅光伏电池串的制备装置,其特征在于,还包括定位焊丝的定位导柱,所述定位导柱安装于所述剪切机构的左侧。
10.根据权利要求1-9任一项所述的一种无主栅光伏电池串的制备装置,其特征在于,所述焊丝的外表面涂覆有熔融温度为140-160摄氏度的导电的合金涂膜。
技术总结
本技术涉及光伏组件技术领域,公开一种无主栅光伏电池串的制备装置,包括从左至右安装的收卷机构、剪切机构及传送机构;传送机构放有两电池片;剪切机构切断收卷机构的焊丝来供两电池片串联;传送机构的上方从左至右设有压块取放机构、熔融涂胶组件及牵引组件;牵引组件牵引焊丝,使焊丝首部铺于右侧电池片正面的胶膜点处,并使焊丝尾部放于传送机构;熔融涂胶组件将熔融的胶膜粒子点涂于右侧电池片正面及焊丝尾部,焊丝尾部的胶膜点处放有左侧电池片;胶膜粒子为EVA、POE或EPE胶膜粒子;压块取放机构放置压块来预固定胶膜点粘接的焊丝与电池片;牵引组件的右侧安装有烘箱。该制备装置的结构简单、易改造,能降低裂片,提高可靠性。
技术研发人员:曹国进,吴韦,仲超,吕琳,吴晓旭,倪建雄
受保护的技术使用者:泰州中来光电科技有限公司
技术研发日:20230627
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!