焊带加工处理装置的制作方法
本技术涉及光伏,特别是涉及一种焊带加工处理装置。
背景技术:
1、在光伏领域中,obb工艺是采用胶水粘结方式将焊带与电池片粘结在一起,通过利用电池片上细栅电极高度的特点,使得焊带与细栅电极接触,形成电路导通。胶水粘结方式中,胶水通过印刷工艺印刷在电池片上形成胶点,再将焊带放置在胶点上进行压合,胶点将焊带与电池片紧密的粘结在一起。由于焊带为圆柱状焊带,其表面极为光滑,表面能很低,uv体系的固化胶难以牢固粘结,焊带与胶水的拉力较低,影响焊带与电池片粘结的可靠性。传统技术中,为增加焊带与胶水之间的拉力,主要依靠两个方向,第一、降低焊带直径;焊带直径的降低会导致组件rs升高,组件功率降低。第二、增加胶点高度;胶点高度的增加相应地会增加印刷的难度,胶点高度控制难度增加,胶水用量增加导致组件成本升高,且随着胶点高度的增加也会对组件功率造成负面影响。
技术实现思路
1、基于此,有必要提供一种焊带加工处理装置。本实用新型的焊带加工处理装置能够增加焊带表面粗糙度,增加焊带底部与胶水粘结面积,增加焊带与胶水的粘结力,同时可以有效降低胶水厚度,减小成本,且不影响组件功率。
2、本申请一实施例提供了一种焊带加工处理装置。
3、一种焊带加工处理装置,包括支撑组件以及压料组件,所述支撑组件包括支撑平台以及限位件,所述支撑平台具有支撑平面,所述限位件的数量为多个,多个所述限位件连接于所述支撑平面,多个所述限位件之间围成用于容纳焊带的长条形的加工通道,所述加工通道的宽度大于焊带的直径,所述限位件相对于所述支撑平面的高度小于焊带的直径以使得所述加工通道的深度小于焊带的直径,所述压料组件包括压料平台,所述压料平台具有压料平面,所述压料平台能够朝向所述支撑平面运动以压合所述加工通道内的焊带。
4、在其中一些实施例中,多个所述限位件在所述支撑平面上围成多个所述加工通道,多个所述加工通道平行设置。
5、在其中一些实施例中,每个所述加工通道的两侧分别具有多个所述限位件,所述加工通道其中一侧的多个所述限位件分别与所述加工通道另一侧的多个所述限位件一一对应,各个相互对应的两个所述限位件之间的距离均相等。
6、在其中一些实施例中,所述加工通道的宽度较焊带的直径大0.015mm~0.02mm;
7、和/或,所述限位件相对于所述支撑平面的高度较焊带的直径小0.01mm~0.015mm。
8、在其中一些实施例中,所述限位件呈圆柱状结构,所述限位件的轴向垂直于所述支撑平面。
9、在其中一些实施例中,所述支撑平面位于所述加工通道内的部分具有预设纹路。
10、在其中一些实施例中,所述压料组件还包括压料条,所述压料条连接在所述压料平面上,所述压料条突出于所述压料平面,所述压料条的延伸方向与所述加工通道的延伸方向一致以使得所述压料平台压合朝向所述支撑平面压合时,所述压料条与所述加工通道对应。
11、在其中一些实施例中,所述压料条的宽度为1.5mm~2mm。
12、在其中一些实施例中,所述压料组件还包括压料驱动部件,所述压料驱动部件连接于所述压料平台,所述压料驱动部件用于驱动所述压料平台朝向所述支撑平面往复运动。
13、在其中一些实施例中,所述焊带加工处理装置还包括送料组件,所述送料组件用于夹持焊带沿着所述加工通道移动。
14、上述焊带加工处理装置,能够增加焊带表面粗糙度,增加焊带底部与胶水粘结面积,增加焊带与胶水的粘结力,同时可以有效降低胶水厚度,减小成本,且不影响组件功率。具体地,上述的焊带加工处理装置通过设置多个限位件组成的至少一个加工通道,控制焊带进入加工通道内,由于加工通道的深度小于焊带的直径,因此焊带的部分位置处于加工通道的外部,也即焊带的部分位置突出于限位件,此时再控制压料平台朝向所述支撑平面运动以压合加工通道内的焊带,焊带在压料平台的压合下实现部分位置扁平化,一般来说,焊带与支撑平面接触的位置实现扁平化,如此能够实现焊带与胶水的接触面积增大,增加焊带与胶水的拉力,提高焊带与电池片粘结的可靠性,对组件rs影响小,对组件功率影响小,在印刷胶水时,印刷难度小,胶点高度易于控制,降低组件成本。
技术特征:
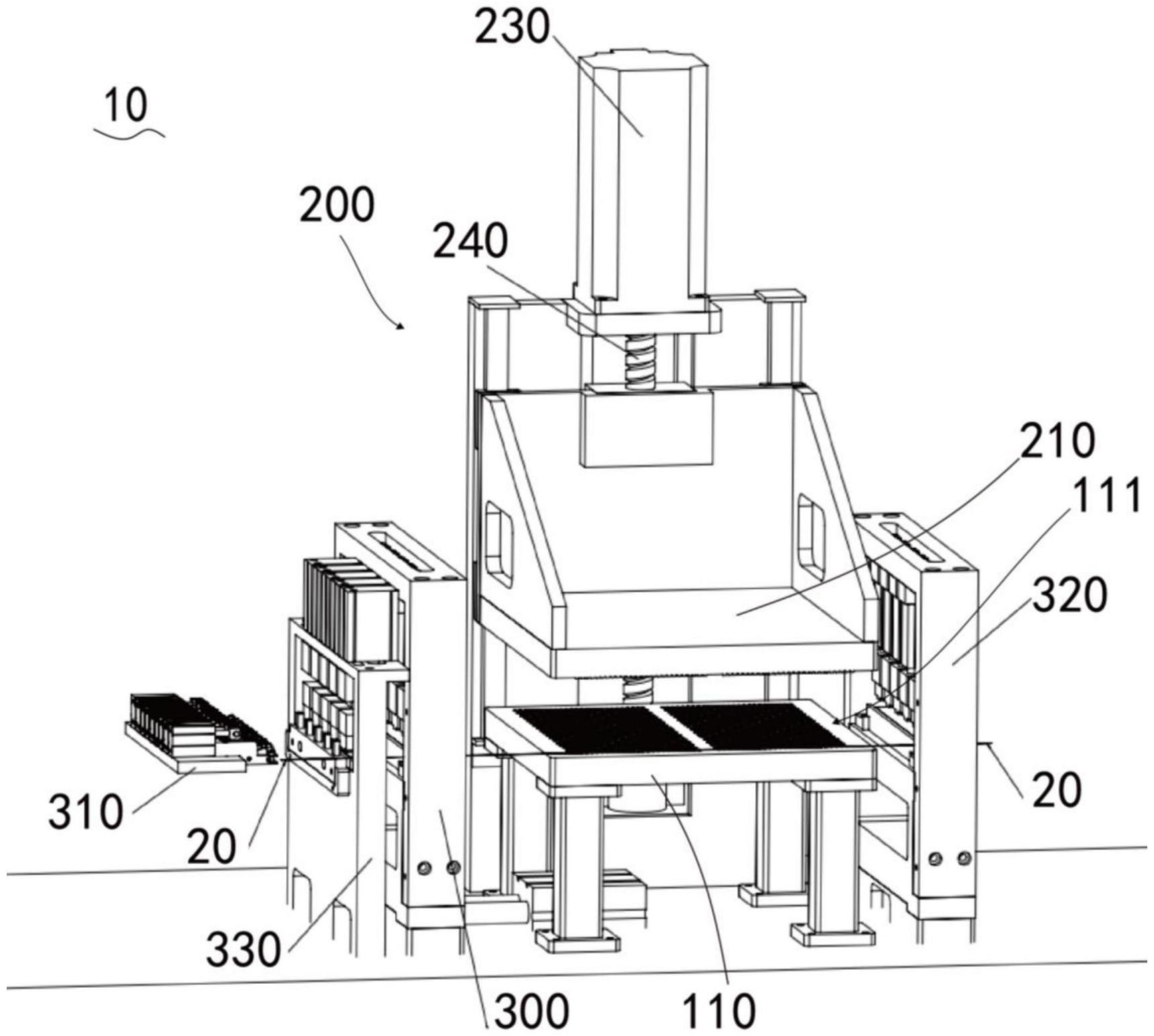
1.一种焊带加工处理装置(10),其特征在于,包括支撑组件以及压料组件(200),所述支撑组件包括支撑平台(100)以及限位件(120),所述支撑平台(100)具有支撑平面(111),所述限位件(120)的数量为多个,多个所述限位件(120)连接于所述支撑平面(111),多个所述限位件(120)之间围成用于容纳焊带(20)的长条形的加工通道(130),所述加工通道(130)的宽度大于焊带(20)的直径,所述限位件(120)相对于所述支撑平面(111)的高度小于焊带(20)的直径以使得所述加工通道(130)的深度小于焊带(20)的直径,所述压料组件(200)包括压料平台(210),所述压料平台(210)具有压料平面(211),所述压料平台(210)能够朝向所述支撑平面(111)运动以压合所述加工通道(130)内的焊带(20)。
2.根据权利要求1所述的焊带加工处理装置(10),其特征在于,多个所述限位件(120)在所述支撑平面(111)上围成多个所述加工通道(130),多个所述加工通道(130)平行设置。
3.根据权利要求1所述的焊带加工处理装置(10),其特征在于,每个所述加工通道(130)的两侧分别具有多个所述限位件(120),所述加工通道(130)其中一侧的多个所述限位件(120)分别与所述加工通道(130)另一侧的多个所述限位件(120)一一对应,各个相互对应的两个所述限位件(120)之间的距离均相等。
4.根据权利要求1~3任意一项所述的焊带加工处理装置(10),其特征在于,所述加工通道(130)的宽度较焊带(20)的直径大0.015mm~0.02mm;
5.根据权利要求1~3任意一项所述的焊带加工处理装置(10),其特征在于,所述限位件(120)呈圆柱状结构,所述限位件(120)的轴向垂直于所述支撑平面(111)。
6.根据权利要求1~3任意一项所述的焊带加工处理装置(10),其特征在于,所述支撑平面(111)位于所述加工通道(130)内的部分具有预设纹路(112)。
7.根据权利要求1~3任意一项所述的焊带加工处理装置(10),其特征在于,所述压料组件(200)还包括压料条(220),所述压料条(220)连接在所述压料平面(211)上,所述压料条(220)突出于所述压料平面(211),所述压料条(220)的延伸方向与所述加工通道(130)的延伸方向一致以使得所述压料平台(210)压合朝向所述支撑平面(111)压合时,所述压料条(220)与所述加工通道(130)对应。
8.根据权利要求7所述的焊带加工处理装置(10),其特征在于,所述压料条(220)的宽度为1.5mm~2mm。
9.根据权利要求1~3、8任意一项所述的焊带加工处理装置(10),其特征在于,所述压料组件(200)还包括压料驱动部件(230),所述压料驱动部件(230)连接于所述压料平台(210),所述压料驱动部件(230)用于驱动所述压料平台(210)朝向所述支撑平面(111)往复运动。
10.根据权利要求1~3、8任意一项所述的焊带加工处理装置(10),其特征在于,所述焊带加工处理装置(10)还包括送料组件(300),所述送料组件(300)用于夹持焊带(20)沿着所述加工通道(130)移动。
技术总结
本技术公开了一种焊带加工处理装置,其包括支撑组件以及压料组件,支撑组件包括支撑平台以及限位件,支撑平台具有支撑平面,限位件的数量为多个,多个限位件连接于支撑平面,多个限位件之间围成用于容纳焊带的长条形的加工通道,加工通道的宽度大于焊带的直径,限位件相对于支撑平面的高度小于焊带的直径以使得加工通道的深度小于焊带的直径,压料组件包括压料平台,压料平台具有压料平面,压料平台能够朝向支撑平面运动以压合加工通道内的焊带。上述的焊带加工处理装置能够增加焊带表面粗糙度,增加焊带底部与胶水粘结面积,增加焊带与胶水的粘结力,同时可以有效降低胶水厚度,减小成本,且不影响组件功率。
技术研发人员:王天奇,夏正月,申海平,彭松
受保护的技术使用者:通威太阳能(成都)有限公司
技术研发日:20230628
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!