一种便于超声波焊接的圆柱电池结构的制作方法
本技术涉及圆柱电池焊接的,特别涉及一种便于超声波焊接的圆柱电池结构。
背景技术:
1、圆柱电池是一种容量高、寿命长的电池。在圆柱电池的单端封口工艺的自动化生产过程中,其中的一个工艺步骤为:将电芯组件中的正极耳与正极集流盘焊接在一起,负极耳与负极集流盘焊接在一起;并将焊接完成的电芯组件放入到金属外壳中;其中,所述正极集流盘与正极柱相焊接,所述负极集流盘与金属外壳相焊接,最后密封形成圆柱电池。
2、在上述工艺步骤中,需要用到多次焊接,在现有技术中,一般使用激光焊接对圆柱电池进行焊接固定,但是激光焊接需要垂直照射焊接,同时焊接过程需要大量辅助,使得激光束对准冲击的焊点,对于隐蔽部位或者内凹部位,激光焊接无法垂直照射焊接,稳定性无法保障;同时由于激光焊接成本较高,对于小批量产品不够经济,所以开发一种便于超声波焊接的圆柱电池结构是非常有必要的。
技术实现思路
1、本实用新型的目的在于克服现有技术中电池焊接部位隐蔽以及焊接成本较高的缺陷,提供一种便于超声波焊接的圆柱电池结构,使得可以对隐蔽部位进行焊接,同时焊接效果稳定可靠,还能降低焊接成本,从而降低圆柱电池的生产成本。
2、为实现上述目的,本实用新型提供了一种便于超声波焊接的圆柱电池结构,包括金属外壳,所述金属外壳包括上盖和圆柱形的侧面,所述上盖设有第一通孔,所述上盖和侧面形成容纳腔;所述容纳腔内部装设有电芯组件,所述电芯组件包括卷绕设置的卷芯,所述卷芯中部设有第二通孔;所述电芯组件还包括装设在一端的正极集流盘以及装设在另一端的负极集流盘;所述负极集流盘上设有第三通孔,所述正极集流盘与正极柱通过超声波焊接机焊接在一起,所述负极集流盘与金属外壳也通过超声波焊接机焊接在一起;所述超声波焊接机中的焊接杆穿过第三通孔以及第二通孔将正极集流盘与正极柱焊接在一起;所述超声波焊接机中的焊接头伸入到金属外壳内部将负极集流盘与金属外壳焊接在一起。
3、作为优选的,所述卷芯包括正极片、负极片和隔离件,所述正极片、负极片和隔离件层叠设置并卷绕设置,所述隔离件设在正极片和负极片之间。
4、作为优选的,所述正极片上连接有正极耳,所述正极耳与正极集流盘焊接在一起,所述负极片上连接有负极耳,所述负极耳与负极集流盘焊接在一起。
5、作为优选的,所述卷芯、正极集流盘以及负极集流盘都为圆柱形,直径大小相等;所述卷芯、正极集流盘以及负极集流盘都装设在容纳腔内部;所述负极集流盘的横截面为u型,包括集流体圆盘和垂直的圆形连接边缘,所述第三通孔设置在集流体圆盘中央,所述圆形连接边缘与金属外壳焊接在一起。
6、作为优选的,所述正极柱为圆柱体,所述第一通孔内部容纳有正极柱,所述正极柱从第一通孔伸出,所述正极柱的直径小于第一通孔的直径。
7、作为优选的,所述第三通孔和第二通孔的直径相等。
8、作为优选的,所述正极柱放置在底部支撑治具上,所述底部支撑治具侧边设置有用于定位金属外壳的侧边定位治具;所述超声波焊接机中的焊接杆的直径小于第三通孔和第二通孔的直径。
9、作为优选的,所述金属外壳底部装设有底部限位治具,所述底部限位治具将金属外壳进行固定,所述超声波焊接机中的焊接头与金属外壳相对旋转,所述超声波焊接机中的焊接头装设在圆形连接边缘上表面,所述超声波焊接机中的焊接头伸入到金属外壳内部将圆形连接边缘与金属外壳焊接在一起。
10、作为优选的,所述底部限位治具设有圆弧形的容置凹槽,所述容置凹槽内部装设有若干用于将金属外壳进行吸附固定的磁铁,所述底部限位治具末端还设有限位凸起。
11、作为优选的,所述正极柱与金属外壳之间装设有绝缘件。
12、与现有技术相比,本实用新型的有益效果在于:
13、本实用新型所述卷芯采用卷绕设置,中部设有第二通孔,并在所述负极集流盘上设有第三通孔,调节超声波焊接机中的焊接杆的大小,使得所述超声波焊接机中的焊接杆穿过第三通孔以及第二通孔将正极集流盘与正极柱焊接在一起;同时,所述超声波焊接机中的焊接头伸入到金属外壳内部将负极集流盘与金属外壳焊接在一起,使得可以对正极集流盘与负极集流盘的隐蔽部位进行焊接,同时焊接效果稳定可靠,采用超声波焊接还能降低焊接成本,从而降低圆柱电池的生产成本。
技术特征:
1.一种便于超声波焊接的圆柱电池结构,其特征在于:包括金属外壳(1),所述金属外壳(1)包括上盖(11)和圆柱形的侧面(12),所述上盖(11)设有第一通孔(13),所述上盖(11)和侧面(12)形成容纳腔(14);所述容纳腔(14)内部装设有电芯组件(2),所述电芯组件(2)包括卷绕设置的卷芯(29),所述卷芯(29)中部设有第二通孔(21);所述电芯组件(2)还包括装设在一端的正极集流盘(22)以及装设在另一端的负极集流盘(23);所述负极集流盘(23)上设有第三通孔(24),所述正极集流盘(22)与正极柱(4)通过超声波焊接机焊接在一起,所述负极集流盘(23)与金属外壳(1)也通过超声波焊接机焊接在一起;所述超声波焊接机中的焊接杆(31)穿过第三通孔(24)以及第二通孔(21)将正极集流盘(22)与正极柱(4)焊接在一起;所述超声波焊接机中的焊接头(32)伸入到金属外壳(1)内部将负极集流盘(23)与金属外壳(1)焊接在一起。
2.根据权利要求1所述的一种便于超声波焊接的圆柱电池结构,其特征在于:所述卷芯(29)包括正极片、负极片和隔离件,所述正极片、负极片和隔离件层叠设置并卷绕设置,所述隔离件设在正极片和负极片之间。
3.根据权利要求2所述的一种便于超声波焊接的圆柱电池结构,其特征在于:所述正极片上连接有正极耳,所述正极耳与正极集流盘(22)焊接在一起,所述负极片上连接有负极耳,所述负极耳与负极集流盘(23)焊接在一起。
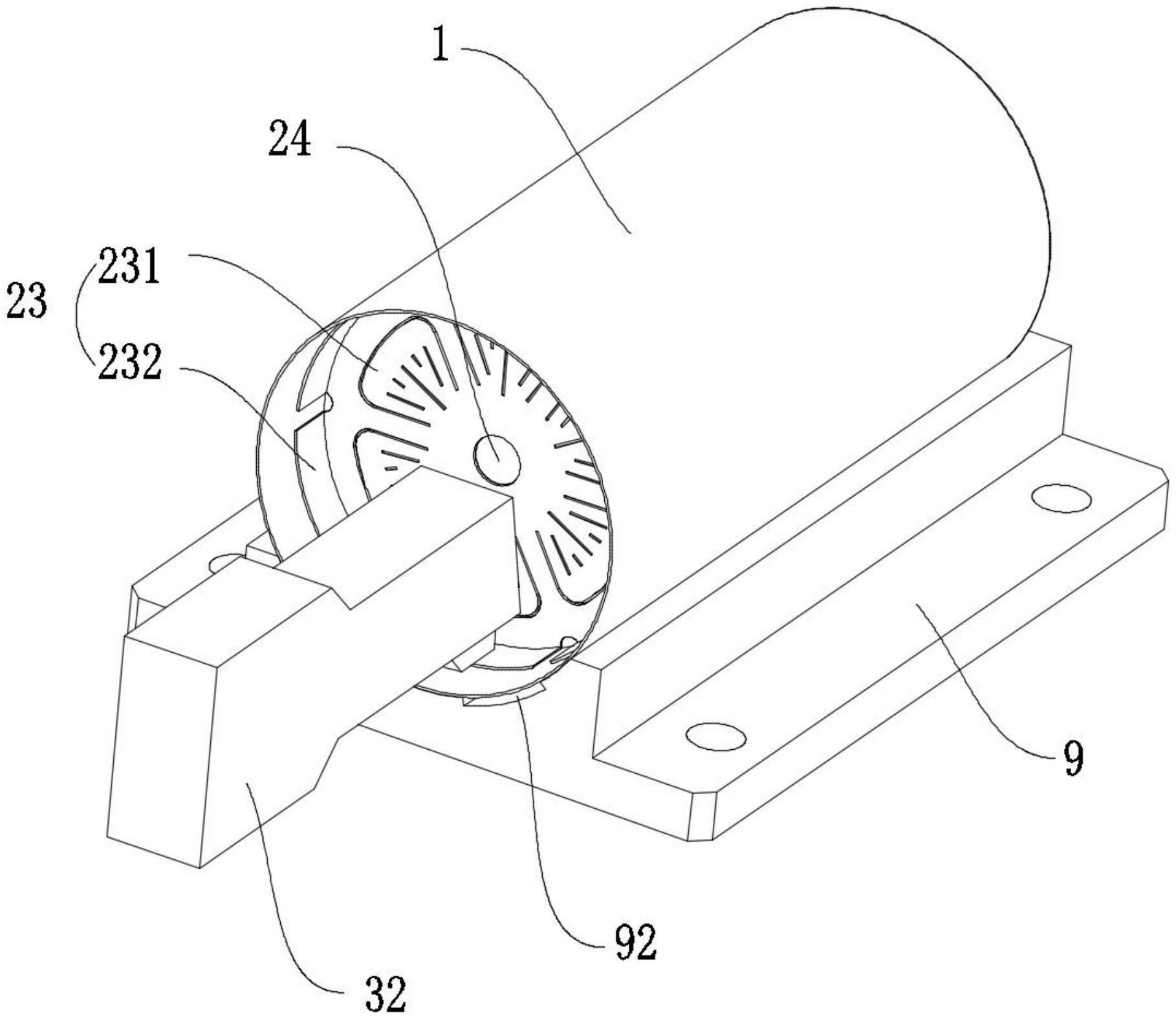
4.根据权利要求1所述的一种便于超声波焊接的圆柱电池结构,其特征在于:所述卷芯(29)、正极集流盘(22)以及负极集流盘(23)都为圆柱形,直径大小相等;所述卷芯(29)、正极集流盘(22)以及负极集流盘(23)都装设在容纳腔(14)内部;所述负极集流盘(23)的横截面为u型,包括集流体圆盘(231)和垂直的圆形连接边缘(232),所述第三通孔(24)设置在集流体圆盘(231)中央,所述圆形连接边缘(232)与金属外壳(1)焊接在一起。
5.根据权利要求1所述的一种便于超声波焊接的圆柱电池结构,其特征在于:所述正极柱(4)为圆柱体,所述第一通孔(13)内部容纳有正极柱(4),所述正极柱(4)从第一通孔(13)伸出,所述正极柱(4)的直径小于第一通孔(13)的直径。
6.根据权利要求1所述的一种便于超声波焊接的圆柱电池结构,其特征在于:所述第三通孔(24)和第二通孔(21)的直径相等。
7.根据权利要求6所述的一种便于超声波焊接的圆柱电池结构,其特征在于:所述正极柱(4)放置在底部支撑治具上,所述底部支撑治具侧边设置有用于定位金属外壳(1)的侧边定位治具;所述超声波焊接机中的焊接杆(31)的直径小于第三通孔(24)和第二通孔(21)的直径。
8.根据权利要求4所述的一种便于超声波焊接的圆柱电池结构,其特征在于:所述金属外壳(1)底部装设有底部限位治具(9),所述底部限位治具(9)将金属外壳(1)进行固定,所述超声波焊接机中的焊接头(32)与金属外壳(1)相对旋转,所述超声波焊接机中的焊接头(32)装设在圆形连接边缘(232)上表面,所述超声波焊接机中的焊接头(32)伸入到金属外壳(1)内部将圆形连接边缘(232)与金属外壳(1)焊接在一起。
9.根据权利要求8所述的一种便于超声波焊接的圆柱电池结构,其特征在于:所述底部限位治具(9)设有圆弧形的容置凹槽(91),所述容置凹槽(91)内部装设有若干用于将金属外壳(1)进行吸附固定的磁铁(92),所述底部限位治具(9)末端还设有限位凸起(93)。
10.根据权利要求1所述的一种便于超声波焊接的圆柱电池结构,其特征在于:所述正极柱(4)与金属外壳(1)之间装设有绝缘件。
技术总结
本技术公开了一种便于超声波焊接的圆柱电池结构,包括金属外壳,所述金属外壳包括上盖和圆柱形的侧面,所述上盖设有第一通孔,所述上盖和侧面形成容纳腔;所述容纳腔内部装设有电芯组件,所述电芯组件包括卷绕设置的卷芯,所述卷芯中部设有第二通孔;所述电芯组件还包括装设在一端的正极集流盘以及装设在另一端的负极集流盘;所述负极集流盘上设有第三通孔,所述超声波焊接机中的焊接杆穿过第三通孔以及第二通孔将正极集流盘与正极柱焊接在一起;所述超声波焊接机中的焊接头伸入到金属外壳内部将负极集流盘与金属外壳焊接在一起,本技术可以对隐蔽部位进行焊接,同时焊接效果稳定可靠,还能降低焊接成本,从而降低圆柱电池的生产成本。
技术研发人员:李国良,陈志君,李海,祖向军,荣青
受保护的技术使用者:天永锂电科技(东莞)有限公司
技术研发日:20230630
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!