一种磁芯压实成型装置的制作方法
本技术涉及磁芯成型设备,尤其是涉及一种磁芯压实成型装置。
背景技术:
1、磁芯烧结之前需要经过压实成型,压出所需要的形状与尺寸,然后再进行烧结。现有磁芯的成型大多是采用液压一次成型,一次成型存在压不实的情况,从而影响磁芯的烧结质量。针对现有技术中的问题,现有的中国实用新型专利提出了一种镍锌铁氧体磁芯压实成型装置,专利公开号为cn214672205u,通过驱动电机带动下压曲块进行转动,下压曲块转动从而挤压支撑柱上下往复移动,挤压支撑柱带动定型压块对成型材料进行反复压实。上述方案虽然能实现反复挤压的作用,但是定位柱杆上下移动的过程中也会与定位板会发生相对转动,定位柱杆转动会带动定型压块进行转动,定型压块相对于磁芯成型材料进行转动,从而会影响磁芯表面的成型质量。针对现有技术中的问题,我们提出一种磁芯压实成型装置。
技术实现思路
1、本实用新型针对上述现有技术中的问题,提供一种磁芯压实成型装置,通过以下技术方案得以实现的:
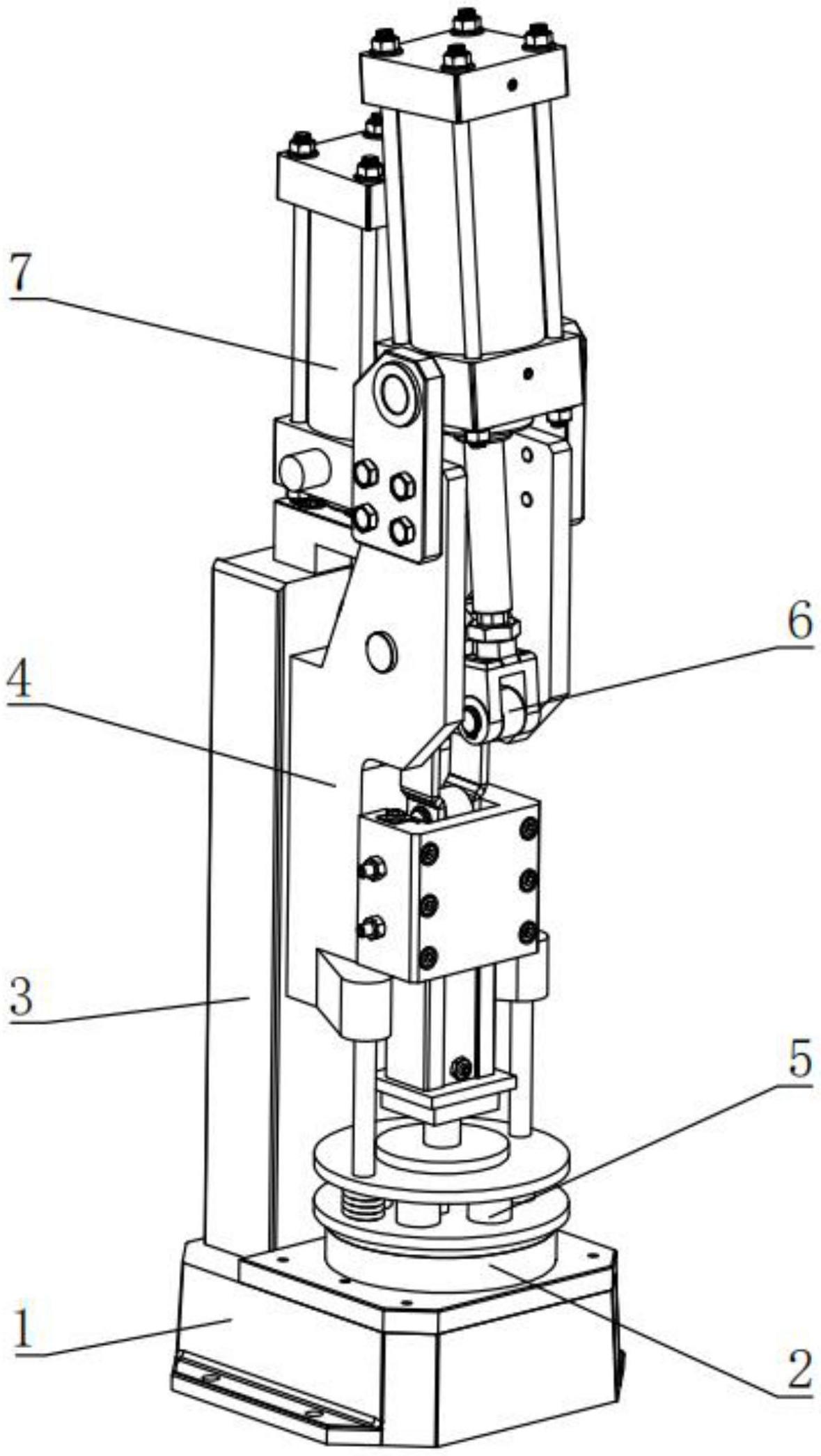
2、一种磁芯压实成型装置,包括工作台,所述工作台上端面固定连接有成型下模和支撑杆,所述支撑杆上滑移连接有支撑座,所述支撑座下端设置有成型上模,所述支撑座远离支撑杆的侧壁上设置有挤压组件,所述支撑杆的上端面固定连接有预压气缸,所述预压气缸的活塞杆与支撑座固定连接。
3、本实用新型进一步设置为:所述成型下模包括底座和顶板,所述底座固定连接于工作台的上端面,所述底座的上端面开设有凹槽,所述凹槽内固定连接有成型柱和第一弹簧,所述第一弹簧套设于成型柱上,所述第一弹簧的上端与顶板的下端面固定连接,所述底座的上端面固定连接有第一导柱,所述顶板与第一导柱滑移连接,所述顶板开设有供成型柱穿过的通孔,所述第一导柱的高度大于成型柱的高度。
4、本实用新型进一步设置为:所述成型上模包括预压板,所述预压板开设有成型孔和导向孔,所述成型孔与成型柱同轴设置,所述导向孔与第一导柱同轴设置且与第一导柱滑移连接,所述预压板的上端面固定连接有第二导柱,所述第二导柱上端面固定连接于支撑座的下端,所述第二导柱上滑移连接有挤压板,所述挤压板下端面固定连接有挤压柱,所述挤压柱与成型柱同轴设置,所述第二导柱上套设有第二弹簧,所述第二弹簧设置于预压板和挤压板之间。
5、本实用新型进一步设置为:所述挤压组件包括挤压气缸、冲杆和冲头,所述挤压气缸的缸体铰接于支撑座的上端,所述冲杆与支撑座滑移连接,所述冲杆上端铰接有连杆,所述支撑座上铰接有曲杆,所述曲杆呈l型,所述连杆与曲杆的一端铰接,所述曲杆的另一端与挤压气缸的活塞杆铰接,所述冲头固定连接于冲杆的下端。
6、本实用新型进一步设置为:所述成型柱、成型孔和挤压柱均设置有六组。
7、综上所述,本实用新型的有益技术效果为:
8、成型时,预压气缸的活塞杆推动成型上模与成型下模扣合,成型所需要的材料填充于模具中,挤压组件对成型材料压实成型,挤压组件可以根据成型的需求,调整挤压的次数,挤压成型过程中,挤压组件与成型模具分离,从而避免现有技术中定位杆上下移动过程中相对于定位板发生转动,从而影响磁芯的成型质量。
技术特征:
1.一种磁芯压实成型装置,其特征在于,包括工作台(1),所述工作台(1)上端面固定连接有成型下模(2)和支撑杆(3),所述支撑杆(3)上滑移连接有支撑座(4),所述支撑座(4)下端设置有成型上模(5),所述支撑座(4)远离支撑杆(3)的侧壁上设置有挤压组件(6),所述支撑杆(3)的上端面固定连接有预压气缸(7),所述预压气缸(7)的活塞杆与支撑座(4)固定连接。
2.根据权利要求1所述的一种磁芯压实成型装置,其特征在于,所述成型下模(2)包括底座(21)和顶板(22),所述底座(21)固定连接于工作台(1)的上端面,所述底座(21)的上端面开设有凹槽(23),所述凹槽(23)内固定连接有成型柱(24)和第一弹簧(25),所述第一弹簧(25)套设于成型柱(24)上,所述第一弹簧(25)的上端与顶板(22)的下端面固定连接,所述底座(21)的上端面固定连接有第一导柱(26),所述顶板(22)与第一导柱(26)滑移连接,所述顶板(22)开设有供成型柱(24)穿过的通孔(27),所述第一导柱(26)的高度大于成型柱(24)的高度。
3.根据权利要求2所述的一种磁芯压实成型装置,其特征在于,所述成型上模(5)包括预压板(51),所述预压板(51)开设有成型孔(52)和导向孔(53),所述成型孔(52)与成型柱(24)同轴设置,所述导向孔(53)与第一导柱(26)同轴设置且与第一导柱(26)滑移连接,所述预压板(51)的上端面固定连接有第二导柱(54),所述第二导柱(54)上端面固定连接于支撑座(4)的下端,所述第二导柱(54)上滑移连接有挤压板(55),所述挤压板(55)下端面固定连接有挤压柱(56),所述挤压柱(56)与成型柱(24)同轴设置,所述第二导柱(54)上套设有第二弹簧(57),所述第二弹簧(57)设置于预压板(51)和挤压板(55)之间。
4.根据权利要求3所述的一种磁芯压实成型装置,其特征在于,所述挤压组件(6)包括挤压气缸(61)、冲杆(62)和冲头(63),所述挤压气缸(61)的缸体铰接于支撑座(4)的上端,所述冲杆(62)与支撑座(4)滑移连接,所述冲杆(62)上端铰接有连杆(64),所述支撑座(4)上铰接有曲杆(65),所述曲杆(65)呈l型,所述连杆(64)与曲杆(65)的一端铰接,所述曲杆(65)的另一端与挤压气缸(61)的活塞杆铰接,所述冲头(63)固定连接于冲杆(62)的下端。
5.根据权利要求4所述的一种磁芯压实成型装置,其特征在于,所述成型柱(24)、成型孔(52)和挤压柱(56)均设置有六组。
技术总结
本技术涉及一种磁芯压实成型装置,属于磁芯成型设备技术领域,包括工作台,工作台上端面固定连接有成型下模和支撑杆,支撑杆上滑移连接有支撑座,支撑座下端设置有成型上模,支撑座远离支撑杆的侧壁上设置有挤压组件,支撑杆的上端面固定连接有预压气缸,预压气缸的活塞杆与支撑座固定连接。成型时,预压气缸的活塞杆推动成型上模与成型下模扣合,成型所需要的材料填充于模具中,挤压组件对成型材料压实成型,挤压组件可以根据成型的需求,调整挤压的次数,挤压成型过程中,挤压组件与成型模具分离,从而避免现有技术中定位杆上下移动过程中相对于定位板发生转动,从而影响磁芯的成型质量。
技术研发人员:郑杰,梁凯,渐蒙蒙
受保护的技术使用者:山东正天电子科技股份有限公司
技术研发日:20230705
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!