一种极片自动堆叠装置的制作方法
本技术属于锂电池制备,具体涉及一种极片自动堆叠装置。
背景技术:
1、锂电池的生产制造过程中具有对电池极片进行叠片的叠片工艺,其需要将正极片和正极片依次堆叠布置以形成电池电芯片。
2、传统的锂电池叠片机采用单工位叠片机,其单次仅能吸取单片极片进行放置堆叠,然后再吸取另一极性的极片堆叠。而在电池极片进行堆叠时,还需要对极片的表面进行检测。现有的极片检测主要在纠偏工位处先进行正面缺陷检测,然后在纠偏工位与叠片工位处设置线扫机构进行背面缺陷检测。
3、上述检测方式无法对双面缺陷进行同时检测,并需要配合其他结构对背面进行缺陷检测,这些结构会影响正负极片的叠料效率。
技术实现思路
1、针对现有技术的以上缺陷或改进需求中的一种或者多种,本实用新型提供了一种极片自动堆叠装置,用以解决现有极片检测堆叠效率低下的问题。
2、为实现上述目的,本实用新型提供一种极片自动堆叠装置,包括:
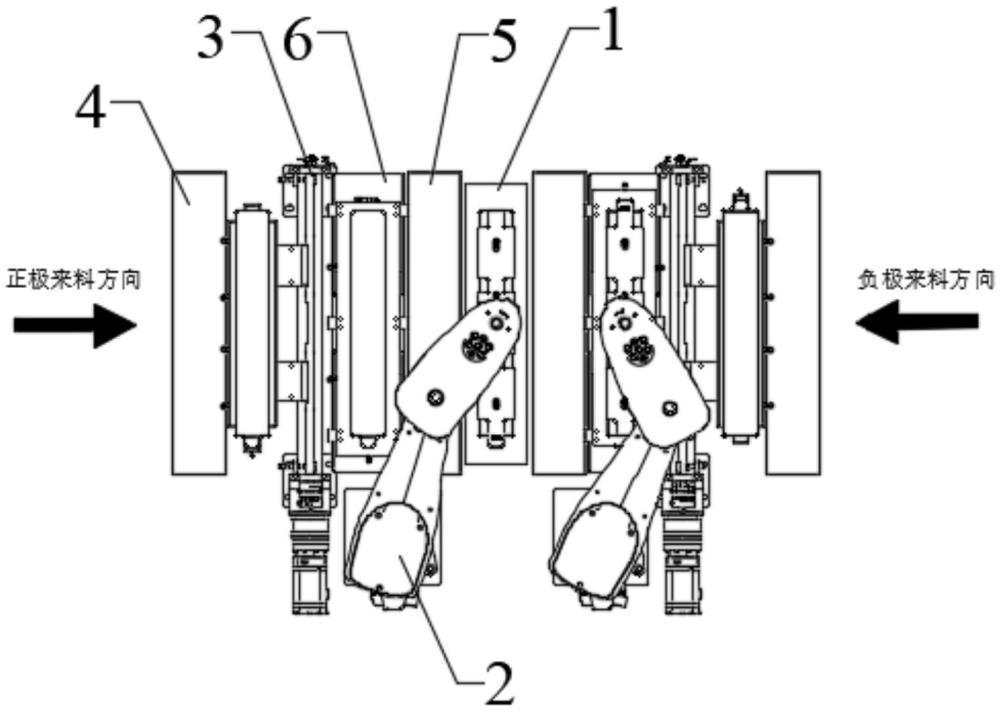
3、叠料台,所述叠料台两侧分别设有第一叠料组件和第二叠料组件,所述第一叠料组件和所述第二叠料组件结构相同;
4、所述第一叠料组件和所述第二叠料组件均包括沿背离所述叠料台方向依次布置的搬运机构、检测机构和翻转机构;
5、所述搬运机构被配置为将所述翻转机构翻转后的极片旋转纠偏并搬运至所述叠料台,所述检测机构被配置为对所述极片的第一表面和第二表面进行检测,所述翻转机构被配置为对所述极片翻转,以使得所述极片的第一表面和第二表面朝向所述检测机构的识别检测方向。
6、作为本实用新型的进一步改进,还包括有运输台面,所述运输台面设于所述翻转机构与所述搬运机构之间,所述运输台面用于承接所述翻转机构翻转后极片。
7、作为本实用新型的进一步改进,还包括有第一回收机构和第二回收机构,所述第一回收机构设于所述翻转机构背离所述搬运机构一侧,所述第二回收机构设于所述运输台面与所述搬运机构之间。
8、作为本实用新型的进一步改进,所述翻转机构包括有驱动机构,所述驱动机构的驱动端连接有转动轴,所述转动轴上连接有翻转板,所述翻转板的翻转方向朝向所述运输台面和所述第一回收机构,且所述翻转板的翻转轨迹与所述运输台面和所述第一回收机构沿竖向至少部分重合。
9、作为本实用新型的进一步改进,所述翻转板上设有至少一个负压吸附孔,所述负压吸附孔连接有抽压装置。
10、作为本实用新型的进一步改进,所述搬运机构包括三轴机械臂,所述三轴机械臂包括有第一摆动部、第二摆动部和第三旋转部;
11、所述第一摆动部与所述第二摆动部的一端相连,所述第二摆动部的另一端与所述第三旋转部相连,所述第三旋转部被配置为可沿所述第二摆动部与所述第三旋转部连接端旋转,且所述第三旋转部可沿竖向升降。
12、作为本实用新型的进一步改进,所述检测机构包括第一识别组件和第二识别组件,所述第一识别组件设于所述翻转机构上方,所述第二识别组件设于所述运输台面上方。
13、作为本实用新型的进一步改进,还包括第三识别组件,所述第三识别组件设于所述叠料台上方。
14、上述改进技术特征只要彼此之间未构成冲突就可以相互组合。
15、总体而言,通过本实用新型所构思的以上技术方案与现有技术相比,具有的有益效果包括:
16、(1)本实用新型的极片自动堆叠装置,其通过翻转机构完成对极片的翻转,便于检测机构直接检测到极片的第一表面和第二表面的缺陷情况,实现极片缺陷的快速检测;同时,并利用搬运机构对极片的搬运过程中实现对极片的纠偏,实现极片的快速纠偏堆叠;再通过在叠料台的两侧对称设置第一叠料组件和第二叠料组件,实现正极片和负极片的交错堆叠,大幅提高极片的检测和堆叠效率。
17、(2)本实用新型的极片自动堆叠装置,其通过设置运输台面,利用运输台面承接翻转后的极片,避免了极片翻转后翻转机构遮挡极片的问题,便于检测机构快速准确识别极片第一表面和第二表面的缺陷,提高极片缺陷检测的精准度。
18、(3)本实用新型的极片自动堆叠装置,其通过驱动机构带动转动轴转动,并通过转动轴带动翻转板翻转,实现放置在该翻转板上极片的翻转;并通过在翻转板上开设负压吸附孔,使得极片可稳定吸附在翻转板上,方便翻转板的稳定翻转;同时,通过配合负压吸附孔,使得翻转板上第一表面缺陷检测不合格的极片可快速落入第一回收机构,以及第一表面缺陷检测合格的极片稳定放置到运输台面上。
19、(4)本实用新型的极片自动堆叠装置,其通过设置三轴机械臂来对极片进行转运和纠偏,利用第一摆动部实现运输台面与堆叠台面的快速转运,利用第二摆动部实现极片中心和堆叠台面处极片堆叠中心的准确定位,并通过第三旋转部实现极片角度的快速旋转纠偏以及升降堆叠,实现极片的搬运堆叠与纠偏的同时进行,大幅提高极片的堆叠效率。
技术特征:
1.一种极片自动堆叠装置,其特征在于,包括:
2.根据权利要求1所述的极片自动堆叠装置,其特征在于,还包括有运输台面,所述运输台面设于所述翻转机构与所述搬运机构之间,所述运输台面用于承接所述翻转机构翻转后极片。
3.根据权利要求2所述的极片自动堆叠装置,其特征在于,还包括有第一回收机构和第二回收机构,所述第一回收机构设于所述翻转机构背离所述搬运机构一侧,所述第二回收机构设于所述运输台面与所述搬运机构之间。
4.根据权利要求3所述的极片自动堆叠装置,其特征在于,所述翻转机构包括有驱动机构,所述驱动机构的驱动端连接有转动轴,所述转动轴上连接有翻转板,所述翻转板的翻转方向朝向所述运输台面和所述第一回收机构,且所述翻转板的翻转轨迹与所述运输台面和所述第一回收机构沿竖向至少部分重合。
5.根据权利要求4所述的极片自动堆叠装置,其特征在于,所述翻转板上设有至少一个负压吸附孔,所述负压吸附孔连接有抽压装置。
6.根据权利要求1所述的极片自动堆叠装置,其特征在于,所述搬运机构包括三轴机械臂,所述三轴机械臂包括有第一摆动部、第二摆动部和第三旋转部;
7.根据权利要求2所述的极片自动堆叠装置,其特征在于,所述检测机构包括第一识别组件和第二识别组件,所述第一识别组件设于所述翻转机构上方,所述第二识别组件设于所述运输台面上方。
8.根据权利要求1所述的极片自动堆叠装置,其特征在于,还包括第三识别组件,所述第三识别组件设于所述叠料台上方。
技术总结
本技术公开了一种极片自动堆叠装置,属于锂电池制备技术领域,包括叠料台,该叠料台的两侧分别设置有第一叠料组件和第二叠料组件,并且上述第一叠料组件和第二叠料组件的结构相同;该第一叠料组件和第二叠料组件均包括沿背离叠料台方向依次布置的搬运机构、检测机构和翻转机构。本技术的极片自动堆叠装置,其通过翻转机构完成对极片的翻转,便于检测机构直接检测到极片的第一表面和第二表面的缺陷情况,实现极片缺陷的快速检测;并利用搬运机构对极片的搬运过程中实现对极片的纠偏,实现极片的快速纠偏堆叠;再通过在叠料台的两侧对称设置第一叠料组件和第二叠料组件,实现正极片和负极片的交错堆叠,大幅提高极片的检测和堆叠效率。
技术研发人员:孙凯,袁珩
受保护的技术使用者:常州精测新能源技术有限公司
技术研发日:20230710
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!