一种网线水晶头自动组装机的制作方法
本技术涉及网线生产设备领域,具体涉及一种网线水晶头自动组装机。
背景技术:
1、传统用于网线组装水晶头的方式是人工拿着网线和水晶头进行穿铆铆接,这种方式生产效率非常低,现在已经逐步被淘汰了,现在市场上普遍用网线水晶头穿铆机或水晶头自动穿压机来实现水晶头与网线穿线组装,如中国专利为zl202010840561.8就公开了一种水晶头自动穿压机,此机器主要由操作台、第一模组、送线机构、摆线机构、理直剪齐机构、水晶头排序定向供料机构、线序线位定向机构、水晶头压接机构、插线取线机构等组成,此设备能基本满足组装网线的功能,但结构布局设计不合理不方便加工,有待进一步增强,而且其中的摆线机构、水晶头压接机构、插线取线机构功能并不齐全。
技术实现思路
1、针对现有技术存在上述缺陷,本实用新型提供了一种全新结构的网线水晶头自动组装机,具体技术方案如下:
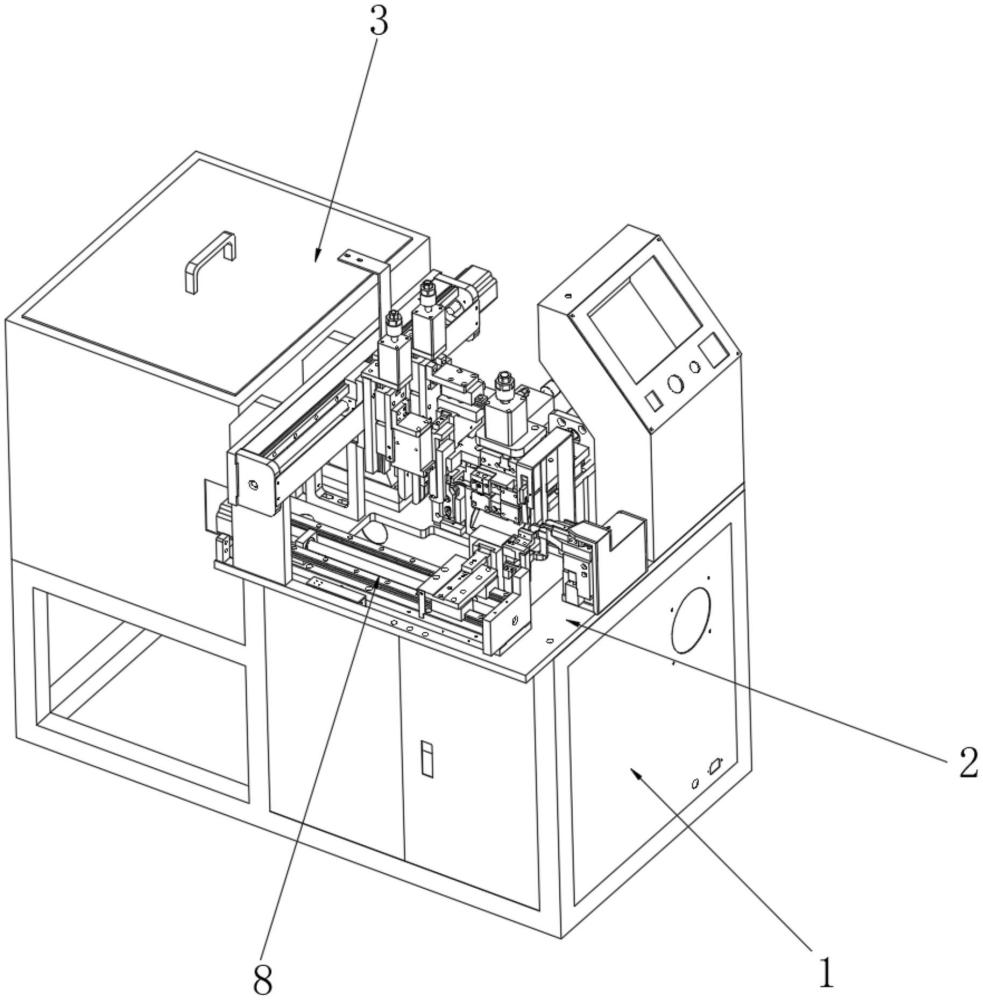
2、一种网线水晶头自动组装机,包括设备主体、工作台、水晶头送料机构、摆线理线装置、热压装置、铆压装置、插线卸料装置和左右送线机构,设备主体上方安装工作台,工作台上方一侧安装水晶头送料机构,摆线理线装置、热压装置、铆压装置、插线卸料装置依次排列,左右送线机构位于前方,网线初始位于摆线理线装置,左右送线机构驱动摆线理线装置中的网线移动到热压装置,插线卸料装置驱动左右送线机构中的网线插入铆压装置,插线卸料装置驱动铆接完水晶头的网线移出工作台卸料。
3、作为本实用新型的一种优选方案,所述摆线理线装置包括支撑座、夹内线刀具、夹外皮刀具、第一开合机构、第二开合机构和第一移动机构,支撑座上方安装夹内线刀具,支撑座前方安装夹外皮刀具,夹外皮刀具位于夹内线刀具前方,第一开合机构驱动夹内线刀具开合动作实现松开或夹紧内线,第二开合机构驱动夹外皮刀具开合动作实现松开或夹紧外皮,第一移动机构驱动夹外皮刀具前后移动。
4、作为本实用新型的一种优选方案,所述夹内线刀具包括上夹内线刀和下夹内线刀,上夹内线刀与下夹内线刀相对设置,上夹内线刀、下夹内线刀的刀刃口为平面,夹外皮刀具包括定位刀和夹紧刀,定位刀一端设有定位槽,定位槽侧方开口,夹紧刀位于定位刀上方,定位刀设有与夹紧刀位置相对应的避位槽,夹紧刀的刀刃口为喇叭口。
5、作为本实用新型的一种优选方案,所述热压装置包括前后移动气缸、前后移动座、上热压气缸、上刀座、上切平刀、上热压刀、下热压气缸、下刀座、下切平刀、下热压刀,前后移动气缸驱动前后移动座前后移动,前后移动座上方安装上热压气缸,上热压气缸驱动上刀座升降,上刀座下方安装相隔开的上切平刀、上热压刀,上热压刀内部装有发热元件,前后移动座下方安装下热压气缸,下热压气缸驱动下刀座升降,下刀座下方安装相隔开的下切平刀、下热压刀,下热压刀内部装有发热元件,上切平刀、上热压刀分别与下切平刀、下热压刀的位置相对应。
6、作为本实用新型的一种优选方案,所述铆压装置包括压接机构、固定座、安装板、限位块、送料杆、推料杆、第二移动机构和第三移动机构,压接机构上方安装固定座、安装板,固定座在前而安装板在后,固定座上方安装限位块,送料杆、推料杆前端伸入固定座与限位块之间,送料杆前端设有水晶头定位槽,安装板上方安装第二移动机构,第二移动机构驱动送料杆前后移动从而使水晶头定位槽伸出或伸入固定座内,第三移动机构驱动推料杆前后移动,推料杆推动水晶头定位槽内的水晶头前移,压接机构从下往上铆接水晶头、网线时;限位块顶住水晶头。
7、作为本实用新型的一种优选方案,所述固定座内从外向内依次设有对接槽、过渡槽,直振器的出料端搭接在对接槽,过渡槽对着水晶头定位槽,水晶头定位槽单边开口。
8、作为本实用新型的一种优选方案,所述插线卸料装置包括直线模组、移动板、前升降机构、前夹线机构、后升降机构和后夹线机构,直线模组驱动移动板前后移动,移动板侧方安装前升降机构、后升降机构,前升降机构驱动前夹线机构升降移动,后升降机构驱动后夹线机构升降移动,前夹线机构位于后夹线机构的前方,前夹线机构用于夹住网线前端,后夹线机构用于夹住网线后端。
9、作为本实用新型的一种优选方案,所述前夹线机构包括前气动手指和前夹头,前气动手指竖向设置,前气动手指驱动两个前夹头左右开合实现松开或夹紧网线,前夹头的内侧面为平面,前夹线机构包括前气动手指和前夹头,前气动手指竖向设置,前气动手指驱动两个前夹头左右开合实现松开或夹紧网线,前夹头的内侧面为平面。
10、作为本实用新型的一种优选方案,所述左右送线机构包括左右移动模组和气动手指,左右移动模组驱动气动手指左右移动,气动手指夹住网线。
11、有益效果:摆线理线装置、热压装置、铆压装置、插线卸料装置依次排列,方便网线从一侧的摆线理线装置依次移动经过热压装置、铆压装置,摆线理线装置对网线进行整理,热压装置对网线进行切平、热压定型,插线卸料装置驱动网线插入铆压装置,铆压装置驱动网线与水晶头铆合固定,插线卸料装置驱动铆接完水晶头的网线移出工作台卸料,各装置机构布局设计合理,相互配合衔接,快速实现网线水晶头组装。
技术特征:
1.一种网线水晶头自动组装机,包括设备主体、工作台和水晶头送料机构,设备主体上方安装工作台,工作台上方一侧安装水晶头送料机构,其特征在于:还包括摆线理线装置、热压装置、铆压装置、插线卸料装置和左右送线机构,摆线理线装置、热压装置、铆压装置、插线卸料装置依次排列,左右送线机构位于前方,网线初始位于摆线理线装置,左右送线机构驱动摆线理线装置中的网线移动到热压装置,插线卸料装置驱动左右送线机构中的网线插入铆压装置,插线卸料装置驱动铆接完水晶头的网线移出工作台卸料。
2.根据权利要求1所述的一种网线水晶头自动组装机,其特征在于:所述摆线理线装置包括支撑座、夹内线刀具、夹外皮刀具、第一开合机构、第二开合机构和第一移动机构,支撑座上方安装夹内线刀具,支撑座前方安装夹外皮刀具,夹外皮刀具位于夹内线刀具前方,第一开合机构驱动夹内线刀具开合动作实现松开或夹紧内线,第二开合机构驱动夹外皮刀具开合动作实现松开或夹紧外皮,第一移动机构驱动夹外皮刀具前后移动。
3.根据权利要求2所述的一种网线水晶头自动组装机,其特征在于:所述夹内线刀具包括上夹内线刀和下夹内线刀,上夹内线刀与下夹内线刀相对设置,上夹内线刀、下夹内线刀的刀刃口为平面,夹外皮刀具包括定位刀和夹紧刀,定位刀一端设有定位槽,定位槽侧方开口,夹紧刀位于定位刀上方,定位刀设有与夹紧刀位置相对应的避位槽,夹紧刀的刀刃口为喇叭口。
4.根据权利要求1所述的一种网线水晶头自动组装机,其特征在于:所述热压装置包括前后移动气缸、前后移动座、上热压气缸、上刀座、上切平刀、上热压刀、下热压气缸、下刀座、下切平刀、下热压刀,前后移动气缸驱动前后移动座前后移动,前后移动座上方安装上热压气缸,上热压气缸驱动上刀座升降,上刀座下方安装相隔开的上切平刀、上热压刀,上热压刀内部装有发热元件,前后移动座下方安装下热压气缸,下热压气缸驱动下刀座升降,下刀座下方安装相隔开的下切平刀、下热压刀,下热压刀内部装有发热元件,上切平刀、上热压刀分别与下切平刀、下热压刀的位置相对应。
5.根据权利要求1所述的一种网线水晶头自动组装机,其特征在于:所述铆压装置包括压接机构、固定座、安装板、限位块、送料杆、推料杆、第二移动机构和第三移动机构,压接机构上方安装固定座、安装板,固定座在前而安装板在后,固定座上方安装限位块,送料杆、推料杆前端伸入固定座与限位块之间,送料杆前端设有水晶头定位槽,安装板上方安装第二移动机构,第二移动机构驱动送料杆前后移动从而使水晶头定位槽伸出或伸入固定座内,第三移动机构驱动推料杆前后移动,推料杆推动水晶头定位槽内的水晶头前移,压接机构从下往上铆接水晶头、网线时;限位块顶住水晶头。
6.根据权利要求5所述的一种网线水晶头自动组装机,其特征在于:所述固定座内从外向内依次设有对接槽、过渡槽,直振器的出料端搭接在对接槽,过渡槽对着水晶头定位槽,水晶头定位槽单边开口。
7.根据权利要求1所述的一种网线水晶头自动组装机,其特征在于:所述插线卸料装置包括直线模组、移动板、前升降机构、前夹线机构、后升降机构和后夹线机构,直线模组驱动移动板前后移动,移动板侧方安装前升降机构、后升降机构,前升降机构驱动前夹线机构升降移动,后升降机构驱动后夹线机构升降移动,前夹线机构位于后夹线机构的前方,前夹线机构用于夹住网线前端,后夹线机构用于夹住网线后端。
8.根据权利要求7所述的一种网线水晶头自动组装机,其特征在于:所述前夹线机构包括前气动手指和前夹头,前气动手指竖向设置,前气动手指驱动两个前夹头左右开合实现松开或夹紧网线,前夹头的内侧面为平面,前夹线机构包括前气动手指和前夹头,前气动手指竖向设置,前气动手指驱动两个前夹头左右开合实现松开或夹紧网线,前夹头的内侧面为平面。
9.根据权利要求1所述的一种网线水晶头自动组装机,其特征在于:所述左右送线机构包括左右移动模组和气动手指,左右移动模组驱动气动手指左右移动,气动手指夹住网线。
技术总结
本技术涉及一种网线水晶头自动组装机,包括设备主体、工作台、水晶头送料机构、摆线理线装置、热压装置、铆压装置、插线卸料装置和左右送线机构,左右送线机构位于前方,摆线理线装置、热压装置、铆压装置、插线卸料装置依次排列,方便网线从一侧的摆线理线装置依次移动经过热压装置、铆压装置,摆线理线装置对网线进行整理,热压装置对网线进行切平、热压定型,插线卸料装置驱动网线插入铆压装置,铆压装置驱动网线与水晶头铆合固定,插线卸料装置驱动铆接完水晶头的网线移出工作台卸料,各装置机构布局设计合理,相互配合衔接,快速实现网线水晶头组装。
技术研发人员:何华宗,邓登禄
受保护的技术使用者:东莞市蓝柯自动化科技有限公司
技术研发日:20230712
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!