一种电芯的顶盖翻折和套隔圈装置的制作方法
本技术涉及电池生产设备,尤其是指一种电芯的顶盖翻折和套隔圈装置。
背景技术:
1、在刀片电池的生产过程中,在电芯装入壳体之前,需要将电芯的顶盖翻折,并需要在电芯上套装隔圈。现有技术中,对电芯进行顶盖翻折和套隔圈主要采用两种方式,一种是通过人工将电芯分别输送至顶盖翻折机和套隔圈机中,以半自动化完成电芯的顶盖翻折和套隔圈工作,比如:申请号为200720122584.5的中国专利文件公开了一种电池盖板翻折装置,其包括机架、设置在机架上的物料盒、推进机构、导轨、夹紧机构和翻折机构,推进机构可推动物料盒内的电池延导轨进入夹紧机构,夹紧机构将电池夹紧后通过翻折机构推动盖板而实现盖板的翻折;申请号为202022699723.9的中国专利文件公开了一种锂电池套隔圈装置,其包括:电芯负极定位组件和套隔圈组件,所述的电芯负极定位组件包括:负极耳定位气缸一、负极耳定位气缸一支架、负极耳定位气缸二、负极耳定位气缸二支架、负极耳定位气缸二支架连接板和凸轮随动部件一;所述的套隔圈组件,包括:气缸三、气缸四、气缸五、气缸六、套隔圈支架板和水平滑动板。另一种是通过转盘将电芯分别输送至顶盖翻折装置和套隔圈装置中,以自动化完成电芯的顶盖翻折和套隔圈工作。这两种方式都是需要两个工位才能实现电芯的顶盖翻折和套隔圈,需要对电芯进行转移,生产效率低下,且隔圈的套装质量差。
2、因此,缺陷十分明显,亟需提供一种解决方案。
技术实现思路
1、为了解决上述技术问题,本实用新型的目的在于提供一种电芯的顶盖翻折和套隔圈装置。
2、为了实现上述目的,本实用新型采用如下技术方案:
3、一种电芯的顶盖翻折和套隔圈装置,其包括座体、设置于座体的承载台、设置于座体并位于承载台的一端外的顶盖翻折装置及设置于座体并位于承载台的另一端外的套隔圈装置;套隔圈装置包括装设于座体的套隔圈架、装设于套隔圈架的极耳夹持定位模组、装设于套隔圈架的套隔圈移动模组、装设于套隔圈移动模组的移动端的旋转模组及装设于旋转模组的旋转端的隔圈夹持模组,极耳夹持定位模组用于将承载台所承载的电芯的极耳进行夹持定位,套隔圈移动模组用于驱动旋转模组靠近或远离承载台的端部,旋转模组用于驱动隔圈夹持模组旋转,顶盖翻折装置用于对承载台所承载的电芯的顶盖进行翻折。
4、进一步地,极耳夹持定位模组包括装设于套隔圈架并位于承载台的端部一侧外的极耳夹持驱动器及分别装设于极耳夹持驱动器的两个夹持端的两个夹极耳板,两个夹极耳板上下相对设置,极耳夹持驱动器用于驱动两个夹极耳板彼此靠拢或张开。
5、进一步地,套隔圈架装设有三个行程开关,三个行程开关沿着旋转模组的移动方向排列设置,三个行程开关均与套隔圈移动模组电连接,套隔圈移动模组的移动端装设有触发片,触发片用于触发对应的行程开关。
6、进一步地,隔圈夹持模组包括装设于旋转模组的旋转端的隔圈夹持驱动器及分别装设于隔圈夹持驱动器的两个夹持端的两个夹隔圈板,两个夹隔圈板上下相对设置,隔圈夹持驱动器用于驱动两个夹隔圈板彼此靠拢或张开。
7、进一步地,两个夹隔圈板彼此相对的一侧均设置有呈l型的夹隔圈板台阶。
8、进一步地,顶盖翻折装置包括翻折架、翻折伸缩模组、翻折移动模组及两个翻折模组,翻折架装设于座体,翻折移动模组装设于翻折架,翻折伸缩模组装设于翻折移动模组的移动端,两个翻折模组分别装设于翻折伸缩模组的两个伸缩端,两个翻折模组相对设置,两个翻折模组位于承载台的一端两侧,翻折伸缩模组用于驱动两个翻折模组彼此靠近或远离,翻折移动模组用于驱动翻折伸缩模组靠近或远离承载台。
9、进一步地,翻折模组包括装设于翻折伸缩模组的一伸缩端的翻折驱动器及装设于翻折驱动器的翻折端的翻折件,翻折件设置有呈l型的翻折槽。
10、进一步地,电芯的顶盖翻折和套隔圈装置还包括装设于承载台靠近顶盖翻折装置的一端的顶盖压平机构,顶盖压平机构位于两个翻折模组之间。
11、进一步地,顶盖压平机构包括装设于承载台的端部的压平座、设置于压平座远离承载台的一侧的旋转夹紧气缸及装设于旋转夹紧气缸的活塞杆的压平件,压平件活动设置于压平座的上方。
12、进一步地,压平件包括安装架及转动连接于安装架的压平辊,安装架经由缓冲模组与旋转夹紧气缸的活塞杆连接,压平辊活动设置于压平座的上方。
13、本实用新型的有益效果:在实际应用中,将电芯水平放置在承载台上,电芯一端的顶盖与顶盖翻折装置对应,电芯另一端的极耳与套隔圈装置对应,电芯的极耳位于极耳夹持定位模组的夹持定位端内,顶盖翻折装置的翻折端将顶盖从水平状态翻折为竖直状态,使得顶盖的侧壁紧贴于电芯的一端面,与此同时,极耳夹持定位模组的夹持定位端夹持电芯的极耳,以对电芯的极耳进行夹持和定位,使得极耳水平,以保证极耳的位置精度和稳定性,隔圈夹持模组夹持外部供应的隔圈,接着旋转模组驱动隔圈夹持模组连带隔圈旋转预设角度,使得被夹持的隔圈对准电芯的极耳,然后套隔圈移动模组驱动旋转模组连带隔圈夹持模组和隔圈朝靠近电芯的方向移动,使得电芯的极耳先穿过隔圈的内腔,此时极耳夹持定位模组松开极耳,隔圈继续朝电芯的方向移动,直至隔圈套设于电芯的端部,以完成顶盖的翻折和隔圈的套装。本实用新型能够在一个工位下自动化地实现顶盖的翻转和隔圈的套装,在套装隔圈之前,先通过极耳夹持定位模组对极耳进行夹持定位,再套装隔圈,大大地提高了套装隔圈的准确性、稳定性、效率和质量。
技术特征:
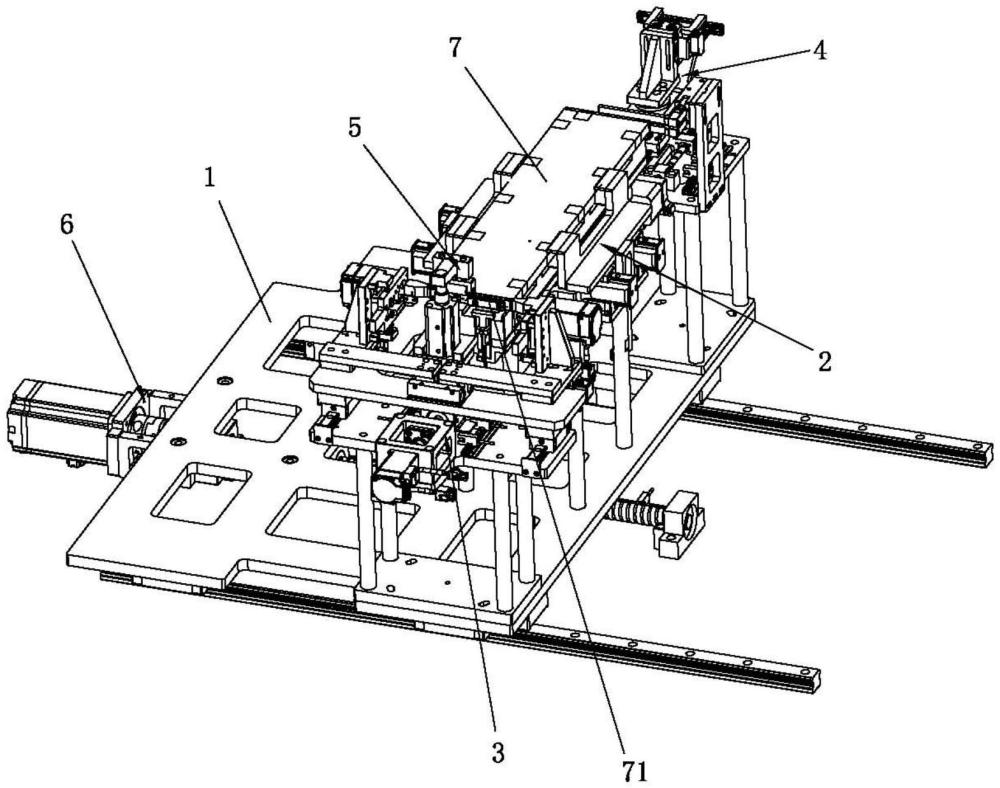
1.一种电芯的顶盖翻折和套隔圈装置,其特征在于:包括座体(1)、设置于座体(1)的承载台(2)、设置于座体(1)并位于承载台(2)的一端外的顶盖翻折装置(3)及设置于座体(1)并位于承载台(2)的另一端外的套隔圈装置(4);套隔圈装置(4)包括装设于座体(1)的套隔圈架(41)、装设于套隔圈架(41)的极耳夹持定位模组(42)、装设于套隔圈架(41)的套隔圈移动模组(43)、装设于套隔圈移动模组(43)的移动端的旋转模组(44)及装设于旋转模组(44)的旋转端的隔圈夹持模组(45),极耳夹持定位模组(42)用于将承载台(2)所承载的电芯(7)的极耳(72)进行夹持定位,套隔圈移动模组(43)用于驱动旋转模组(44)靠近或远离承载台(2)的端部,旋转模组(44)用于驱动隔圈夹持模组(45)旋转,顶盖翻折装置(3)用于对承载台(2)所承载的电芯(7)的顶盖(71)进行翻折。
2.根据权利要求1所述的一种电芯的顶盖翻折和套隔圈装置,其特征在于:极耳夹持定位模组(42)包括装设于套隔圈架(41)并位于承载台(2)的端部一侧外的极耳夹持驱动器(421)及分别装设于极耳夹持驱动器(421)的两个夹持端的两个夹极耳板(422),两个夹极耳板(422)上下相对设置,极耳夹持驱动器(421)用于驱动两个夹极耳板(422)彼此靠拢或张开。
3.根据权利要求1所述的一种电芯的顶盖翻折和套隔圈装置,其特征在于:套隔圈架(41)装设有三个行程开关(46),三个行程开关(46)沿着旋转模组(44)的移动方向排列设置,三个行程开关(46)均与套隔圈移动模组(43)电连接,套隔圈移动模组(43)的移动端装设有触发片(47),触发片(47)用于触发对应的行程开关(46)。
4.根据权利要求1所述的一种电芯的顶盖翻折和套隔圈装置,其特征在于:隔圈夹持模组(45)包括装设于旋转模组(44)的旋转端的隔圈夹持驱动器(451)及分别装设于隔圈夹持驱动器(451)的两个夹持端的两个夹隔圈板(452),两个夹隔圈板(452)上下相对设置,隔圈夹持驱动器(451)用于驱动两个夹隔圈板(452)彼此靠拢或张开。
5.根据权利要求4所述的一种电芯的顶盖翻折和套隔圈装置,其特征在于:两个夹隔圈板(452)彼此相对的一侧均设置有呈l型的夹隔圈板台阶(453)。
6.根据权利要求1所述的一种电芯的顶盖翻折和套隔圈装置,其特征在于:顶盖翻折装置(3)包括翻折架(31)、翻折伸缩模组(32)、翻折移动模组(33)及两个翻折模组(34),翻折架(31)装设于座体(1),翻折移动模组(33)装设于翻折架(31),翻折伸缩模组(32)装设于翻折移动模组(33)的移动端,两个翻折模组(34)分别装设于翻折伸缩模组(32)的两个伸缩端,两个翻折模组(34)相对设置,两个翻折模组(34)位于承载台(2)的一端两侧,翻折伸缩模组(32)用于驱动两个翻折模组(34)彼此靠近或远离,翻折移动模组(33)用于驱动翻折伸缩模组(32)靠近或远离承载台(2)。
7.根据权利要求6所述的一种电芯的顶盖翻折和套隔圈装置,其特征在于:翻折模组(34)包括装设于翻折伸缩模组(32)的一伸缩端的翻折驱动器(341)及装设于翻折驱动器(341)的翻折端的翻折件(342),翻折件(342)设置有呈l型的翻折槽(343)。
8.根据权利要求6所述的一种电芯的顶盖翻折和套隔圈装置,其特征在于:电芯的顶盖翻折和套隔圈装置还包括装设于承载台(2)靠近顶盖翻折装置(3)的一端的顶盖压平机构(5),顶盖压平机构(5)位于两个翻折模组(34)之间。
9.根据权利要求8所述的一种电芯的顶盖翻折和套隔圈装置,其特征在于:顶盖压平机构(5)包括装设于承载台(2)的端部的压平座(51)、设置于压平座(51)远离承载台(2)的一侧的旋转夹紧气缸(52)及装设于旋转夹紧气缸(52)的活塞杆的压平件(53),压平件(53)活动设置于压平座(51)的上方。
10.根据权利要求9所述的一种电芯的顶盖翻折和套隔圈装置,其特征在于:压平件(53)包括安装架(54)及转动连接于安装架(54)的压平辊(55),安装架(54)经由缓冲模组(56)与旋转夹紧气缸(52)的活塞杆连接,压平辊(55)活动设置于压平座(51)的上方。
技术总结
本技术涉及电池生产设备技术领域,尤其是指一种电芯的顶盖翻折和套隔圈装置,包括座体、承载台、顶盖翻折装置及套隔圈装置;套隔圈装置包括套隔圈架、装设于套隔圈架的极耳夹持定位模组、装设于套隔圈架的套隔圈移动模组、装设于套隔圈移动模组的移动端的旋转模组及装设于旋转模组的旋转端的隔圈夹持模组,极耳夹持定位模组用于将电芯的极耳进行夹持定位,套隔圈移动模组用于驱动旋转模组靠近或远离承载台的端部,顶盖翻折装置用于对电芯的顶盖进行翻折。本申请能够在一个工位下自动化地实现顶盖的翻转和隔圈的套装,在套装隔圈之前,先通过极耳夹持定位模组对极耳进行夹持定位,再套装隔圈,提高了套装隔圈的准确性、稳定性、效率和质量。
技术研发人员:龙通明,许明懿,贺于波,匡焱
受保护的技术使用者:东莞市超业精密设备有限公司
技术研发日:20230725
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!