抓料机构及自动裁切机的制作方法
本技术涉及光伏组件生产设备的,尤其是涉及一种抓料机构及自动裁切机。
背景技术:
1、现有技术中,自动裁切机设置在光伏电池生产线中,自动裁切机包括上料机构、送料机构、压料机构、裁切机构、拉料机构和抓料机构,上料机构上设置有物料,送料机构用于将物料输送到压料机构处,由拉料机构将物料拉至预设长度后,压料机构将物料压紧,并通过裁切机构切断,裁切后的物料通过抓料机构运送至光伏电池生产线输送的光伏组件上。
2、现有的抓料机构只能抓取隔离条,隔离块为人工切好后摆放,抓料机构再将隔离条放置在隔离块上,浪费人力,人在机器下工作存在安全隐患。
技术实现思路
1、本实用新型的目的在于提供抓料机构及自动裁切机,以缓解现在的抓料机构无法抓取隔离块的技术问题。
2、本实用新型提供一种抓料机构,包括架体、机械手和抓料架,所述机械手的一端设置在所述架体上,另一端设置有所述抓料架;
3、所述抓料架包括型材、安装板、多个第一吸盘和多个第二吸盘;所述型材的第一方向上设置有多个安装板;所述安装板的第一方向的两侧的一侧设置第一吸盘,另一侧设置第二吸盘;
4、且多个所述第一吸盘位于所述型材的同一侧,多个所述第二吸盘位于所述型材的同一侧;
5、所述第一方向为所述型材的长度方向。
6、在可选的实施方式中,所述第一吸盘的吸附面积小于所述第二吸盘的吸附面积。
7、在可选的实施方式中,所述型材上设置有气源分配器,所述气源分配器同时与多个第一吸盘或多个第二吸盘配合。
8、在可选的实施方式中,所述第一吸盘用于吸附隔离条,所述第二吸盘用于吸附隔离块,所述隔离条的长度大于所述隔离块的长度。
9、在可选的实施方式中,所述型材上设置有安装槽,在所述安装板上设置有与安装槽匹配的安装凸起。
10、在可选的实施方式中,所述安装槽卡接有与安装板一一对应的螺纹件;
11、在所述安装凸起上设置有穿孔,所述螺纹件穿设在所述穿孔内,且在所述安装凸起的远离所述型材的一侧设置有螺母,且所述螺母螺接在所述螺纹件上。
12、在可选的实施方式中,所述架体上设置有顶板,所述机械手安装在顶板上。
13、在可选的实施方式中,所述机械手为六轴机械手。
14、在可选的实施方式中,所述型材上设置有连接板,所述机械手的一端转动配置在所述连接板上。
15、本实用新型提供的抓料机构的抓料架上设置有安装板,安装板的一端安装第一吸盘,另一端安装第二吸盘,第一吸盘和第二吸盘分别对应吸附隔离条和隔离块,这样使抓料机构能够满足对隔离条和隔离块的抓取;避免人工摆放隔离块,影响生产效率。
16、本实用新型提供一种自动裁切机,包括前述实施方式任一项所述抓料机构。
17、相对于现有技术来说,本实用新型提供的自动裁切机具有本实用新型提供的抓料机构,从而具有本实用新型提供的抓料机构所具有的一切有益效果。
技术特征:
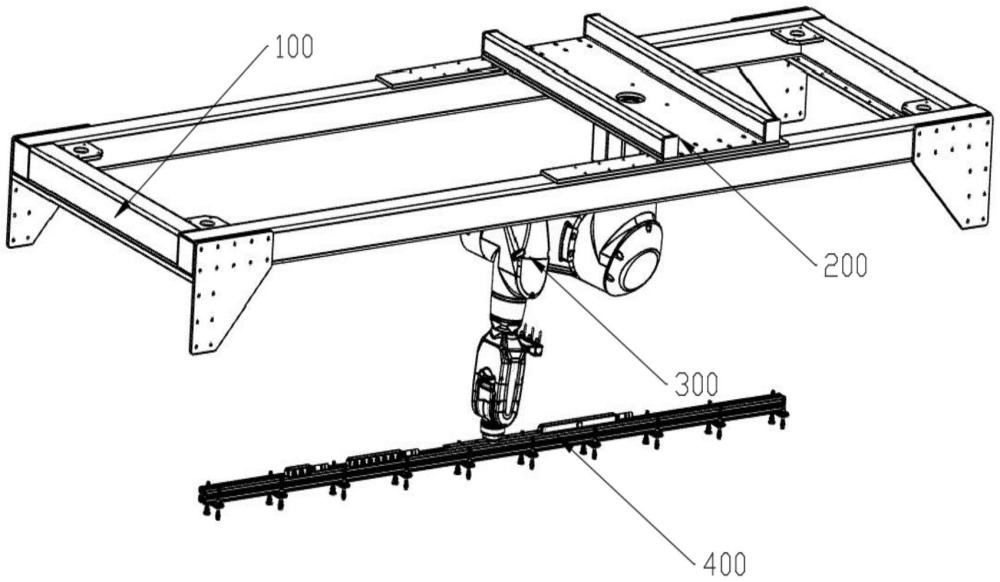
1.一种抓料机构,其特征在于,包括架体(100)、机械手(300)和抓料架(400),所述机械手(300)的一端设置在所述架体(100)上,另一端设置有所述抓料架(400);
2.根据权利要求1所述的抓料机构,其特征在于,所述第一吸盘(900)的吸附面积小于所述第二吸盘(110)的吸附面积。
3.根据权利要求2所述的抓料机构,其特征在于,所述型材(500)上设置有气源分配器(120),所述气源分配器(120)同时与多个第一吸盘(900)或多个第二吸盘(110)配合。
4.根据权利要求3所述的抓料机构,其特征在于,所述第一吸盘(900)用于吸附隔离条,所述第二吸盘(110)用于吸附隔离块,所述隔离条的长度大于所述隔离块的长度。
5.根据权利要求4所述的抓料机构,其特征在于,所述型材(500)上设置有安装槽(800),在所述安装板(600)上设置有与安装槽(800)匹配的安装凸起(700)。
6.根据权利要求5所述的抓料机构,其特征在于,所述安装槽(800)卡接有与安装板(600)一一对应的螺纹件;
7.根据权利要求6所述的抓料机构,其特征在于,所述架体(100)上设置有顶板(200),所述机械手(300)安装在顶板(200)上。
8.根据权利要求7所述的抓料机构,其特征在于,所述机械手(300)为六轴机械手(300)。
9.根据权利要求1所述的抓料机构,其特征在于,所述型材(500)上设置有连接板(130),所述机械手(300)的一端转动配置在所述连接板(130)上。
10.一种自动裁切机,其特征在于,包括权利要求1-9任一项所述抓料机构。
技术总结
本技术提供了一种抓料机构及自动裁切机,涉及光伏组件生产设备的技术领域,该抓料机构包括架体、机械手和抓料架,所述机械手的一端设置在所述架体上,另一端设置有所述抓料架;所述抓料架包括型材、安装板、多个第一吸盘和多个第二吸盘;所述型材的第一方向上设置有多个安装板;所述安装板的第一方向的两侧的一侧设置第一吸盘,另一侧设置第二吸盘。本技术提供的抓料机构的抓料架上设置有安装板,安装板的一端安装第一吸盘,另一端安装第二吸盘,第一吸盘和第二吸盘分别对应吸附隔离条和隔离块,这样使抓料机构能够满足对隔离条和隔离块的抓取;避免人工摆放隔离块,影响生产效率。
技术研发人员:陈列波,郑小亮,蒋威,何明文,黄磊,刘尚昆,魏燕平,卢玉,黄朝麟,赵越
受保护的技术使用者:环晟新能源(江苏)有限公司
技术研发日:20230808
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!