一种干法电极压延成型极片复合连续生产设备的制作方法
本技术涉及电池极片生产设备,具体涉及一种干法电极压延成型极片复合连续生产设备。
背景技术:
1、现有电极的制备方法主要为湿法涂布,将电极材料与导电、粘接等材料按配比混合为浆料,然后涂布在集流体表面,再经过烘干一起成型,此种方式需要消耗极大的热功能量来实现生产,还涉及一定的环保与安全问题。另有一些干法电极的制备方法研究,但是制备方法为电极膜单独制备,制备下线后,再重新与集流体基材各自放卷、对齐、复合、检测等,此方式生产过程多,转序多致使生产效率低、成本高,中间过程对产品质量影响大。
技术实现思路
1、本实用新型的目的是为了解决现有的极片生产方法存在能耗高、效率低、产品质量稳定性低的问题,提供了一种干法电极压延成型极片复合连续生产设备。该设备能够实现干法电极膜片以及电池极片一次性在线完成生产制备,采用所述的干法电极压延成型极片复合连续生产设备进行电池极片的连续生产,生产程序少、无线下转序,生产效率高、成本低,电池极片的质量稳定性高。
2、本实用新型的目的通过如下技术方案实现。
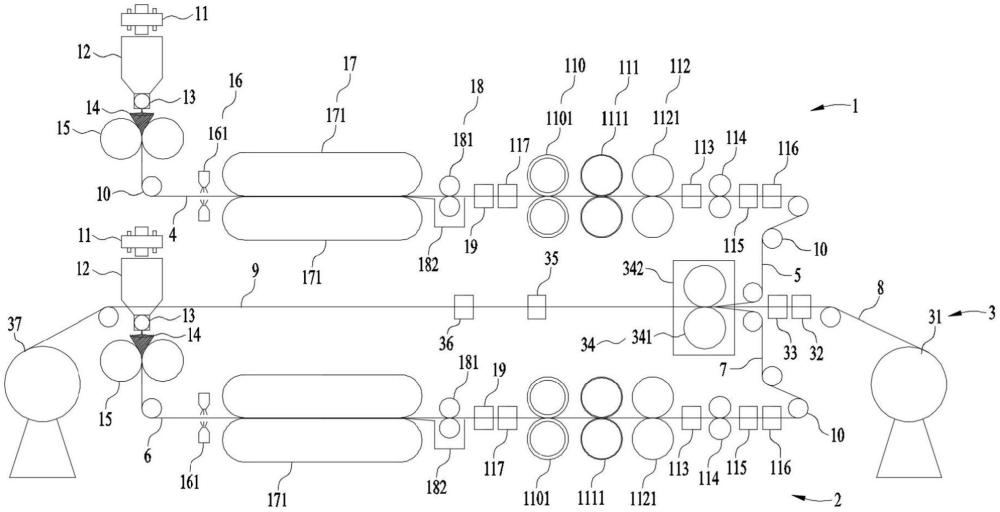
3、本实用新型的一种干法电极压延成型极片复合连续生产设备,包括正电极膜片成型系统、负电极膜片成型系统以及极片复合成型系统;
4、所述正电极膜片成型系统以及所述负电极膜片成型系统包括沿进料方向依次设置的成分分配器、混料罐、螺旋输送机、振动筛分器、坯料成型辊组、水性润滑喷雾机构、坯料冷却机构、坯料脱离辊组、坯料加热装置、坯料突破辊组、坯料修形辊组、膜片成型辊组、膜片冷却装置以及膜片修边辊组;所述极片复合成型系统包括沿走带方向依次设置的基材放卷机、静电除尘机构、基材加热装置、真空覆膜辊组、极片冷却装置和极片收卷机。
5、作为本实用新型的干法电极压延成型极片复合连续生产设备的优选实施方式,所述水性润滑喷雾机构包括上下朝向所述坯料冷却机构设置的两个喷头。
6、作为本实用新型的干法电极压延成型极片复合连续生产设备的优选实施方式,所述坯料冷却机构包括上下相对设置的两个移动冷却送料线。
7、作为本实用新型的干法电极压延成型极片复合连续生产设备的优选实施方式,所述坯料脱离辊组包括牵引辊组以及设置在所述牵引辊组进料侧的脱离刀。
8、作为本实用新型的干法电极压延成型极片复合连续生产设备的优选实施方式,所述坯料突破辊组的突破辊和所述坯料修形辊组的修形辊为弧面辊。
9、作为本实用新型的干法电极压延成型极片复合连续生产设备的进一步的优选实施方式,所述坯料突破辊组的突破辊的弧面角度大于所述坯料修形辊组的修形辊的弧面角度。
10、作为本实用新型的干法电极压延成型极片复合连续生产设备的优选实施方式,所述膜片成型辊组的成型辊为直面辊。
11、作为本实用新型的干法电极压延成型极片复合连续生产设备的优选实施方式,所述膜片修边辊组的修边辊的两端装配有裁切刀。
12、作为本实用新型的干法电极压延成型极片复合连续生产设备的优选实施方式,所述真空覆膜辊组包括设置在真空腔室内的一对覆膜辊。
13、作为本实用新型的干法电极压延成型极片复合连续生产设备的优选实施方式,所述膜片修边辊组的出料侧与所述真空覆膜辊组的进料侧之间设置有若干的导辊。
14、作为本实用新型的干法电极压延成型极片复合连续生产设备的优选实施方式,上升任一项所述的干法电极压延成型极片复合连续生产设备中,所述膜片修边辊组的出料侧设置有用于检测电极膜片的厚度的面密度仪。
15、作为本实用新型的干法电极压延成型极片复合连续生产设备的优选实施方式,上升任一项所述的干法电极压延成型极片复合连续生产设备中,所述膜片修边辊组的出料侧设置有用于检测电极膜片的表面质量的第一ccd相机。
16、作为本实用新型的干法电极压延成型极片复合连续生产设备的优选实施方式,上升任一项所述的干法电极压延成型极片复合连续生产设备中,所述真空覆膜辊组的出料侧设置有用于检测电极膜片的覆膜位置和对齐度并进行闭环控制的第二ccd相机。
17、与现有技术相比,本实用新型具有如下优点和有益效果:
18、本实用新型的干法电极压延成型极片复合连续生产设备,设置有正电极膜片成型系统、负电极膜片成型系统以及极片复合成型系统。其中,正电极膜片成型系统以及负电极膜片成型系统包括沿进料方向依次设置的成分分配器、混料罐、螺旋输送机、振动筛分器、坯料成型辊组、水性润滑喷雾机构、坯料冷却机构、坯料脱离辊组、坯料加热装置、坯料突破辊组、坯料修形辊组、膜片成型辊组、膜片冷却装置以及膜片修边辊组;而极片复合成型系统包括沿走带方向依次设置的基材放卷机、静电除尘机构、基材加热装置、真空覆膜辊组、极片冷却装置和极片收卷机。进行干法电极压延成型极片复合连续生产时,可由正电极膜片成型系统、负电极膜片成型系统分别进行正电极膜片、负电极膜片的成型,再由极片复合成型系统将成型的正电极膜片、负电极膜片真空覆膜在放卷的基材上,实现极片的连续生产。
19、采用所述的干法电极压延成型极片复合连续生产设备进行电池极片的连续生产,可使干法电极膜片以及电池极片一次性在线完成生产制备,生产程序少、无线下转序,使得生产效率高、成本低,而且无中间过程对产品质量的影响,使生产的电池极片的质量稳定性高。
技术特征:
1.一种干法电极压延成型极片复合连续生产设备,其特征在于,包括正电极膜片成型系统、负电极膜片成型系统以及极片复合成型系统;
2.根据权利要求1所述的干法电极压延成型极片复合连续生产设备,其特征在于,所述水性润滑喷雾机构包括上下朝向所述坯料冷却机构设置的两个喷头。
3.根据权利要求1所述的干法电极压延成型极片复合连续生产设备,其特征在于,所述坯料冷却机构包括上下相对设置的两个移动冷却送料线。
4.根据权利要求1所述的干法电极压延成型极片复合连续生产设备,其特征在于,所述坯料脱离辊组包括牵引辊组以及设置在所述牵引辊组进料侧的脱离刀。
5.根据权利要求1所述的干法电极压延成型极片复合连续生产设备,其特征在于,所述坯料突破辊组的突破辊和所述坯料修形辊组的修形辊为弧面辊。
6.根据权利要求5所述的干法电极压延成型极片复合连续生产设备,其特征在于,所述坯料突破辊组的突破辊的弧面角度大于所述坯料修形辊组的修形辊的弧面角度。
7.根据权利要求1所述的干法电极压延成型极片复合连续生产设备,其特征在于,所述膜片成型辊组的成型辊为直面辊。
8.根据权利要求1所述的干法电极压延成型极片复合连续生产设备,其特征在于,所述膜片修边辊组的修边辊的两端装配有裁切刀。
9.根据权利要求1所述的干法电极压延成型极片复合连续生产设备,其特征在于,所述真空覆膜辊组包括设置在真空腔室内的一对覆膜辊。
10.根据权利要求1所述的干法电极压延成型极片复合连续生产设备,其特征在于,所述膜片修边辊组的出料侧与所述真空覆膜辊组的进料侧之间设置有若干的导辊。
11.根据权利要求1-10任一项所述的干法电极压延成型极片复合连续生产设备,其特征在于,所述膜片修边辊组的出料侧设置有用于检测电极膜片的厚度的面密度仪;和/或,
技术总结
本技术涉及电池极片生产设备技术领域,公开了一种干法电极压延成型极片复合连续生产设备。本技术的干法电极压延成型极片复合连续生产设备设置有正电极膜片成型系统、负电极膜片成型系统和极片复合成型系统。采用本技术的干法电极压延成型极片复合连续生产设备进行电池极片的连续生产时,可由正电极膜片成型系统、负电极膜片成型系统分别进行正电极膜片、负电极膜片的成型,再由极片复合成型系统将成型的正电极膜片、负电极膜片真空覆膜在放卷的基材上,实现极片的连续生产,使干法电极膜片以及电池极片一次性在线完成生产制备,生产效率高、成本低,生产的电池极片的质量稳定性高。
技术研发人员:代英男
受保护的技术使用者:惠州市赢合科技有限公司
技术研发日:20230811
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!