极耳焊印自动贴下胶带装置的制作方法
本申请涉及电池加工设备,特别是涉及一种极耳焊印自动贴下胶带装置。
背景技术:
1、近些年来,国内以及国际汽车行业都发生了巨大的变化,比较突出的表现便是逐步由燃油车向电动车方向发展,电动车的市场保有量呈倍数增长,因此对电池pack模组的需求量也越来越大,电池pack模组里的电芯生产模式,也由人工、半自动化向高速全自动化方向发展,在电池电芯的自动化生产过程中,电池电芯经过超声波焊接加工之后,需要对电芯表面的焊印部位进行贴胶保护,以防止电芯表面受损。
2、目前电芯焊印贴胶大部分仍然采用人工手动操作,存在生产效率低,贴胶整齐度差,无法保证电芯焊印贴胶质量的问题。
技术实现思路
1、基于此,有必要针对生产效率低,贴胶质量差的问题,提供一种极耳焊印自动贴下胶带装置。
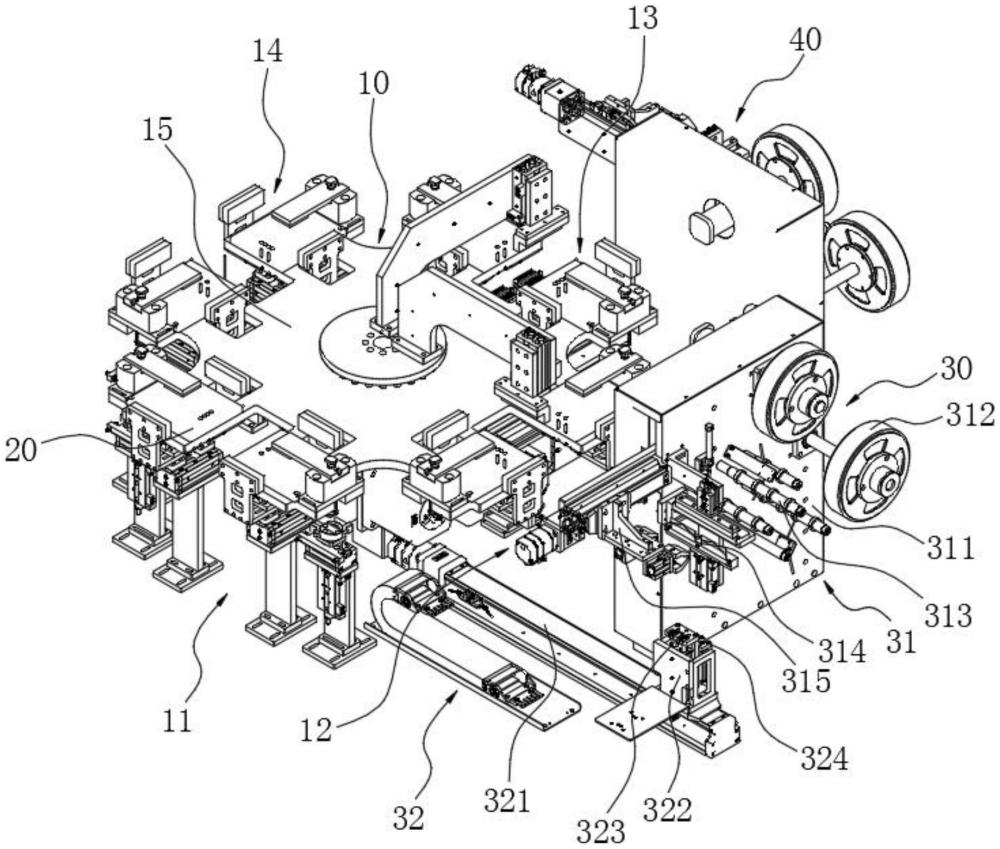
2、本申请提供一种极耳焊印自动贴下胶带装置,用于对完成超声波焊接后的电芯的左侧焊印和右侧焊印完成贴胶带作业,所述极耳焊印自动贴下胶带装置包括:
3、贴胶平台,所述贴胶平台设有上料工位、第一贴胶工位和第二贴胶工位,所述贴胶平台包括可转动的转盘,所述转盘用于承载待贴胶的电芯;
4、定位机构,所述定位机构设置于所述贴胶平台上并用于对放置于所述转盘上的电芯进行定位;
5、第一贴胶执行机构,所述第一贴胶执行机构与所述第一贴胶工位对应设置,所述第一贴胶执行机构包括相配合的第一供胶模组和第一贴胶模组,所述第一贴胶模组用于将从所述第一供胶模组处获取的第一胶带粘贴至电芯的左侧焊印处;以及,
6、第二贴胶执行机构,所述第二贴胶执行机构与所述第二贴胶工位对应设置,所述第二贴胶执行机构包括相配合的第二供胶模组和第二贴胶模组,所述第二贴胶模组用于将从所述第二供胶模组处获取的第二胶带粘贴至电芯的右侧焊印处。
7、上述方案的极耳焊印自动贴下胶带装置工作时,完成超声波焊接后的电芯由移栽模组转移到贴胶平台的上料工位内后,紧接着将电芯释放至转盘上并通过定位机构定位,之后转盘携带电芯转动至第一贴胶工位,第一供胶模组向第一贴胶模组供给第一胶带,使得第一贴胶模组能将获取的第一胶带自动粘贴至电芯的左侧焊印处;之后,转盘进一步携带电芯转动至第二贴胶工位,第二供胶模组向第二贴胶模组供给第二胶带,使得第二贴胶模组能将获取的第二胶带自动粘贴至电芯的右侧焊印处,至此便可完成对电芯焊印自动粘贴胶带加工,整个加工过程自动化完成,无需人力干预,生产效率高,且各功能机构配合精度高,能保证胶带粘贴的整齐度,提高电芯贴胶质量。
8、下面对本申请的技术方案作进一步的说明:
9、在其中一个实施例中,所述贴胶平台还包括驱动单元,所述驱动单元设置于所述转盘的下方,且所述驱动单元与所述转盘连接以驱动所述转盘旋转。
10、在其中一个实施例中,所述定位机构包括第一定位单元和第二定位单元,所述第一定位单元与所述第二定位单元用于沿着电芯的长度方向间隔排布,所述第一定位单元和所述第二定位单元均定位气缸、第一定位压板和第二定位压板,所述定位气缸的相对设置的两个伸缩驱动轴分别与所述第一定位压板和所述第二定位压板连接,以使所述第一定位压板与所述第二定位压板能够靠近或远离移动。
11、在其中一个实施例中,所述第一供胶模组和所述第二供胶模组均包括立架、储胶筒、导胶单元、裁切单元和牵引单元,所述储胶筒、所述导胶单元、所述裁切单元和所述牵引单元分别装设在所述立架上,所述第一胶带和所述第二胶带由所述储胶筒上引出并经绕于所述导胶单元后穿过所述裁切单元以与所述牵引单元连接,所述牵引单元牵引所述第一胶带和所述第二胶带移动预设长度后被所述裁切单元切断。
12、在其中一个实施例中,所述裁切单元包括第一裁切架、裁切刀座、第二裁切架、裁切气缸和裁切刀体,所述第一裁切架设置于所述立架,所述裁切刀座设置于所述第一裁切架上,所述第二裁切架设置于所述立架,所述裁切气缸安装在所述第二裁切架上并与所述裁切刀体连接,所述裁切刀体与所述裁切刀座间隔相对设置并能相互靠近或远离移动。
13、在其中一个实施例中,所述牵引单元包括直线驱动组件、牵引臂、牵引气缸和牵引夹爪,所述直线驱动组件设置于所述立架,所述牵引臂与所述直线驱动组件连接并能靠近或远离所述裁切单元移动,所述牵引气缸设置于所述牵引臂上并与所述牵引夹爪连接,所述牵引气缸用于驱动所述牵引夹爪夹持或释放所述第一胶带和所述第二胶带。
14、在其中一个实施例中,所述牵引夹爪包括相对设置的第一爪体和第二爪体,所述第一爪体与所述第二爪体围成夹持腔,所述第一爪体和所述第二爪体围成所述夹持腔的侧面设有防滑纹。
15、在其中一个实施例中,所述第一贴胶模组和所述第二贴胶模组均包括直线移位单元、升降驱动单元、第一取胶单元和第二取胶单元,所述升降驱动单元设置于所述直线移位单元上并能在取胶位和贴胶位之间往复移动,所述第一取胶单元和所述第二取胶单元均装设在所述升降驱动单元上,所述升降驱动单元能驱动所述第一取胶单元和所述第二取胶单元同步或者先后升降运动。
16、在其中一个实施例中,所述第一取胶单元和所述第二取胶单元先后升降后形成为高低结构布置,从而能将所述第一胶带和所述第二胶带折弯为z字型粘贴于电芯的左侧焊印和右侧焊印处。
17、在其中一个实施例中,所述极耳焊印自动贴下胶带装置还包括检测机构,所述贴胶平台还设有检测及下料工位,所述检测机构与所述检测及下料工位对应设置。
技术特征:
1.一种极耳焊印自动贴下胶带装置,用于对完成超声波焊接后的电芯的左侧焊印和右侧焊印完成贴胶带作业,其特征在于,所述极耳焊印自动贴下胶带装置包括:
2.根据权利要求1所述的极耳焊印自动贴下胶带装置,其特征在于,所述贴胶平台还包括驱动单元,所述驱动单元设置于所述转盘的下方,且所述驱动单元与所述转盘连接以驱动所述转盘旋转。
3.根据权利要求1所述的极耳焊印自动贴下胶带装置,其特征在于,所述定位机构包括第一定位单元和第二定位单元,所述第一定位单元与所述第二定位单元用于沿着电芯的长度方向间隔排布,所述第一定位单元和所述第二定位单元均定位气缸、第一定位压板和第二定位压板,所述定位气缸的相对设置的两个伸缩驱动轴分别与所述第一定位压板和所述第二定位压板连接,以使所述第一定位压板与所述第二定位压板能够靠近或远离移动。
4.根据权利要求1所述的极耳焊印自动贴下胶带装置,其特征在于,所述第一供胶模组和所述第二供胶模组均包括立架、储胶筒、导胶单元、裁切单元和牵引单元,所述储胶筒、所述导胶单元、所述裁切单元和所述牵引单元分别装设在所述立架上,所述第一胶带和所述第二胶带由所述储胶筒上引出并经绕于所述导胶单元后穿过所述裁切单元以与所述牵引单元连接,所述牵引单元牵引所述第一胶带和所述第二胶带移动预设长度后被所述裁切单元切断。
5.根据权利要求4所述的极耳焊印自动贴下胶带装置,其特征在于,所述裁切单元包括第一裁切架、裁切刀座、第二裁切架、裁切气缸和裁切刀体,所述第一裁切架设置于所述立架,所述裁切刀座设置于所述第一裁切架上,所述第二裁切架设置于所述立架,所述裁切气缸安装在所述第二裁切架上并与所述裁切刀体连接,所述裁切刀体与所述裁切刀座间隔相对设置并能相互靠近或远离移动。
6.根据权利要求4所述的极耳焊印自动贴下胶带装置,其特征在于,所述牵引单元包括直线驱动组件、牵引臂、牵引气缸和牵引夹爪,所述直线驱动组件设置于所述立架,所述牵引臂与所述直线驱动组件连接并能靠近或远离所述裁切单元移动,所述牵引气缸设置于所述牵引臂上并与所述牵引夹爪连接,所述牵引气缸用于驱动所述牵引夹爪夹持或释放所述第一胶带和所述第二胶带。
7.根据权利要求6所述的极耳焊印自动贴下胶带装置,其特征在于,所述牵引夹爪包括相对设置的第一爪体和第二爪体,所述第一爪体与所述第二爪体围成夹持腔,所述第一爪体和所述第二爪体围成所述夹持腔的侧面设有防滑纹。
8.根据权利要求1所述的极耳焊印自动贴下胶带装置,其特征在于,所述第一贴胶模组和所述第二贴胶模组均包括直线移位单元、升降驱动单元、第一取胶单元和第二取胶单元,所述升降驱动单元设置于所述直线移位单元上并能在取胶位和贴胶位之间往复移动,所述第一取胶单元和所述第二取胶单元均装设在所述升降驱动单元上,所述升降驱动单元能驱动所述第一取胶单元和所述第二取胶单元同步或者先后升降运动。
9.根据权利要求8所述的极耳焊印自动贴下胶带装置,其特征在于,所述第一取胶单元和所述第二取胶单元先后升降后形成为高低结构布置,从而能将所述第一胶带和所述第二胶带折弯为z字型粘贴于电芯的左侧焊印和右侧焊印处。
10.根据权利要求1所述的极耳焊印自动贴下胶带装置,其特征在于,所述极耳焊印自动贴下胶带装置还包括检测机构,所述贴胶平台还设有检测及下料工位,所述检测机构与所述检测及下料工位对应设置。
技术总结
本申请涉及一种极耳焊印自动贴下胶带装置,包括贴胶平台设有上料工位、第一贴胶工位和第二贴胶工位,贴胶平台包括可转动的转盘;定位机构设置于贴胶平台上并用于对放置于转盘上的电芯进行定位;第一贴胶执行机构与第一贴胶工位对应设置,第一贴胶执行机构包括相配合的第一供胶模组和第一贴胶模组,第一贴胶模组用于将从第一供胶模组处获取的第一胶带粘贴至电芯的左侧焊印处;以及第二贴胶执行机构与所述第二贴胶工位对应设置,所述第二贴胶执行机构包括相配合的第二供胶模组和第二贴胶模组,所述第二贴胶模组用于将从所述第二供胶模组处获取的第二胶带粘贴至电芯的右侧焊印处。
技术研发人员:陈长,方观保,胡金,宋东亮
受保护的技术使用者:深圳市联鹏智能装备科技有限公司
技术研发日:20230831
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!