一种正极集流盘、圆柱电池的制作方法
本技术涉及锂离子电池,尤其涉及一种正极集流盘、圆柱电池。
背景技术:
1、锂电技术突飞猛进,大圆柱电池容量大,能量密度高,结构一致性高,在动力领域深受市场欢迎。
2、目前常规大圆柱电芯电极极耳经过裁切、整形后电芯电极极耳与集流盘经激光焊接将极耳与集流盘连接在一起,目前该方法仍存在一些问题。其对极耳平整度要求高,集流盘平整度更高。因此,在工艺方面提出了更高的要求,难点主要集中在:1.极耳整形困难,整形后极耳平整度不高;2.集流盘自身平整度问题。以上原因导致极耳与集流盘接触不良,不能紧密贴合在一起,在激光焊接时出现空焊、炸焊、虚焊,对电芯性能造成重大影响。
3、因此,现有技术还有待于改进和发展。
技术实现思路
1、鉴于上述现有技术的不足,本实用新型的目的在于提供一种正极集流盘、圆柱电池,旨在解决现有集流盘与极耳接触不良,不能紧密贴合在一起,对电芯性能造成影响的问题。
2、本实用新型的技术方案如下:
3、一种正极集流盘,包括:
4、正极集流盘本体;
5、极耳焊接部,位于所述正极集流盘本体的一面,用于与电池的极耳固定连接;
6、极柱焊接部,位于所述正极集流盘本体的另一面,用于与电池的极柱固定连接;
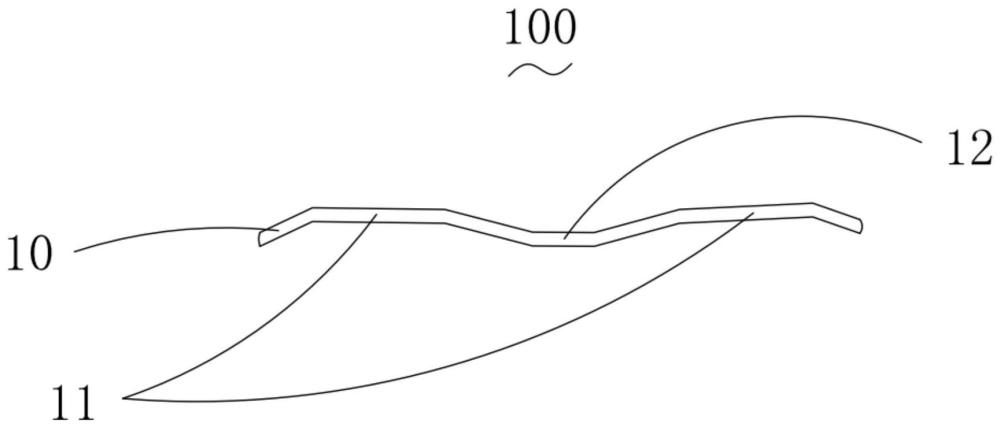
7、所述极耳焊接部为背离所述极耳方向形成的第一凸起,所述第一凸起环绕所述正极集流盘本体的中心设置;
8、所述极柱焊接部为背离所述极柱方向形成的第二凸起,所述第二凸起位于所述正极集流盘本体的中心。
9、所述的正极集流盘,其中,所述正极集流盘的横截面为m字形结构。
10、所述的正极集流盘,其中,所述正极集流盘的厚度为0.1mm-1.2mm。
11、所述的正极集流盘,其中,所述正极集流盘本体开设有若干通孔。
12、所述的正极集流盘,其中,所述正极集流盘本体的表面设有压花结构。
13、所述的正极集流盘,其中,所述第一凸起的深度为0.2-3mm。
14、所述的正极集流盘,其中,所述第二凸起的深度为0.2-3mm。
15、所述的正极集流盘,其中,所述极耳焊接部与所述极耳通过激光焊接形成固定连接;所述极柱焊接部与所述极柱通过激光焊接形成固定连接。
16、一种圆柱电池,包括正极极耳、负极极耳、极柱、负极集流盘以及所述正极集流盘;所述正极极耳与所述正极集流盘的极耳焊接部固定连接,所述极柱与所述正极集流盘的极柱焊接部固定连接。
17、所述的圆柱电池,其中,所述圆柱电池的直径在3cm-10cm之间。
18、有益效果:本实用新型提供一种正极集流盘、圆柱电池,所述正极集流盘包括:正极集流盘本体;极耳焊接部,位于所述正极集流盘本体的一面,用于与电池的极耳固定连接;极柱焊接部,位于所述正极集流盘本体的另一面,用于与电池的极柱固定连接;所述极耳焊接部为背离所述极耳方向形成的第一凸起,所述第一凸起环绕所述正极集流盘本体的中心设置;所述极柱焊接部为背离所述极柱方向形成的第二凸起,所述第二凸起位于所述正极集流盘本体的中心。本实用新型通过调整集流盘结构,结合电芯极耳实际结构,将正极集流盘形成第一凸起和第二凸起,降低空箔极耳与集流盘间隙,增大集流盘与极耳接触面积,将极耳与集流盘紧密贴合,降低电芯制作焊接过程发生空焊、炸焊、虚焊等现象,同时提高电极极耳与集流盘接触面积提高电芯电极导电能力,提高电芯导电性能及倍率性能。
技术特征:
1.一种正极集流盘,其特征在于,包括:
2.根据权利要求1所述的正极集流盘,其特征在于,所述正极集流盘的横截面为m字形结构。
3.根据权利要求1所述的正极集流盘,其特征在于,所述正极集流盘本体的厚度为0.1mm-1.2mm。
4.根据权利要求1所述的正极集流盘,其特征在于,所述正极集流盘本体开设有若干通孔。
5.根据权利要求1所述的正极集流盘,其特征在于,所述正极集流盘本体的表面设有压花结构。
6.根据权利要求1所述的正极集流盘,其特征在于,所述第一凸起的深度为0.2-3mm。
7.根据权利要求1所述的正极集流盘,其特征在于,所述第二凸起的深度为0.2-3mm。
8.根据权利要求1所述的正极集流盘,其特征在于,所述极耳焊接部与所述极耳通过激光焊接形成固定连接;所述极柱焊接部与所述极柱通过激光焊接形成固定连接。
9.一种圆柱电池,其特征在于,包括正极极耳、负极极耳、极柱、负极集流盘以及如权利要求1-8任一项所述的正极集流盘;所述正极极耳与所述正极集流盘的极耳焊接部固定连接,所述极柱与所述正极集流盘的极柱焊接部固定连接。
10.根据权利要求9所述的圆柱电池,其特征在于,所述圆柱电池的直径在3cm-10cm之间。
技术总结
本技术涉及锂离子电池技术领域,尤其涉及一种正极集流盘、圆柱电池,正极集流盘包括:正极集流盘本体;极耳焊接部,位于正极集流盘本体的一面;极柱焊接部,位于正极集流盘本体的另一面;极耳焊接部为背离极耳方向形成的第一凸起,第一凸起环绕正极集流盘本体的中心设置;极柱焊接部为背离极柱方向形成的第二凸起,第二凸起位于正极集流盘本体的中心。本技术通过使得正极集流盘形成第一凸起和第二凸起,降低空箔极耳与集流盘间隙,增大集流盘与极耳接触面积,将极耳与集流盘紧密贴合,降低电芯制作焊接过程发生空焊、炸焊、虚焊等现象,同时提高电极极耳与集流盘接触面积提高电芯电极导电能力,提高电芯导电性能及倍率性能。
技术研发人员:王文杰,秦作路,吴华斌,田冰冰,李真棠
受保护的技术使用者:广东马车动力科技有限公司
技术研发日:20231024
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!