一种吸附装置及光伏电池串制备设备的制作方法
本技术涉及电池片成串,尤其涉及一种吸附装置及光伏电池串制备设备。
背景技术:
1、电池片制备电池串的过程是将多个电池片通过焊带进行有序的连接,以形成具有一定规格的电池串,在自动化生产工艺制备电池串的过程中,需要对焊带搬运至相应的工位等待与电池片的连接(串接),焊带与电池片的连接方式可以采用红外焊接,也可以应用胶带将焊带粘接在电池片上,行业中目前对焊带的搬运方式主要是通过夹爪进行搬运,由于焊带本身规格较小且数量较多(直径约为0.2mm,一个电池片对应的焊带可达25条),因此应用传动的方式对焊带进行搬运其搬运手等位置的结构需要设置的十分精细,多数情况下需要配置连动组件同步进行夹取动作,设计成本及动作精度均要求比较高,不利于实际生产的应用推广。
技术实现思路
1、本实用新型的目的在于提供一种吸附装置及光伏电池串制备设备,来解决对搬运焊带的结构成本高、结构复杂、不便松放焊带、掉落位置不准确以及结构不易推广等问题。
2、为达此目的,本实用新型采用以下技术方案:
3、一种吸附装置,包括:
4、负压发生器,该负压发生器内形成有吸附腔,该负压发生器被配置为能在该吸附腔内形成负压区域;以及
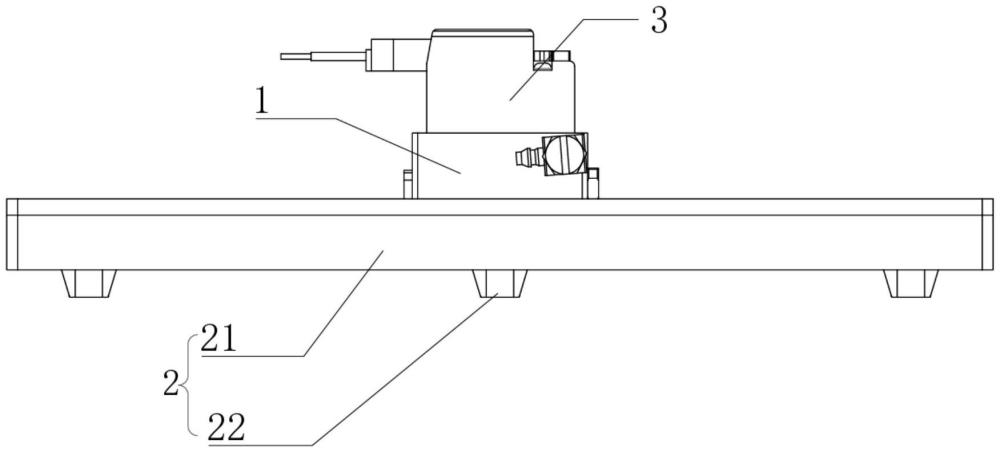
5、吸附结构,该吸附结构包括吸附主体和吸头,该吸附主体内形成空腔,该负压发生器设置在该吸附主体上,该空腔与该吸附腔连通;该吸头设置于背离该负压发生器的一侧,该吸头与该空腔连通。
6、作为优选地,该负压发生器包括进气嘴和出气嘴,该进气嘴上设置有第一入气口和第一排气口,该出气嘴上设置有第二入气口和第二排气口;该第一排气口与该第二入气口均设置于该吸附腔内,且该第一排气口与该第二入气口之间具有间隙,以引入该第一排气口排出的高速气流,在该吸附腔形成负压区域。
7、作为优选地,该进气嘴还包括相连通的第一进气道和第二进气道,该第一入气口连通该第一进气道,该第二进气道连通该第一排气口,且该第二进气道的直径小于该第一进气道的直径。
8、作为优选地,该出气嘴还包括第三排气道,该第三排气道的直径沿从该第二入气口向该第二排气口的方向逐渐增大。
9、作为优选地,该吸附主体包括安装板和底板,该安装板与该底板形成可拆卸连接,且该安装板与该底板之间围成该空腔;该安装板上开设有第一连接孔,该第一连接孔一端与该吸附腔连通,另一端与该空腔连通,以使该空腔能够形成负压区域。
10、作为优选地,该吸头与该底板注塑一体成型;
11、该吸头上设置有第二连接孔和吸附孔,该第二连接孔一端与该空腔连通,另一端与该吸附孔连通;该吸附孔另一端连接该吸头的底面。
12、作为优选地,该吸头的底面设置有限位槽,该限位槽为通槽,该吸附孔设置于该限位槽内,该限位槽用于容置被吸附的物体。
13、作为优选地,该吸头设置有多个,且多个该吸头呈矩阵排列。
14、一种光伏电池串制备设备,包括焊接装置和该吸附装置,该吸附装置用于吸附焊带,并将该焊带搬运至焊接工位,该焊接装置用于焊接改焊带与电池片。
15、有益效果:
16、该吸附装置结构简单、便于设计,通过将负压发生器的负压区域与吸附结构的吸附主体直接连接,负压区域可直接通过空腔传递到吸头从而产生吸附效果,省略了相关管道或者其他中转件的连接,可有效保证结构的稳定性并减少零件的装配,从而解约了生产成本;除此之外,进气嘴与出气嘴的管道设计方式可产生极强的负压效果,从而保证良好的吸附效果;多个呈矩阵排布的吸头也进一步保证了吸附效果,同时吸头的底部还设置有与被吸附的焊带或者胶带形状相对应的限位槽,能保证在搬运的过程中被吸附的物体不会移动,且由于被吸附的物体一直位于吸头的底部,当其需要被吸附到一定高度在放下时,也不会导致其掉落的位置不确定,提高了吸附和搬运速率,同时利用该吸附装置的光伏电池串制备设备也能提高了整体的工作效率。
技术特征:
1.一种吸附装置,其特征在于,包括:
2.根据权利要求1所述的吸附装置,其特征在于,所述负压发生器(1)包括进气嘴(12)和出气嘴(13),所述进气嘴(12)上设置有第一入气口(121)和第一排气口(122),所述出气嘴(13)上设置有第二入气口(131)和第二排气口(132);所述第一排气口(122)与所述第二入气口(131)均设置于所述吸附腔(11)内,且所述第一排气口(122)与所述第二入气口(131)之间具有间隙,以引入所述第一排气口(122)排出的高速气流,在所述吸附腔(11)形成负压区域。
3.根据权利要求2所述的吸附装置,其特征在于,所述进气嘴(12)还包括相连通的第一进气道(123)和第二进气道(124),所述第一入气口(121)连通所述第一进气道(123),所述第二进气道(124)连通所述第一排气口(122),且所述第二进气道(124)的直径小于所述第一进气道(123)的直径。
4.根据权利要求2所述的吸附装置,其特征在于,所述出气嘴(13)还包括第三排气道(133),所述第三排气道(133)的直径沿从所述第二入气口(131)向所述第二排气口(132)的方向逐渐增大。
5.根据权利要求1-4中任一项所述的吸附装置,其特征在于,所述吸附主体(21)包括安装板(212)和底板(213),所述安装板(212)与所述底板(213)形成可拆卸连接,且所述安装板(212)与所述底板(213)之间围成所述空腔(211);
6.根据权利要求5所述的吸附装置,其特征在于,所述吸头(22)与所述底板(213)注塑一体成型;
7.根据权利要求6所述的吸附装置,其特征在于,所述吸头(22)的底面设置有限位槽,所述限位槽为通槽,所述吸附孔(222)设置于所述限位槽内,所述限位槽用于容置被吸附的物体。
8.根据权利要求1-4中任一项所述的吸附装置,其特征在于,所述吸头(22)设置有多个,且多个所述吸头(22)呈矩阵排列。
9.根据权利要求1-4中任一项所述的吸附装置,其特征在于,所述吸附装置还包括控制阀(3),所述控制阀(3)固定于所述负压发生器(1)上,用于控制进入所述负压发生器(1)内高速气流的通断。
10.一种光伏电池串制备设备,其特征在于,包括焊接装置和如权利要求1-9中任一项所述的吸附装置,所述吸附装置用于吸附焊带,并将所述焊带搬运至焊接工位,所述焊接装置用于焊接所述焊带与电池片。
技术总结
本技术属于电池片成串技术领域,公开了一种吸附装置及光伏电池串制备设备。该吸附装置包括负压发生器和吸附结构,其中负压发生器内形成有吸附腔,负压发生器被配置为能在吸附腔内形成负压区域;该吸附结构包括吸附主体和吸头,吸附主体内形成空腔,负压发生器设置在吸附主体上,空腔与吸附腔连通;吸头设置于背离负压发生器的一侧,吸头与空腔连通。该吸附装置结构简单、便于设计,将负压发生器直接设置于吸附主体上,省略了相关管道的连接;相比传统机械搬运爪,吸附搬运方式可使焊带在被搬运时始终位于搬运工位的最底端,保证了焊带放置位置的准确性。该光伏电池串制备设备通过利用上述吸附装置,加快了焊带搬运速率,提高了整体工作效率。
技术研发人员:冉贺,杨勤标,郭旭文,蒋志航
受保护的技术使用者:苏州智慧谷激光智能装备有限公司
技术研发日:20231026
技术公布日:2024/7/9
- 还没有人留言评论。精彩留言会获得点赞!