一种汽车线束连接器自动安装锁块装置的制作方法
本技术涉及汽车线束加工,尤其涉及一种汽车线束连接器自动安装锁块装置。
背景技术:
1、目前,汽车线束生产过程中,连接器上的锁块安装通常为人工用手进行安装。由于线束作业中产品件量大,人工的劳动强度较大,特别是安装过程中需要依靠人为经验,手工进行安装容易导致锁块安装不到位情况,因此,使得产品生产效率低而且质量也难以100%保证。
技术实现思路
1、本实用新型公开了一种汽车线束连接器自动安装锁块装置,以克服人为手工作业造成锁块安装不到位的情况,影响产品装配性能的缺陷。
2、为了实现上述目的,本发明的技术方案是:一种汽车线束连接器自动安装锁块装置,包括底板、连接器固定模块、定位板、支架及控制模块;
3、所述连接器固定模块固设于底板上部的一侧,所述连接器固定模块具有用于容纳待加工连接器的限位口;
4、所述支架固设于底板上部,所述支架的上部安装有锁块压入装置,所述支架的中部安装有锁块固定装置,所述锁块固定装置能够将锁块夹紧固定,所述定位板设置于限位口的一侧,当待加工连接器的一侧和定位板的板面接触时,被夹紧的锁块和待加工连接器对准;所述控制模块能够控制所述锁块压入装置将对准后的锁块装入连接器内。
5、进一步地,还包括连接块推出装置,所述连接块推出装置和所述定位板连接,所述连接块推出装置能够驱动定位板将加工后的连接器推出所述限位口。
6、进一步地,所述连接器固定模块上设置有用于顶紧所述待加工连接器的顶紧块,所述限位口的侧壁开设有用于容纳所述顶紧块的容纳腔,所述容纳腔的内部设置有弹簧,当弹簧处于自然状态时,所述顶紧块的一端伸出所述容纳腔并和待加工连接件接触、另一端和容纳腔内壁之间形成形变空间。
7、进一步地,所述锁块固定装置包括送料夹持臂和侧板,所述侧板安装支架的中部,所述送料夹持臂通过侧板和支架连接,所述送料夹持臂能够夹紧固定锁块。
8、进一步地,所述锁块压入装置包括安装在支架上的第一气缸,所述第一气缸的输出端固设有压块,所述压块能够将对准后的锁块装入连接器内。
9、进一步地,所述锁块压入装置包括安装在支架上的第二气缸,所述第二气缸的输出端和所述锁块固定装置连接,所述第二气缸能够驱动夹紧锁块后的锁块固定装置同步运动,通过锁块固定装置将锁块装入连接器内。
10、进一步地,所述支架上固设有导轨,所述导轨上滑动设置有滑块,所述滑块上安装有安装块。
11、进一步地,所述第一气缸的两侧设置有保护板,所述保护板和支架固定连接,所述压块位于两个所述保护板之间。
12、进一步地,所述导轨的上部和下部均安装有限位挡块,所述限位挡块能够避免滑块过渡位移。
13、进一步地,所述推出装置包括第三气缸,所述第三气缸的输出端贯穿于支架的下部后和定位板中部,所述第三气缸的输出端和连接器接触。
14、本实用新型公开的一种汽车线束连接器自动安装锁块装置的有益效果:
15、本申请通过连接器固定模块固定连接器,通过锁块固定装置固定锁块,设计固定在锁块固定装置上的锁块和连接器对准,通过锁块压入装置将锁块压入连接器,实现机械化安装锁块,提高工作效率、减轻员工劳动强度;同时,定位板和连接器固定模块配合,实现对锁块和连接器对准的定位,无需人为校准,实现对锁块的精准安装,代替了原来用手工安装锁块,降低了人手的疲劳程度,提高了生产效率,并保证了产品质量。
技术特征:
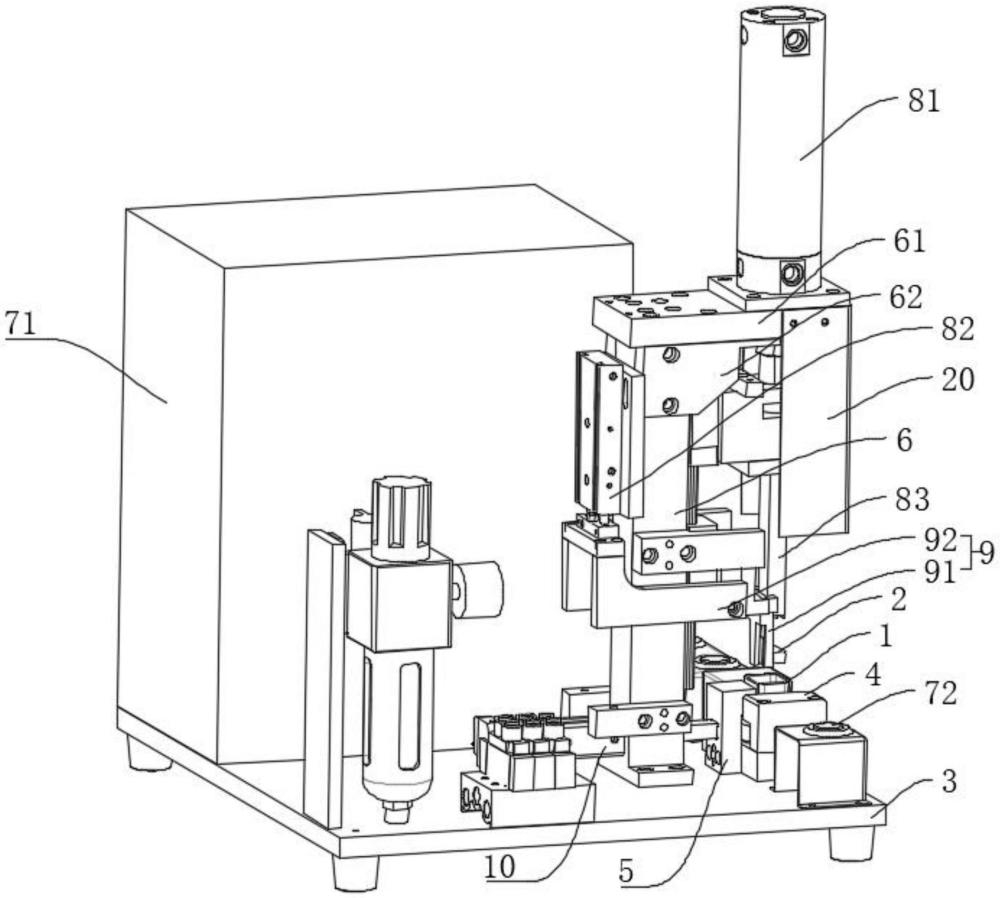
1.一种汽车线束连接器自动安装锁块装置,其特征在于,包括底板(3)、连接器固定模块(4)、定位板(5)、支架(6)及控制模块(7);
2.根据权利要求1所述的一种汽车线束连接器自动安装锁块装置,其特征在于,还包括连接块推出装置,所述连接块推出装置能够将装有锁块(2)的连接器(1)推出所述限位口(41)。
3.根据权利要求1或2所述的一种汽车线束连接器自动安装锁块装置,其特征在于,所述连接器固定模块(4)上设置有用于顶紧所述待加工连接器(1)的顶紧块(43),所述限位口(41)的侧壁开设有用于容纳所述顶紧块(43)的容纳腔(42),顶紧块(43)插接于容纳腔(42)内且仅能沿容纳腔(42)前后位移,所述容纳腔(42)的内部设置有弹簧,所述弹簧能够驱使顶紧块(43)压紧连接器(1)。
4.根据权利要求1所述的一种汽车线束连接器自动安装锁块装置,其特征在于,所述锁块固定装置(9)包括送料夹持臂(91)和侧板(92),所述侧板(92)安装支架(6)的中部,所述送料夹持臂(91)通过侧板(92)和支架(6)连接,所述送料夹持臂(91)能够夹紧固定锁块(2)。
5.根据权利要求1所述的一种汽车线束连接器自动安装锁块装置,其特征在于,所述锁块压入装置包括安装在支架(6)上的第一气缸(81),所述第一气缸(81)的输出端固设有压块(83),所述压块(83)能够将对准后的锁块(2)装入连接器(1)内。
6.根据权利要求1或5所述的一种汽车线束连接器自动安装锁块装置,其特征在于,所述锁块压入装置包括安装在支架(6)上的第二气缸(82),所述第二气缸(82)的输出端和所述锁块固定装置(9)连接,所述第二气缸(82)能够驱动夹紧锁块(2)后的锁块固定装置(9)同步运动,通过锁块固定装置(9)将锁块(2)装入连接器(1)内。
7.根据权利要求6所述的一种汽车线束连接器自动安装锁块装置,其特征在于,所述支架(6)上固设有导轨(301),所述导轨(301)上滑动设置有滑块(302),所述滑块(302)上安装有安装块(303)。
8.根据权利要求5所述的一种汽车线束连接器自动安装锁块装置,其特征在于,所述支架(6)的上部设置有保护罩(20),所述保护罩(20)罩设于第一气缸(81)的外部。
9.根据权利要求7所述的一种汽车线束连接器自动安装锁块装置,其特征在于,所述导轨(301)的上部和下部均安装有限位挡块(50),所述限位挡块(50)能够避免滑块(302)过渡位移。
10.根据权利要求1所述的一种汽车线束连接器自动安装锁块装置,其特征在于,所述推出装置包括第三气缸(10),所述第三气缸(10)的输出端贯穿于支架(6)的下部后和定位板(5)中部,所述第三气缸(10)的输出端和连接器(1)接触。
技术总结
本技术公开了一种汽车线束连接器自动安装锁块装置,包括底板、连接器固定模块、定位板、支架及控制模块;连接器固定模块固设于底板上部的一侧,连接器固定模块具有用于容纳待加工连接器的限位口;支架固设于底板上部,支架的上部安装有锁块压入装置,支架的中部安装有锁块固定装置,锁块固定装置能够将锁块夹紧固定,定位板设置于限位口的一侧,当待加工连接器的一侧和定位板的板面接触时,被夹紧的锁块和待加工连接器对准;控制模块能够控制锁块压入装置将对准后的锁块装入连接器内。本技术公开的一种汽车线束连接器自动安装锁块装置,实现对锁块的精准安装,降低了人手的疲劳程度,提高了生产效率,并保证了产品质量。
技术研发人员:肖东岳,郭兆鹏,刘奇,李影
受保护的技术使用者:营口阿部配线有限公司
技术研发日:20231101
技术公布日:2024/6/13
- 还没有人留言评论。精彩留言会获得点赞!