新型立卧复合绕制线圈工装的制作方法
本技术涉及线圈工装,具体为新型立卧复合绕制线圈工装。
背景技术:
1、目前,变压器的三角立体铁心线圈绕制通常为卧式绕制低压、高压等线圈。现有的绕制工艺存在以下问题:1、单一卧式绕线方式仅适用层式线圈绕制,层式线圈又叫交叠式绕组线圈,在同一铁心上将高压线圈和低压线圈交替排列。而目前饼式线圈绕制较常用,饼式线圈又叫同心式绕组线圈,一般将低压线圈绕在里面,高压线圈套在外面;2、卧式线圈绕制对于操作人员操作不方便,操作时无法多人协同配合,使得线圈绕制工序所需时间长,工效较低;3、现有的绕制线圈工装无法支撑线圈自身重量,无法实现线圈立式绕制。
2、因此,为了扩大该线圈工装的适用范围,提高线圈的绕制效率,提供了该立卧复合绕制线圈工装。
技术实现思路
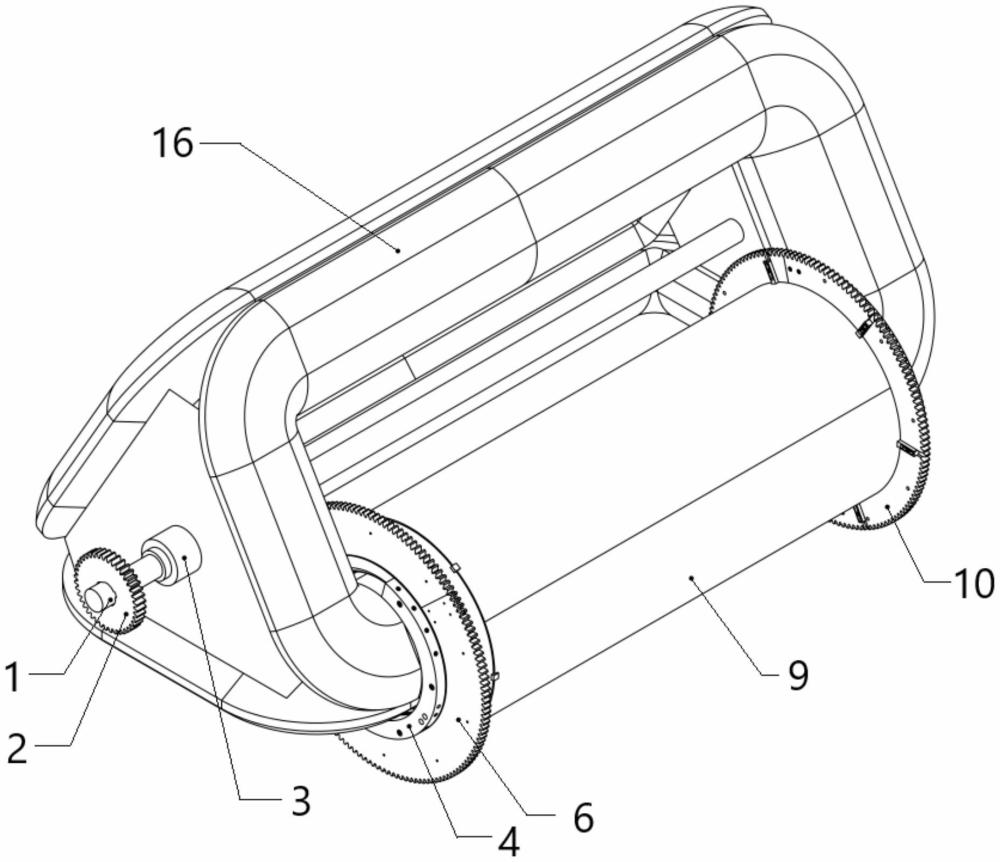
1、本实用新型的目的在于提供新型立卧复合绕制线圈工装, 在下端被动齿轮环和下端固定环之间设置推力轴承组件,推力轴承组件能够对高压绝缘筒以及其表面上绕制的线圈的重力进行支承,使得该线圈工装能够适用于卧式绕制和立式绕制,减少线圈绕制的占地空间。
2、本实用新型提供如下技术方案:新型立卧复合绕制线圈工装,包括安装在铁心组件上的下端固定环和上端固定环,所述下端固定环和上端固定环分别固定在铁心组件的下轭部和上轭部,所述下端固定环的上端连接有下端被动齿轮环,上端固定环的下端连接有上端被动齿轮环,所述下端固定环和下端被动齿轮环之间还固定有推力轴承组件,推力轴承组件用于对低压线圈绕制模板、高压绝缘筒以及其上的线圈支撑;
3、所述铁心组件的中心连接有铁心固定轴,所述铁心固定轴上的左右两部分上安装有铁心端部固定垫块,所述铁心组件安装在铁心端部固定垫块之间,所述铁心固定轴的一端上还固定有回转齿轮。
4、为了进一步提高对于竖直绕线时工装的承载能力,所述下端固定环和下端被动齿轮环之间还设置有下端径向轨道环,所述下端径向轨道环位于推力轴承组件的内侧。
5、为了对高压绝缘筒的下端安装进行进一步定位,所述下端被动齿轮环上还成型有下端高压绝缘筒定位挡板,所述下端高压绝缘筒定位挡板为均匀分布的条形板,条形板的一端贴合在高压绝缘筒的外表面上。
6、为了对高压绝缘筒定位环的上端安装限位以及定位,所述上端被动齿轮环的下表面上固定有上端过渡盘,所述上端过渡盘的内壁贴合在高压绝缘筒定位环的外表面上。
7、为了提高工装在立式绕线时的承载能力,所述上端固定环和上端被动齿轮环之间还固定有上端径向轨道环。
8、所述铁心组件包括三个呈60°分布的卷铁心单框,铁心组件由卷铁心单框拼合成且呈三角形立体布置。
9、与现有技术相比,本实用新型所达到的有益效果是:通过在下端被动齿轮环和下端固定环之间设置推力轴承组件,利用推力轴承组件承受工装竖立绕线时的重力,设置上下端径向轨道环承受卧式绕线时的重力及立式绕线时的径向拉力,使得该工装适用于立式绕线和卧式绕线,且立式绕线能够减少占地空间,方便多人协同配合,提高了绕线效率,缩短工序时长。
技术特征:
1.新型立卧复合绕制线圈工装,包括安装在铁心组件上的下端固定环和上端固定环,其特征在于:所述下端固定环和上端固定环分别固定在铁心组件的下轭部和上轭部,所述下端固定环的上端连接有下端被动齿轮环,上端固定环的下端连接有上端被动齿轮环,所述下端固定环和下端被动齿轮环之间还固定有推力轴承组件,推力轴承组件用于对低压线圈绕制模板、高压绝缘筒以及其上的线圈支撑;
2.根据权利要求1所述的新型立卧复合绕制线圈工装,其特征在于:所述下端固定环和下端被动齿轮环之间还设置有下端径向轨道环,所述下端径向轨道环位于推力轴承组件的内侧。
3.根据权利要求2所述的新型立卧复合绕制线圈工装,其特征在于:所述下端被动齿轮环上还成型有下端高压绝缘筒定位挡板,所述下端高压绝缘筒定位挡板为均匀分布的条形板,条形板的一端贴合在高压绝缘筒的外表面上。
4.根据权利要求1所述的新型立卧复合绕制线圈工装,其特征在于:所述上端被动齿轮环的下表面上固定有上端过渡盘,所述上端过渡盘的内壁贴合在高压绝缘筒定位环的外表面上。
5.根据权利要求1所述的新型立卧复合绕制线圈工装,其特征在于:所述上端固定环和上端被动齿轮环之间还固定有上端径向轨道环。
6.根据权利要求1所述的新型立卧复合绕制线圈工装,其特征在于:所述铁心组件包括三个呈60°分布的卷铁心单框,铁心组件由卷铁心单框拼合成且呈三角形立体布置。
技术总结
本技术公开了新型立卧复合绕制线圈工装,包括安装在铁心组件上的下端固定环和上端固定环,所述下端固定环和上端固定环分别固定在铁心组件的下轭部和上轭部,所述下端固定环的上端连接有下端被动齿轮环,上端固定环的下端连接有上端被动齿轮环,所述下端固定环和下端被动齿轮环之间还固定有推力轴承组件,本技术通过在下端被动齿轮环和下端固定环之间设置推力轴承组件,对高压绝缘筒以及其表面上绕制的线圈的重力进行支承,使得该线圈工装能够适用于卧式绕制和立式绕制,减少线圈绕制的占地空间。
技术研发人员:陆旭铭,万洪新,刘井跃
受保护的技术使用者:常州太平洋变压器有限公司
技术研发日:20231103
技术公布日:2024/6/13
- 还没有人留言评论。精彩留言会获得点赞!