圆柱电池集流盘结构的制作方法
本技术涉及圆柱电池领域,尤其涉及一种圆柱电池集流盘结构。
背景技术:
1、目前,锂离子/钠离子圆柱电池由于能量密度高,容量一致性好等优势逐渐成为新能源行业主流产品,其中全极耳/集流盘结构被越来越多的厂家定为圆柱电池结构优选方向,常见问题:1.圆柱动力电池正极/负极集流盘为便于与裸电芯全极耳激光(小功率)穿透焊接,宜采用偏薄的尺寸,而集流盘与顶盖进行激光穿透焊时,偏薄的集流盘中部焊接区容易击穿漏液,导致电池生产装配工艺出现技术瓶颈;2.出于动力电池成本管控,负极集流盘一般优选铜材(纯镍材集流盘太贵),但铜材集流盘与钢壳壳底采取电阻焊时,容易出现焊接不稳定/易虚焊问题,目前行业内并无有效的改善措施;3.圆柱电池集流盘中部与钢壳壳底进行电阻焊时,第一个焊点焊完容易导致集流盘中部焊区下凹呈漏斗状变形,当第二次焊接时,焊针易滑动与第一个焊点重合,导致炸点/虚焊的发生。
技术实现思路
1、本实用新型的目的在于提供一种圆柱电池集流盘结构,以解决现有技术中圆柱电池在电阻焊时,集流盘中部焊接区在第二次焊接时,焊针易滑动与第一个焊点重合,导致炸点或虚焊的发生的问题。
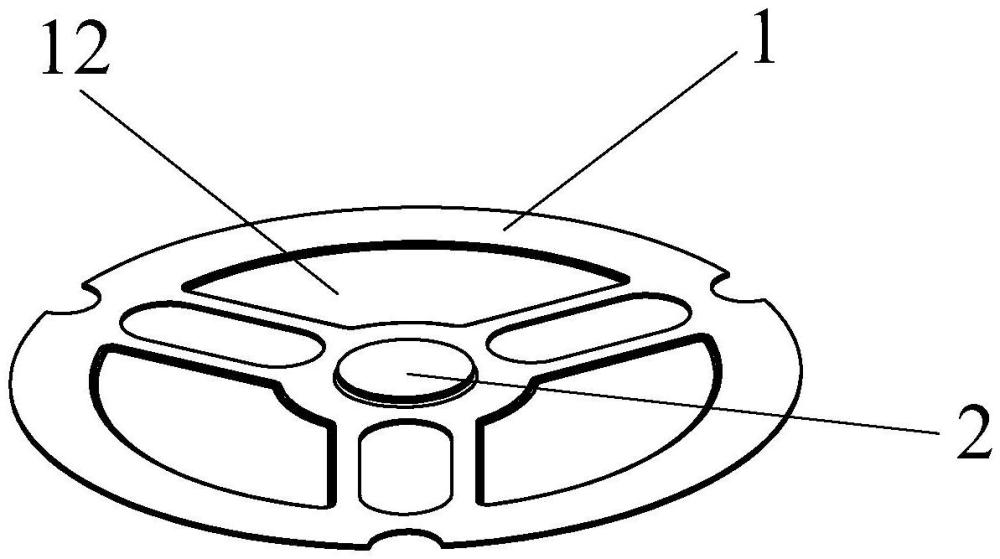
2、为了实现上述目的,本实用新型提供的一种圆柱电池集流盘结构,所述集流盘包括盘状主体以及凸出于所述盘状主体设置的中部焊接区,所述中部焊接区用于与所述圆柱电池的底盖通过焊针焊接连接且所述中部焊接区具有正面以及与所述正面相对的背面,所述正面上叠设有金属层,所述背面上设置有对应所述焊针设置的至少两个焊接分隔区,所述焊接分隔区之间设置有凸棱,所述凸棱朝向与所述中部焊接区凸出方向相反的方向凸出以用于分隔所述焊针的焊接位置。
3、优选地,所述焊针的焊接端具有倒圆角,所述倒圆角的半径小于所述凸棱的顶部至凸棱的底部的厚度,所述凸棱的宽度小于所述焊接端的直径。
4、优选地,所述凸棱包括位于所述背面中部的圆形凸棱以及由所述圆形凸棱向外呈放射设置的四个均匀分布的条形凸棱,所述圆形凸棱与所述条形凸棱将所述中部焊接区分隔为五个所述焊接分隔区。
5、优选地,所述圆形凸棱的内径大于所述焊针的直径,且所述圆形凸棱与所述中部焊接区的所述背面的边缘之间的距离大于所述焊针的直径。
6、优选地,所述中部焊接区呈圆形结构,所述中部焊接区的厚度为大于0.1毫米且小于或等于1毫米。
7、优选地,所述金属层为镍层或铜层或铝层,所述金属层的厚度为大于或等于0.1毫米且小于或等于0.7毫米。
8、优选地,所述中部焊接区与所述金属层通过超声焊或激光焊连接。
9、优选地,所述圆柱电池包括裸电芯,所述裸电芯具有中心孔,所述中部焊接区的所述背面对应所述裸电芯的中心孔设置。
10、优选地,所述盘状主体上还设置有外部焊接区,所述外部焊接区用于与所述圆柱电池的裸电芯的正极全极耳或负极全极耳焊接连接。
11、优选地,所述凸棱以及所述焊接分隔区通过压印工艺一体形成。
12、与现有技术相比,本实用新型通过设置金属层来增加集流盘的中部焊接区的厚度,可以规避焊接击穿或炸点带来的漏液问题,同时,在中部焊接区的背面设置焊接分隔区且相邻焊接分隔区设置有凸棱以防止电阻焊焊接过程中,在第二次电阻焊接时,焊针滑动导致两个焊点重合引起炸点或虚焊的发生。
技术特征:
1.一种圆柱电池集流盘结构,其特征在于,所述集流盘包括盘状主体以及凸出于所述盘状主体设置的中部焊接区,所述中部焊接区用于与所述圆柱电池的底盖通过焊针焊接连接且所述中部焊接区具有正面以及与所述正面相对的背面,所述正面上叠设有金属层,所述背面上设置有对应所述焊针设置的至少两个焊接分隔区,所述焊接分隔区之间设置有凸棱,所述凸棱朝向与所述中部焊接区凸出方向相反的方向凸出以用于分隔所述焊针的焊接位置。
2.如权利要求1所述的圆柱电池集流盘结构,其特征在于,所述焊针的焊接端具有倒圆角,所述倒圆角的半径小于所述凸棱的顶部至所述凸棱的底部的厚度,所述凸棱的宽度小于所述焊接端的直径。
3.如权利要求2所述的圆柱电池集流盘结构,其特征在于,所述凸棱包括位于所述背面中部的圆形凸棱以及由所述圆形凸棱向外呈放射设置的四个均匀分布的条形凸棱,所述圆形凸棱与所述条形凸棱将所述中部焊接区分隔为五个所述焊接分隔区。
4.如权利要求3所述的圆柱电池集流盘结构,其特征在于,所述圆形凸棱的内径大于所述焊针的直径,且所述圆形凸棱与所述中部焊接区的所述背面的边缘之间的距离大于所述焊针的直径。
5.如权利要求1所述的圆柱电池集流盘结构,其特征在于,所述中部焊接区呈圆形结构,所述中部焊接区的厚度为大于0.1毫米且小于或等于1毫米。
6.如权利要求1所述的圆柱电池集流盘结构,其特征在于,所述金属层为镍层或铜层或铝层,所述金属层的厚度为大于或等于0.1毫米且小于或等于0.7毫米。
7.如权利要求3所述的圆柱电池集流盘结构,其特征在于,所述中部焊接区与所述金属层通过超声焊或激光焊连接。
8.如权利要求1所述的圆柱电池集流盘结构,其特征在于,所述圆柱电池包括裸电芯,所述裸电芯具有中心孔,所述中部焊接区的所述背面对应所述裸电芯的中心孔设置。
9.如权利要求8所述的圆柱电池集流盘结构,其特征在于,所述盘状主体上还设置有外部焊接区,所述外部焊接区用于与所述圆柱电池的裸电芯的正极全极耳或负极全极耳焊接连接。
10.如权利要求8所述的圆柱电池集流盘结构,其特征在于,所述凸棱以及所述焊接分隔区通过压印工艺一体形成。
技术总结
本技术公开一种圆柱电池集流盘结构,集流盘包括盘状主体以及凸出于盘状主体设置的中部焊接区,中部焊接区用于与圆柱电池的底盖通过焊针焊接连接且中部焊接区具有正面以及与正面相对的背面,正面上叠设有金属层,背面上设置有对应焊针设置的至少两个焊接分隔区,焊接分隔区之间设置有凸棱,凸棱朝向与中部焊接区凸出方向相反的方向凸出以用于分隔焊针的焊接位置。本技术通过设置金属层来增加集流盘的中部焊接区的厚度,可以规避焊接击穿或炸点带来的漏液问题,同时,在中部焊接区的背面设置焊接分隔区且相邻焊接分隔区设置有凸棱以防止电阻焊焊接过程中,在第二次电阻焊接时焊针滑动导致两个焊点重合引起炸点或虚焊的发生。
技术研发人员:赵悠曼,黄旸,黄志坚,郝易,马振华
受保护的技术使用者:东莞市创明电池技术有限公司
技术研发日:20231128
技术公布日:2024/8/21
- 还没有人留言评论。精彩留言会获得点赞!