切叠一体机的制作方法
本技术涉及锂电池叠片机,特别涉及一种切叠一体机。
背景技术:
1、近年来,锂电池领域的叠片工艺蓬勃发展,相比卷绕电芯,因叠片结构空间利用率高,使得叠片电芯具有稳定性好、循环寿命好、安全性高、内阻性小、倍率性能好、温升低等众多优点,叠片工艺的电池使用范围越来越多,特别是在市场前景广阔的动力电池及储能电池领域。
2、然而叠片工艺也因叠片效率低、成本高、一致性差等缺点让很多电池厂商望而却步,例如,现有的切叠一体机采用真空输送带来输送模切好的极片,相邻两个真空输送带的接驳处是有一段没真空的区域的,对于比较窄的极片,在运输到这段区域时,会因为真空吸附区域变小,而容易发生跑位,导致极片定位偏差较大,后续的极片预定位平台无法将极片调整到准确的姿态,从而影响了极片叠片时的对齐度。还有,现有的叠片台处的隔膜摆辊及正负极片的搬运机械手共用一个直线电机,在进行高速叠片过程中,摆辊和搬运机械手的动作相互干扰,产生较大的抖动,从而出现隔膜打皱等问题,影响了叠片电芯的质量。
3、为此,有必要设计出稳定性较好,同时生产效率较高的叠片机。
技术实现思路
1、为了解决现有技术的不足,本实用新型提供一种切叠一体机。
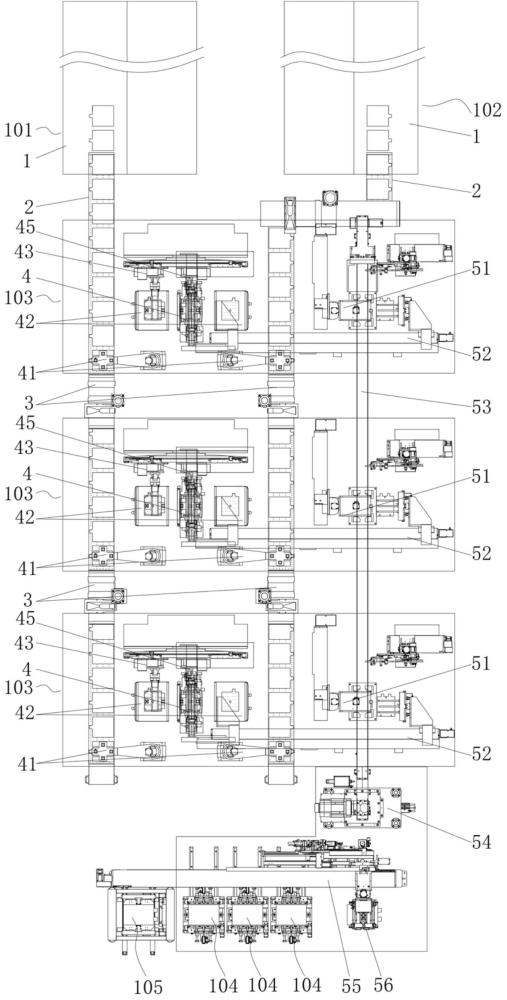
2、本实用新型提供一种切叠一体机,包括第一极片模切工位、第二极片模切工位和至少一个叠片工位,所述第一极片模切工位和第二极片模切工位都设置有极片模切机构,以分别模切成型正极片和负极片;所述第一极片模切工位和第二极片模切工位均通过真空输送皮带将极片输送到至少一个叠片工位内,在相邻两个真空输送皮带的接驳处设置有倒装输送装置,所述倒装输送装置包括架设在两个真空输送皮带上方的倒装皮带,所述倒装皮带与真空输送皮带之间形成供极片穿行的通道,所述倒装皮带包括倒装真空吸附区和倒装破真空区,所述倒装真空吸附区位于前一个真空输送皮带尾端的破真空区上方,所述倒装破真空区设置在后一个真空输送皮带头端的真空吸附区上方。
3、在其中一些实施例中,所述倒装输送装置还包括安装座、布气板、驱动轮和从动轮,所述布气板设置在安装座上,并朝真空输送皮带设置,所述布气板内设置有外接气源的连接管,所述布气板沿长度方向设置倒装真空吸附区和倒装破真空区,所述驱动轮和从动轮活动设置在安装座上,所述倒装皮带套设在驱动轮、从动轮和布气板之间,所述驱动轮带动倒装皮带运作。
4、在其中一些实施例中,所述倒装输送装置还包括安装架、升降气缸、升降导轨,所述安装架设置在安装座外侧,所述升降气缸固定在安装架上,所述升降气缸的驱动端与安装座连接,所述升降导轨设置在安装架上,所述安装座与升降导轨上的滑块连接,所述升降气缸带动安装座及倒装皮带沿升降导轨上下移动。
5、在其中一些实施例中,所述安装座上设置有张紧轮,所述张紧轮位于驱动轮的两侧,并与倒装皮带滑动连接。
6、在其中一些实施例中,所述叠片工位设置有叠片台、取片机械手、搬运机械手、隔膜放卷机构和摆辊,所述叠片台两侧设置分别对正极片、负极片进行定位的极片预定位平台,所述取片机械手设置在极片预定位平台与真空输送皮带之间,以将真空输送皮带上的极片搬运到极片预定位平台上;所述搬运机械手活动设置在极片预定平台与叠片台之间,以将定位后的极片搬运到叠片台上进行堆叠;所述隔膜放卷机构设置在叠片台一侧,所述隔膜放卷机构通过摆辊往叠片台处持续输送隔膜。
7、在其中一些实施例中,所述摆辊的往复运动由第一直线电机驱动,所述第一直线电机安装在大理石材质的底座上。
8、在其中一些实施例中,所述搬运机械手的往复运动由第二直线电机驱动,所述第二直线电机安装在大理石材质的龙门架上。
9、在其中一些实施例中,所述摆辊上设置有将切断后的隔膜反吹的反吹辊。
10、在其中一些实施例中,所述叠片工位右侧设置贴胶机械手,所述叠片台与贴胶机械手之间设置有叠台下料机械手,所述叠台下料机械手将叠片台上叠片完成的电芯夹取并搬运到贴胶机械手处,以对电芯贴设胶带。
11、在其中一些实施例中,还包括贴胶下料机械手、热压及测短路装置、电芯下料机械手和托盘,所述贴胶下料机械手架设在叠片工位与热压及测短路装置之间,以将贴设有胶带的电芯搬运到热压及测短路装置处,所述电芯下料机械手设置在热压及测短路装置与托盘之间,以将热压及测短路装置中检测合格的电芯搬运至托盘中。
12、与现有技术相比,本实用新型有益效果是:通过倒装输送装置在两个真空输送皮带接驳处输送极片,保证很窄、小的极片也能平稳的在两个真空输送皮带之间过渡,使得极片在过渡时位置保持稳定,保证极片在叠片时的对齐度,同时,可以通过真空输送皮带往多个叠片工位输送极片,提高切叠一体机的生产效率。
技术特征:
1.一种切叠一体机,其特征在于,包括第一极片模切工位、第二极片模切工位和至少一个叠片工位,所述第一极片模切工位和第二极片模切工位都设置有极片模切机构,以分别模切成型正极片和负极片;所述第一极片模切工位和第二极片模切工位均通过真空输送皮带将极片输送到至少一个叠片工位内,在相邻两个真空输送皮带的接驳处设置有倒装输送装置,所述倒装输送装置包括架设在两个真空输送皮带上方的倒装皮带,所述倒装皮带与真空输送皮带之间形成供极片穿行的通道,所述倒装皮带包括倒装真空吸附区和倒装破真空区,所述倒装真空吸附区位于前一个真空输送皮带尾端的破真空区上方,所述倒装破真空区设置在后一个真空输送皮带头端的真空吸附区上方。
2.根据权利要求1所述的切叠一体机,其特征在于,所述倒装输送装置还包括安装座、布气板、驱动轮和从动轮,所述布气板设置在安装座上,并朝真空输送皮带设置,所述布气板内设置有外接气源的连接管,所述布气板沿长度方向设置倒装真空吸附区和倒装破真空区,所述驱动轮和从动轮活动设置在安装座上,所述倒装皮带套设在驱动轮、从动轮和布气板之间,所述驱动轮带动倒装皮带运作。
3.根据权利要求2所述的切叠一体机,其特征在于,所述倒装输送装置还包括安装架、升降气缸、升降导轨,所述安装架设置在安装座外侧,所述升降气缸固定在安装架上,所述升降气缸的驱动端与安装座连接,所述升降导轨设置在安装架上,所述安装座与升降导轨上的滑块连接,所述升降气缸带动安装座及倒装皮带沿升降导轨上下移动。
4.根据权利要求2所述的切叠一体机,其特征在于,所述安装座上设置有张紧轮,所述张紧轮位于驱动轮的两侧,并与倒装皮带滑动连接。
5.根据权利要求1所述的切叠一体机,其特征在于,所述叠片工位设置有叠片台、取片机械手、搬运机械手、隔膜放卷机构和摆辊,所述叠片台两侧设置分别对正极片、负极片进行定位的极片预定位平台,所述取片机械手设置在极片预定位平台与真空输送皮带之间,以将真空输送皮带上的极片搬运到极片预定位平台上;所述搬运机械手活动设置在极片预定平台与叠片台之间,以将定位后的极片搬运到叠片台上进行堆叠;所述隔膜放卷机构设置在叠片台一侧,所述隔膜放卷机构通过摆辊往叠片台处持续输送隔膜。
6.根据权利要求5所述的切叠一体机,其特征在于,所述摆辊的往复运动由第一直线电机驱动,所述第一直线电机安装在大理石材质的底座上。
7.根据权利要求5所述的切叠一体机,其特征在于,所述搬运机械手的往复运动由第二直线电机驱动,所述第二直线电机安装在大理石材质的龙门架上。
8.根据权利要求5所述的切叠一体机,其特征在于,所述摆辊上设置有将切断后的隔膜反吹的反吹辊。
9.根据权利要求5所述的切叠一体机,其特征在于,所述叠片工位右侧设置贴胶机械手,所述叠片台与贴胶机械手之间设置有叠台下料机械手,所述叠台下料机械手将叠片台上叠片完成的电芯夹取并搬运到贴胶机械手处,以对电芯贴设胶带。
10.根据权利要求9所述的切叠一体机,其特征在于,还包括贴胶下料机械手、热压及测短路装置、电芯下料机械手和托盘,所述贴胶下料机械手架设在叠片工位与热压及测短路装置之间,以将贴设有胶带的电芯搬运到热压及测短路装置处,所述电芯下料机械手设置在热压及测短路装置与托盘之间,以将热压及测短路装置中检测合格的电芯搬运至托盘中。
技术总结
本技术涉及一种切叠一体机,包括第一极片模切工位、第二极片模切工位和至少一个叠片工位,第一极片模切工位和第二极片模切工位分别模切成型正极片和负极片;第一极片模切工位和第二极片模切工位均通过真空输送皮带将极片输送到至少一个叠片工位内,在相邻两个真空输送皮带的接驳处设置有倒装输送装置,倒装输送装置包括架设在两个真空输送皮带上方的倒装皮带,倒装皮带与真空输送皮带之间形成供极片穿行的通道,倒装皮带包括倒装真空吸附区和倒装破真空区,倒装真空吸附区位于前一个真空输送皮带尾端的破真空区上方,倒装破真空区设置在后一个真空输送皮带头端的真空吸附区上方。本技术通过倒装输送装置使极片在过渡时位置保持稳定。
技术研发人员:李昌涛,严海宏,朱佑琦,曾令辉
受保护的技术使用者:广东省秦田科技有限公司
技术研发日:20231229
技术公布日:2024/9/12
- 还没有人留言评论。精彩留言会获得点赞!