一种复合集流体极片极耳结构及其制备方法与流程
本发明涉及电池,更具体地说,是涉及一种复合集流体极片极耳结构及其制备方法。
背景技术:
1、复合集流体技术是针对电芯本身的安全和充电技术的安全的一项技术。锂电池生产过程中,通常会选用金属材料作为集流体,但是为了提高电池的能量密度及安全性,复合集流体逐渐受到关注。
2、复合集流体一般为包括聚合物层和金属层的多层堆叠结构,例如,复合集流体通常为在两侧金属层中添加一层聚合物层,采用这种金属-高分子聚合物-金属结构的集流体可有效提高电池防针刺、挤压、重物冲击的性能,同时聚合物材质较轻,可减轻集流体的重量,提高电池的能量密度。复合集流体也因其具有超薄超轻、且其制作的电池具有高安全的特点而越来越受市场关注。现有技术中,为提高电池的安全性能和能量密度,往往采用复合集流体代替传统的金属箔材作为电池的正、负极的集流体。
3、复合集流体由于其中间有基材,导致上下面无法直接导通。这一特性使得复合集流体无法像传统的极片那样直接焊接极耳。目前解决这一问题的一般采用在复合集流体边缘先焊接金属箔材以导通复合集流体的上下面,然后再焊接极耳的方法,比如专利号为cn217983404u的一种复合集流体的焊接结构、专利号为cn116960269a的一种复合极片及其制备方法、电池都是采用金属箔材导通复合集流体上下面后再焊接极耳的方式,复合集流体边缘焊接金属箔材工艺一般用超声波焊接。虽然超声波焊接具有速度快、热影响小等优点,但在复合集流体的特殊结构下,其焊接效果并不理想,复合集流体与金属箔材之间容易出现连接不牢的问题。
技术实现思路
1、为了克服现有的在复合集流体边缘先焊接金属箔材导通复合集流体的上下面,然后再焊接极耳,复合集流体边缘焊接金属箔材工艺一般用超声波焊接,超声波焊接金属箔材后容易出现复合集流体与金属箔材连接之间不牢的问题,本发明提供一种复合集流体极片极耳结构及其制备方法。
2、本发明技术方案如下所述:
3、一种复合集流体极片极耳结构,包括复合集流体以及连接在所述复合集流体一端的金属箔材:
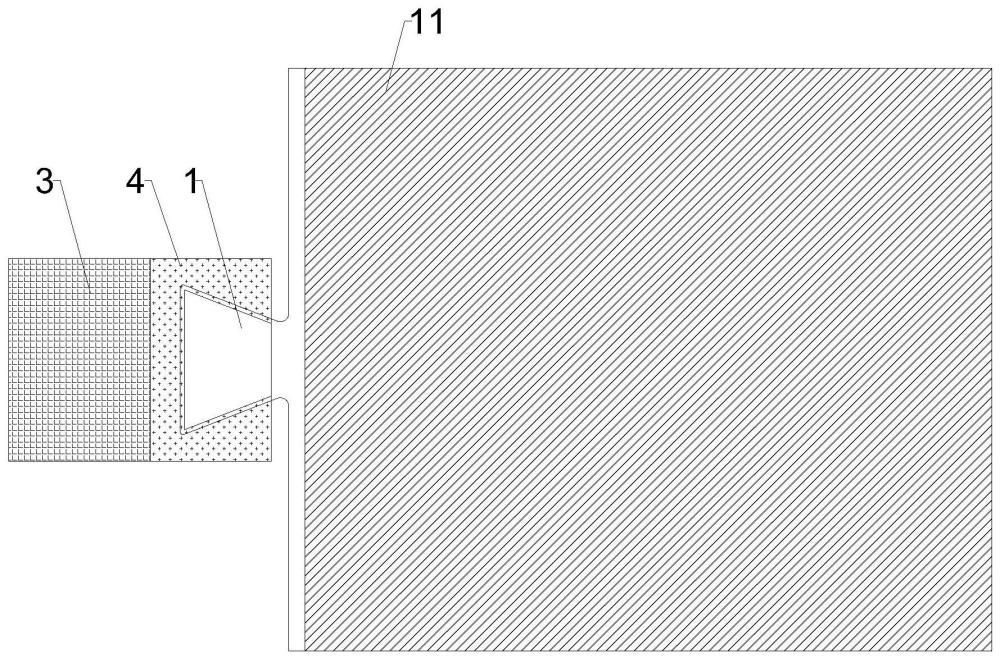
4、所述复合集流体边缘的外侧宽度大于内侧宽度或所述复合集流体的边缘设有通孔;
5、所述金属箔材设于所述复合集流体的上下两面,两面的所述金属箔材焊接,且焊接区域围绕于所述复合集流体边缘上,以使所述金属箔材的焊接区域夹紧所述复合集流体的边缘。
6、根据上述方案的本发明,所述复合集流体边缘的横截面为倒锥形。
7、根据上述方案的本发明,所述复合集流体边缘的横截面为优弧弓形。
8、根据上述方案的本发明,所述复合集流体边缘的横截面呈“凸”字型。
9、根据上述方案的本发明,所述复合集流体至少一侧的表面设有电极涂布层。
10、根据上述方案的本发明,所述电极涂布层包括正极活性材料层和负极活性材料层中的一种。
11、根据上述方案的本发明,还包括极耳,所述极耳位于所述金属箔材远离所述复合集流体的一端。
12、根据上述方案的本发明,所述复合集流体叠片有多层,相邻两层的所述复合集流体中设有金属箔材,相邻两层的所述复合集流体与通过所述金属箔材上与所述极耳实现电性连接。
13、根据上述方案的本发明,所述金属箔材的焊接方法为超声波焊接或电阻焊。
14、根据上述方案的本发明,所述金属箔材的厚度为1-15μm。
15、一种复合集流体极片极耳结构的制备方法,包括如下步骤:
16、s01:复合集流体表面涂上电极涂布层成复合集流体极片;
17、s10:复合集流体边缘切片成倒锥形或圆形或方形或打孔;
18、s20:复合集流体极片叠片时同时叠片金属箔材;
19、s30:复合集流体叠片完成后使用超声波焊接或电阻焊金属箔材;
20、若复合集流体边缘切片为倒锥形或圆形或方形时,焊接区域不包含倒锥形或圆形或方形区域,或包含倒锥形或圆形或方形边缘小部分区域;
21、若复合集流体边缘打孔时,焊接区域包括通孔区域,或超出通孔区域外小部分区域;
22、s40:在金属箔材上焊接极耳。
23、根据上述方案的本发明,其有益效果在于,本发明的一种复合集流体极片极耳结构,通过将复合集流体的边缘设置成尾大头小形状,或者在复合集流体的边缘打孔,复合集流体与金属箔材焊接后,金属箔材焊接区域与复合集流体之间相互阻挡,金属箔材可以更加稳固地夹紧复合集流体极片,复合集流体与金属箔材之间的连接可以更加牢固,从而有效地导通复合集流体的上下面。本发明能够显著提高复合集流体与金属箔材之间的连接牢固度,金属箔材可以稳定地夹紧复合集流体,有效地解决了现有技术中焊接不牢的问题;由于焊接区域与复合集流体之间相互阻挡,金属箔材可以夹紧在复合集流体上,复合集流体的稳定性得到了提升,从而提高了电池的整体性能和安全性。
技术特征:
1.一种复合集流体极片极耳结构,包括复合集流体以及连接在所述复合集流体一端的金属箔材,其特征在于:
2.根据权利要求1所述的一种复合集流体极片极耳结构,其特征在于,所述复合集流体边缘的横截面为倒锥形。
3.根据权利要求1所述的一种复合集流体极片极耳结构,其特征在于,所述复合集流体边缘的横截面为优弧弓形。
4.根据权利要求1所述的一种复合集流体极片极耳结构,其特征在于,所述复合集流体边缘的横截面呈“凸”字型。
5.根据权利要求1-4任一项所述的一种复合集流体极片极耳结构,其特征在于,所述复合集流体至少一侧的表面设有电极涂布层。
6.根据权利要求5所述的一种复合集流体极片极耳结构,其特征在于,所述电极涂布层包括正极活性材料层和负极活性材料层中的一种。
7.根据权利要求1所述的一种复合集流体极片极耳结构,其特征在于,还包括极耳,所述极耳位于所述金属箔材远离所述复合集流体的一端。
8.根据权利要求7所述的一种复合集流体极片极耳结构,其特征在于,所述复合集流体叠片有多层,相邻两层的所述复合集流体中设有金属箔材,相邻两层的所述复合集流体与通过所述金属箔材上与所述极耳实现电性连接。
9.根据权利要求1所述的一种复合集流体极片极耳结构,其特征在于,所述金属箔材的焊接方法为超声波焊接或电阻焊。
10.一种复合集流体极片极耳结构的制备方法,其特征在于,包括如下步骤:
技术总结
本发明公开了一种复合集流体极片极耳结构及其制备方法,包括复合集流体以及连接在复合集流体一端的金属箔材,复合集流体边缘的外侧宽度大于内侧宽度或复合集流体的边缘设有通孔;金属箔材设于复合集流体的上下两面,两面的金属箔材焊接,且焊接区域围绕于复合集流体边缘上,以使金属箔材的焊接区域夹紧复合集流体的边缘。本发明能够显著提高复合集流体与金属箔材之间的连接牢固度,由于焊接区域与复合集流体之间相互阻挡,金属箔材可以稳定地夹紧复合集流体,有效地解决了现有技术中焊接不牢的问题,复合集流体的稳定性得到了提升,提高了复合集流体极片极耳结构整体性能和安全性。
技术研发人员:臧伟,罗能铁,张德平
受保护的技术使用者:深圳市镭煜科技有限公司
技术研发日:
技术公布日:2024/5/29
- 还没有人留言评论。精彩留言会获得点赞!