DCT线圈直管骨架制造方法
本发明涉及异型超导磁体骨架制造,尤其涉及dct线圈直管骨架制造方法。
背景技术:
1、dct(discrete-cosine-theta,离散余弦型)线圈结构是一种新型的磁体结构,具有磁场质量高、轻巧紧凑、冷质量小和易于优化等特点,逐渐应用于粒子加速器和医用加速器磁体设计。线圈包括walstrom端部和横截面具有特定周期分布的中间区域,通过优化导线空间排布,可在线圈孔径内产生一个理想的二极、四极、六极或组合功能磁场。此外,利用骨架表面线槽将dct超导线圈固定,可有效阻断线圈匝间洛伦兹力的累积,磁体机械性能突出。
2、目前,dct线圈直管骨架最常用的制造方法是利用数控机床在成品直管筒体表面进行线槽的加工,筒体常用不锈钢、铝合金和g10等材质。由于非标尺寸的直管筒体制作需要额外的工装和模具,且大孔径尺寸骨架的内外圆度、厚度无法保证,进而影响表面线槽的加工精度和多层骨架嵌套装配。同时,利用数控机床加工整筒的周期长、成本高,且需要大行程的机床设备,这也制约了dct型超导磁体技术的发展。
技术实现思路
1、本发明提供了dct线圈直管骨架制造方法,用以解决现有技术中的相关缺陷,通过dct线圈直管骨架采用分段拼装成型的方式,降低制造难度,解决一体成型过程机加工量大、成本高和周期长等问题。
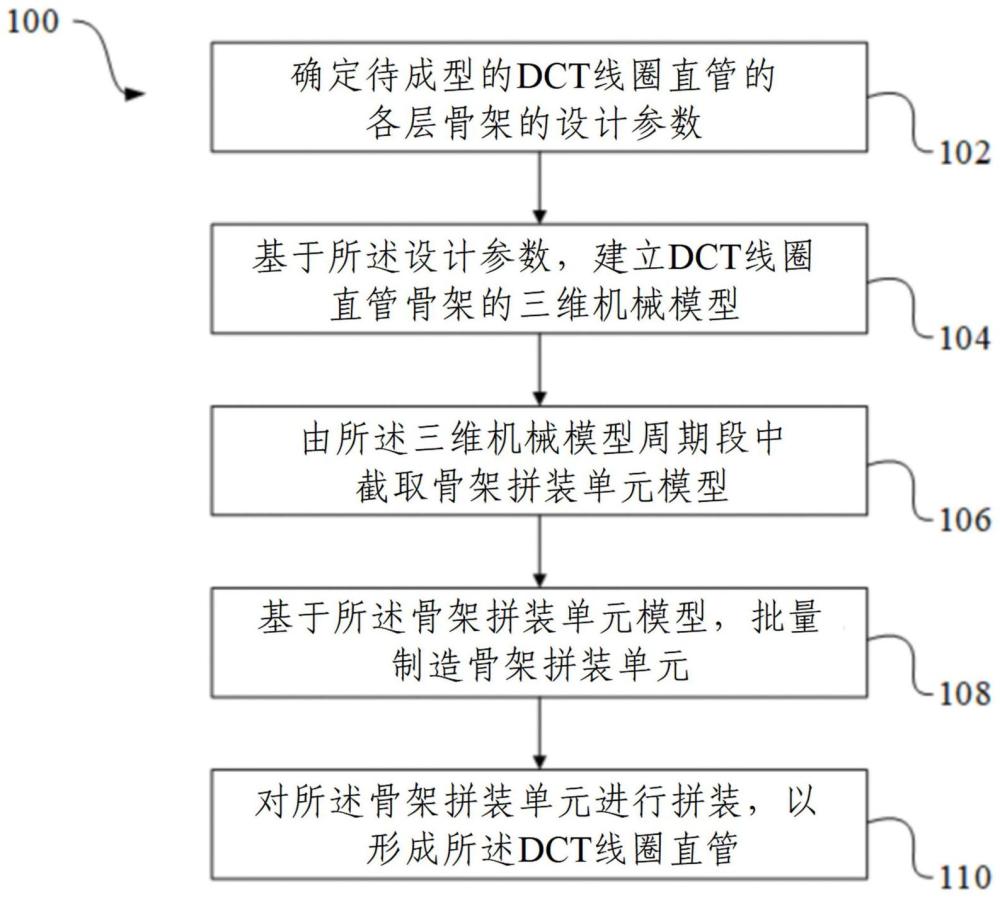
2、本发明提供了一种dct线圈直管骨架制造方法,包括:
3、确定待成型的dct线圈直管的各层骨架的设计参数;
4、基于所述设计参数,建立dct线圈直管骨架的三维机械模型;
5、由所述三维机械模型周期段中截取骨架拼装单元模型;
6、基于所述骨架拼装单元模型,批量制造骨架拼装单元;
7、对所述骨架拼装单元进行拼装,以形成所述dct线圈直管。
8、根据本发明提供的dct线圈直管骨架制造方法,所述由所述三维机械模型周期段中截取骨架拼装单元模型,包括:
9、由所述三维机械模型周期段中截取设定长度的环状模型;
10、以所述环状模型作为所述骨架拼装单元模型,或者对所述环状模型沿圆周方向再次进行周期截取,形成多个所述骨架拼装单元模型。
11、根据本发明提供的dct线圈直管骨架制造方法,在以所述环状模型作为所述骨架拼装单元模型的情况下,所述基于所述骨架拼装单元模型,批量制造骨架拼装单元,包括:
12、基于所述骨架拼装单元模型,批量制造环状的多个所述骨架拼装单元。
13、根据本发明提供的dct线圈直管骨架制造方法,所述对所述骨架拼装单元进行拼装,包括:
14、将环状的多个所述骨架拼装单元沿轴向方向进行排布;
15、将相邻两个所述骨架拼装单元相互连接。
16、根据本发明提供的dct线圈直管骨架制造方法,在对所述环状模型沿圆周方向再次进行周期截取,形成多个所述骨架拼装单元模型的情况下,所述基于所述骨架拼装单元模型,批量制造骨架拼装单元,包括:
17、基于多个所述骨架拼装单元模型,批量制造多个所述骨架拼装单元。
18、根据本发明提供的dct线圈直管骨架制造方法,所述对所述骨架拼装单元进行拼装,包括:
19、将多个所述骨架拼装单元沿周向方向拼装,以形成环状拼装结构;
20、将多个所述环状拼装结构沿轴向方向进行排布;
21、将相邻两个所述环状拼装结构相互连接。
22、根据本发明提供的dct线圈直管骨架制造方法,所述骨架拼装单元制造采用数控机床加工、3d打印技术以及注塑成型中的一种或多种方法,和/或所述骨架拼装单元的材料选用金属和/或非金属,所述金属至少包括不锈钢、铜、铝合金中的任一种或多种的组合,所述非金属至少包括g10/g11、纳米陶瓷材料、peek/pei特种工程熟料中的任一种或多种的组合。
23、根据本发明提供的dct线圈直管骨架制造方法,所述形成所述dct线圈直管之后,还包括:
24、在所述dct线圈直管的相对两端分别装配端部结构,以形成dct线圈直管骨架。
25、根据本发明提供的dct线圈直管骨架制造方法,所述设计参数包括内外半径、机械长度、横截面方位角分布以及线槽尺寸。
26、根据本发明提供的dct线圈直管骨架制造方法,所述环状模型的横截面形状包括圆形、椭圆形、矩形。
27、本发明提供的dct线圈直管骨架制造方法,在批量制造之前首先进行dct线圈直管骨架的三维机械模型建立,在三维机械模型周期段中截取出骨架拼装单元模型,并基于骨架拼装单元模型,批量制造骨架拼装单元,然后再进行拼装。通过采用分段拼装成型的方式,可以降低制造难度,解决了一体成型过程机加工量大、成本高和周期长等问题。并且本发明的制造方法能够适用于不同尺寸和形状的dct线圈直管骨架,兼顾尺寸精度和生产效率。另外,采用分段拼装的方式可以根据直管的实际长度来确定拼装的段数,避免了浪费材料的情况出现,而且骨架材料选择和制造方法更加灵活、多元化。
技术特征:
1.一种dct线圈直管骨架制造方法,其特征在于,包括:
2.根据权利要求1所述的dct线圈直管骨架制造方法,其特征在于,所述由所述三维机械模型周期段中截取骨架拼装单元模型,包括:
3.根据权利要求2所述的dct线圈直管骨架制造方法,其特征在于,在以所述环状模型作为所述骨架拼装单元模型的情况下,所述基于所述骨架拼装单元模型,批量制造骨架拼装单元,包括:
4.根据权利要求3所述的dct线圈直管骨架制造方法,其特征在于,所述对所述骨架拼装单元进行拼装,包括:
5.根据权利要求2所述的dct线圈直管骨架制造方法,其特征在于,在对所述环状模型沿圆周方向再次进行周期截取,形成多个所述骨架拼装单元模型的情况下,所述基于所述骨架拼装单元模型,批量制造骨架拼装单元,包括:
6.根据权利要求5所述的dct线圈直管骨架制造方法,其特征在于,所述对所述骨架拼装单元进行拼装,包括:
7.根据权利要求1至6中任一项所述的dct线圈直管骨架制造方法,其特征在于,所述骨架拼装单元制造采用数控机床加工、3d打印技术以及注塑成型中的一种或多种方法,和/或所述骨架拼装单元的材料选用金属和/或非金属,所述金属至少包括不锈钢、铜、铝合金中的任一种或多种的组合,所述非金属至少包括g10/g11、纳米陶瓷材料、peek/pei特种工程熟料中的任一种或多种的组合。
8.根据权利要求1至6中任一项所述的dct线圈直管骨架制造方法,其特征在于,所述形成所述dct线圈直管之后,还包括:
9.根据权利要求1至6中任一项所述的dct线圈直管骨架制造方法,其特征在于,所述设计参数包括内外半径、机械长度、横截面方位角分布以及线槽尺寸。
10.根据权利要求2至6中任一项所述的dct线圈直管骨架制造方法,其特征在于,所述环状模型的横截面形状包括圆形、椭圆形、矩形。
技术总结
本发明提供了DCT线圈直管骨架制造方法,包括:确定待成型的DCT线圈直管的各层骨架的设计参数;基于设计参数,建立DCT线圈直管骨架的三维机械模型;由三维机械模型周期段中截取骨架拼装单元模型;基于骨架拼装单元模型,批量制造骨架拼装单元;对骨架拼装单元进行拼装,以形成DCT线圈直管。通过采用分段拼装成型的方式,可降低制造难度,解决一体成型过程机加工量大、成本高和周期长等问题。并且能够适用于不同尺寸和形状的DCT线圈直管骨架,兼顾尺寸精度和生产效率。另外,采用分段拼装的方式可以根据直管的实际长度来确定拼装的段数,避免了浪费材料的情况出现,而且骨架材料选择和制造方法更加灵活、多元化。
技术研发人员:梁羽,梅恩铭,尤玮,王旭东,韩正男,朱丽,倪东升,姚庆高
受保护的技术使用者:中国科学院近代物理研究所
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!