极片、极芯、电池、用电设备及极片的制造方法与流程
本公开涉及电池,具体地,涉及一种极片、极芯、电池、用电设备及极片的制造方法。
背景技术:
1、极片是电池的重要组成部分,主要包括复合集流体和导电件,其中,复合集流体包括上下的金属层和设置于这两层金属层中间的绝缘层。相关技术中,为实现复合集流体中上下两层金属层的导通,采用的方式是提供两个导电件,并使其中一个导电件与上层金属层连通,另一个导电件与下层金属层连通,之后将两个导电件连通,然而这种方式所需要的导电件用量较大。
技术实现思路
1、本公开的目的是提供一种极片,该极片能够减少导电件的用量。
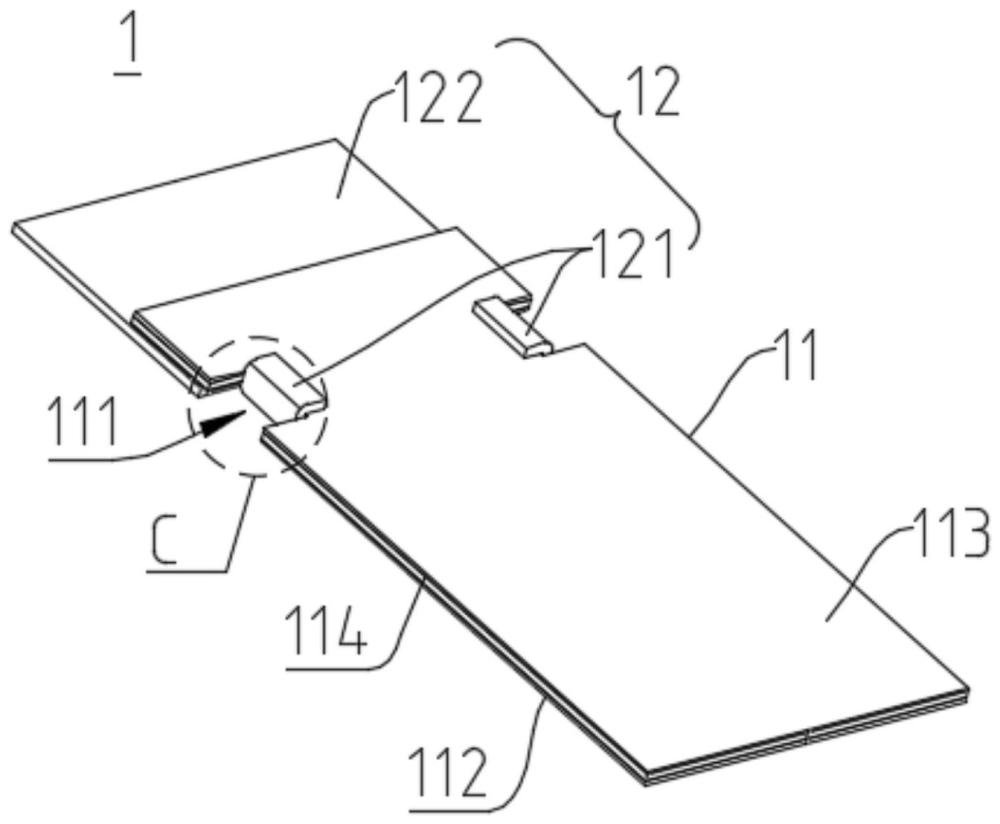
2、为了实现上述目的,本公开提供一种极片,所述极片包括:复合集流体,所述复合集流体具有相对设置的第一导电面和第二导电面;和导电件,与所述第一导电面部分贴合,所述导电件的至少部分形成有弯折部,所述弯折部由所述第一导电面朝向所述第二导电面翻折并且与所述第二导电面连接。
3、可选地,所述弯折部包括成角度连接的第一弯折段和第二弯折段,所述导电件还包括主体部,所述主体部与所述第一导电面部分贴合且通过所述第一弯折段和所述第二弯折段与所述第二导电面连接。
4、可选地,所述复合集流体的边缘形成有凹口,部分所述弯折部位于所述凹口内并由所述第一导电面朝向所述第二导电面翻折。
5、可选地,所述凹口和所述弯折部分别设置为至少两个并且所述凹口与所述弯折部一一对应,其中,至少两个所述凹口沿所述复合集流体的宽度方向对称布置。
6、可选地,所述导电件与所述第一导电面焊接;和/或,所述弯折部与所述第二导电面焊接。
7、可选地,所述导电件与所述第一导电面在所述复合集流体的长度方向上的焊接尺寸为2mm-10mm。
8、可选地,所述弯折部与所述第二导电面在所述复合集流体的长度方向上的焊接尺寸为2mm-5mm;和/或,所述弯折部与所述第二导电面在所述复合集流体的宽度方向上的焊接尺寸为3mm-5mm。
9、在上述技术方案的基础上,本公开还提供了一种极芯,所述极芯包括上述的极片。
10、可选地,所述极片的数量为多个,多个所述极片相互堆叠并且相邻两个所述极片的导电件焊接连接。
11、在上述技术方案的基础上,本公开又提供了一种电池,所述电池包括上述的极芯。
12、在上述技术方案的基础上,本公开另外提供了一种用电设备,所述用电设备包括上述的电池。
13、在上述技术方案的基础上,本公开再提供了一种极片的制造方法,所述制造方法包括:准备导电件原料和复合集流体原料;将所述导电件原料叠置于所述复合集流体原料并焊接;裁切所述复合集流体原料和所述导电件原料以得到多个复合集流体和多个导电件,并在每个所述导电件上形成弯折部;将每个所述导电件的所述弯折部翻折以与对应的所述复合集流体焊接。
14、可选地,所述准备导电件原料和复合集流体原料包括:在所述复合集流体原料上开设至少两个开孔,至少两个所述开孔沿所述复合集流体原料的长度方向间隔设置;在所述导电件原料上开设至少两个条形孔,至少两个所述条形孔沿所述导电件原料的长度方向间隔设置。
15、可选地,所述将所述导电件原料叠置于所述复合集流体原料并焊接包括:将所述导电件原料叠置于所述复合集流体原料,使得位于所述条形孔与所述导电件原料的边缘之间的部分位于所述开孔所形成的区域内;焊接所述复合集流体原料与所述导电件原料。
16、可选地,所述裁切所述复合集流体原料和所述导电件原料以得到多个复合集流体和多个导电件,并在每个所述导电件上形成弯折部包括:沿裁切线裁切所述复合集流体原料和所述导电件原料以得到多个复合集流体和多个导电件,所述裁切线穿过所述条形孔和所述开孔以在每个所述导电件上位于所述条形孔与所述导电件的边缘之间的部分形成弯折部,并在每个所述复合集流体上形成凹口。
17、可选地,所述将每个所述导电件的所述弯折部翻折以与对应的所述复合集流体焊接包括:将每个所述导电件的所述弯折部翻折以穿过所述凹口与对应的所述复合集流体焊接。
18、可选地,所述导电件原料与所述复合集流体原料滚焊连接;和/或,所述弯折部与所述复合集流体滚焊连接。
19、通过上述技术方案,在本公开提供的极片中,通过使导电件与该复合集流体的其中一个导电面(例如第一导电面)贴合,在该导电件的至少部分形成弯折部,并使该弯折部由一个导电面朝向另一导电面(例如第二导电面)翻转并与该另一导电面连接,来实现在通过导电件将复合集流体的两个导电面(也即第一导电面和第二导电面)进行连接时,通过单片导电件上的两个部分即可实现,这样一来,由于减少了导电件的设置数量,因此能够大大节省导电件的用量。
20、本公开的其他特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种极片,其特征在于,包括:
2.根据权利要求1所述的极片,其特征在于,所述弯折部包括成角度连接的第一弯折段和第二弯折段,所述导电件还包括主体部,所述主体部与所述第一导电面部分贴合且通过所述第一弯折段和所述第二弯折段与所述第二导电面连接。
3.根据权利要求1所述的极片,其特征在于,所述复合集流体的边缘形成有凹口,部分所述弯折部位于所述凹口内并由所述第一导电面朝向所述第二导电面翻折。
4.根据权利要求3所述的极片,其特征在于,所述凹口和所述弯折部分别设置为至少两个并且所述凹口与所述弯折部一一对应,其中,至少两个所述凹口沿所述复合集流体的宽度方向对称布置。
5.根据权利要求1-4中任一项所述的极片,其特征在于,所述导电件与所述第一导电面焊接;和/或,所述弯折部与所述第二导电面焊接。
6.根据权利要求5所述的极片,其特征在于,所述导电件与所述第一导电面在所述复合集流体的长度方向上的焊接尺寸为2mm-10mm。
7.根据权利要求5所述的极片,其特征在于,所述弯折部与所述第二导电面在所述复合集流体的长度方向上的焊接尺寸为2mm-5mm;和/或,
8.一种极芯,其特征在于,所述极芯包括根据权利要求1-7中任一项所述的极片。
9.根据权利要求8所述的极芯,其特征在于,所述极片的数量为多个,多个所述极片相互堆叠并且相邻两个所述极片的导电件焊接连接。
10.一种电池,其特征在于,所述电池包括根据权利要求8或9所述的极芯。
11.一种用电设备,其特征在于,所述用电设备包括根据权利要求10所述的电池。
12.一种极片的制造方法,其特征在于,所述制造方法包括:
13.根据权利要求12所述的极片的制造方法,其特征在于,所述准备导电件原料和复合集流体原料包括:
14.根据权利要求13所述的极片的制造方法,其特征在于,所述将所述导电件原料叠置于所述复合集流体原料并焊接包括:
15.根据权利要求14所述的极片的制造方法,其特征在于,所述裁切所述复合集流体原料和所述导电件原料以得到多个复合集流体和多个导电件,并在每个所述导电件上形成弯折部包括:
16.根据权利要求15所述的极片的制造方法,其特征在于,所述将每个所述导电件的所述弯折部翻折以与对应的所述复合集流体焊接包括:
17.根据权利要求12-16中任一项所述的极片的制造方法,其特征在于,所述导电件原料与所述复合集流体原料滚焊连接;和/或,
技术总结
本公开涉及一种极片、极芯、电池、用电设备及极片的制造方法,所述极片包括:复合集流体,所述复合集流体具有相对设置的第一导电面和第二导电面;和导电件,与所述第一导电面部分贴合,所述导电件的至少部分形成有弯折部,所述弯折部由所述第一导电面朝向所述第二导电面翻折并且与所述第二导电面连接。本公开提供的极片能够减少导电件的用量。
技术研发人员:陈广安,李美杰,李胜章,王信月,陈冲
受保护的技术使用者:比亚迪股份有限公司
技术研发日:
技术公布日:2024/8/20
- 还没有人留言评论。精彩留言会获得点赞!