固态电池极片卷料处理方法及设备与流程
本发明涉及固态电池制造,特别涉及一种固态电池极片卷料处理方法及设备。
背景技术:
1、随着科技的不断进步和人们需求的日益提升,电池技术也在不断发展。其中,固态电池是一种新型的电池技术,具有固态电解质,而非液态电解质,相比于传统的液态电池而言,固态电池拥有着更高的能量密度、更快的充电速度、更高的安全性能和更长的使用寿命等的优势,受到了广泛的关注。
2、然而,现有的固态电池生产工艺仍不成熟,存在一些不足之处,当极片料卷在完成裁断工序后与其他极片进行复合、以制备固态电池电芯时,难以确保相邻的极片之间具有高的贴合度,导致固态电池电芯的质量下降。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种固态电池极片卷料处理方法及设备,能够提升固态电池电芯中的相邻极片之间的贴合度,保证固态电池电芯的质量佳。
2、本发明第一方面实施例提供了一种固态电池极片卷料处理方法,其包括如下的步骤:
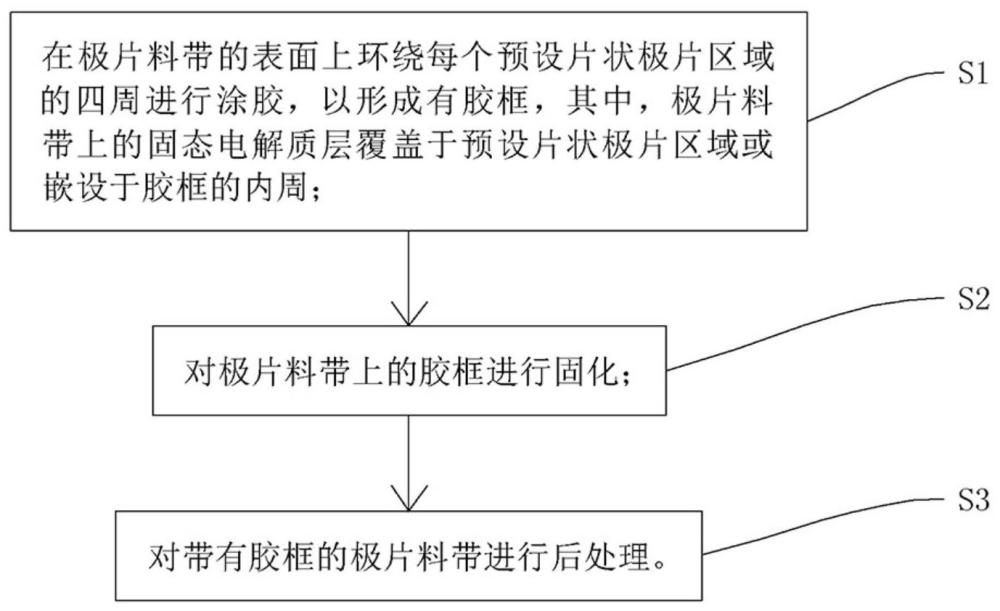
3、在极片料带的表面上环绕每个预设片状极片区域的四周进行涂胶,以形成有胶框,其中,极片料带上的固态电解质层覆盖于所述预设片状极片区域或嵌设于所述胶框的内周;
4、对极片料带上的所述胶框进行固化;
5、对带有所述胶框的极片料带进行后处理。
6、根据本发明第一方面实施例的固态电池极片卷料处理方法,至少具有如下的有益效果:在极片料带的表面上针对每个预设片状极片区域进行涂胶处理,以制造出环绕预设片状极片区域设置的胶框,接着,对所形成的胶框进行固化处理,加快胶框的成型速度,然后,对带有胶框和预设片状极片区域的极片料带进行后处理,以便后续利用该极片料带加工制造出固态电池电芯,且保证固态电池电芯中的极片之间因胶框的存在而紧密贴合,提高它们之间的连接效果,避免出现在对固态电池电芯保压加压的过程中,固态电解质层容易发生相对偏移的问题,进而能够提升固态电池电芯的质量。
7、在本发明的一些实施例中,所述在极片料带的表面上环绕每个预设片状极片区域的四周进行涂胶,以形成有胶框,包括如下的步骤:
8、将极片料带上的带有预设片状极片区域的部分逐一送至涂胶工位;
9、通过丝网印刷方式对位于所述涂胶工位上的极片料带进行涂胶,以形成有环绕所述预设片状极片区域设置的胶框。
10、在本发明的一些实施例中,固态电池极片卷料处理方法还包括如下的步骤:对位于所述涂胶工位上游和下游的极片料带进行料带缓存。
11、在本发明的一些实施例中,所述在极片料带的表面上环绕每个预设片状极片区域的四周进行涂胶,以形成有胶框,包括如下的步骤:
12、将极片料带往涂胶工位的方向不停歇送料;
13、通过滚筒转印方式在极片料带的表面上进行连续涂胶,以形成有环绕所述预设片状极片区域设置的胶框。
14、在本发明的一些实施例中,所述对带有所述胶框的极片料带进行后处理,包括如下的步骤:
15、对带有所述胶框的极片料带进行裁断,以形成有一块块带有预设片状极片区域和所述胶框的极片;
16、对裁断出的极片进行叠片,以形成有固态电池电芯。
17、在本发明的一些实施例中,所述对裁断出的极片进行叠片之前,还包括如下的步骤:
18、对裁断出的极片进行尺寸检测,并剔除尺寸不合格的极片;
19、对尺寸合格的极片进行极耳的倒角裁切;
20、对裁切出的极片进行缺陷检测,并剔除有缺陷的极片。
21、在本发明的一些实施例中,所述对带有所述胶框的极片料带进行后处理,包括如下的步骤:
22、放卷出保护膜料带;
23、将带有所述胶框的极片料带和所述保护膜料带一并收卷,以形成有覆膜极片卷料。
24、本发明第二方面实施例提供了一种固态电池极片卷料处理设备,其用于实施如第一方面实施例所述的固态电池极片卷料处理方法,所述固态电池极片卷料处理设备包括:
25、涂胶装置,用于在极片料带的表面上环绕每个预设片状极片区域的四周进行涂胶,以形成有胶框,其中,极片料带上的固态电解质层覆盖于所述预设片状极片区域或嵌设于所述胶框的内周;
26、固化装置,用于对极片料带上的所述胶框进行固化;
27、后处理装置,用于对带有所述胶框的极片料带进行后处理。
28、根据本发明第二方面实施例的固态电池极片卷料处理设备,至少具有如下的有益效果:针对带固态电解质层的极片料带,利用涂胶装置进行胶体涂覆,以在极片的表面上制造出环绕预设片状极片区域设置的胶框;接着,借助固化装置对所制造的胶框进行干燥固化,令极片料带上的胶框更快成型;随后,对同时带有预设片状极片区域和胶框的极片料带进行后处理,方便利用该极片料带加工制造出固态电池电芯,并且,可以保证固态电池电芯中的极片之间因胶框的作用而紧密贴合,提高极片之间的连接效果,避免出现在对固态电池电芯保压加压的过程中,固态电解质层容易发生相对偏移的问题,从而可以提升固态电池电芯的质量。
29、在本发明的一些实施例中,所述后处理装置包括裁断装置和叠片装置,所述裁断装置用于对带有所述胶框的极片料带进行裁断,以形成有一块块带有预设片状极片区域和所述胶框的极片,所述叠片装置用于对裁断出的极片进行叠片,以形成有固态电池电芯。
30、在本发明的一些实施例中,所述后处理装置包括保护膜放卷装置和收卷装置,所述保护膜放卷装置用于放卷出保护膜料带;所述收卷装置用于将带有所述胶框的极片料带和保护膜料带一并收卷,以形成有覆膜极片卷料。
31、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书、权利要求书以及附图中所特别指出的结构来实现和获得。
技术特征:
1.固态电池极片卷料处理方法,其特征在于,包括如下的步骤:
2.根据权利要求1所述的固态电池极片卷料处理方法,其特征在于,所述在极片料带的表面上环绕每个预设片状极片区域的四周进行涂胶,以形成有胶框,包括如下的步骤:
3.根据权利要求2所述的固态电池极片卷料处理方法,其特征在于,还包括如下的步骤:对位于所述涂胶工位上游和下游的极片料带进行料带缓存。
4.根据权利要求1所述的固态电池极片卷料处理方法,其特征在于,所述在极片料带的表面上环绕每个预设片状极片区域的四周进行涂胶,以形成有胶框,包括如下的步骤:
5.根据权利要求1所述的固态电池极片卷料处理方法,其特征在于,所述对带有所述胶框的极片料带进行后处理,包括如下的步骤:
6.根据权利要求5所述的固态电池极片卷料处理方法,其特征在于,所述对裁断出的极片进行叠片之前,还包括如下的步骤:
7.根据权利要求1所述的固态电池极片卷料处理方法,其特征在于,所述对带有所述胶框的极片料带进行后处理,包括如下的步骤:
8.固态电池极片卷料处理设备,其特征在于,用于实施如权利要求1所述的固态电池极片卷料处理方法,所述固态电池极片卷料处理设备包括:
9.根据权利要求8所述的固态电池极片卷料处理设备,其特征在于,所述后处理装置包括裁断装置和叠片装置,所述裁断装置用于对带有所述胶框的极片料带进行裁断,以形成有一块块带有预设片状极片区域和所述胶框的极片,所述叠片装置用于对裁断出的极片进行叠片,以形成有固态电池电芯。
10.根据权利要求8所述的固态电池极片卷料处理设备,其特征在于,所述后处理装置包括保护膜放卷装置和收卷装置,所述保护膜放卷装置用于放卷出保护膜料带;所述收卷装置用于将带有所述胶框的极片料带和保护膜料带一并收卷,以形成有覆膜极片卷料。
技术总结
本发明公开一种固态电池极片卷料处理方法及设备,涉及固态电池制造技术领域;固态电池极片卷料处理方法包括如下的步骤:在极片料带的表面上环绕每个预设片状极片区域的四周进行涂胶,以形成有胶框,其中,极片料带上的固态电解质层覆盖于预设片状极片区域或嵌设于胶框的内周;对极片料带上的胶框进行固化;对带有胶框的极片料带进行后处理。本发明能够提升固态电池电芯中的相邻极片之间的贴合度,保证固态电池电芯的质量佳。
技术研发人员:请求不公布姓名,请求不公布姓名,请求不公布姓名,请求不公布姓名,请求不公布姓名
受保护的技术使用者:广东利元亨智能装备股份有限公司
技术研发日:
技术公布日:2024/8/13
- 还没有人留言评论。精彩留言会获得点赞!