燃料电池的半电池结构及其装配方法、燃料电池堆与流程
本发明涉及燃料电池,尤其是指燃料电池的半电池结构及其装配方法、燃料电池堆。
背景技术:
1、氢燃料电池是一种零排放、转换效率高、启动快的清洁能源。燃料电池的种类有多种,主要有固体氧化物燃料电池、磷酸燃料电池、碱性燃料电池、直接甲醇燃料电池、质子交换膜燃料电池等,其中质子交换膜燃料电池近些年在汽车、发电站等领域有着广泛的应用。质子交换膜燃料电池电堆是一种可以将氢气与氧气由化学能转换为电能的装置。双极板主要分为石墨双极板、复合双极板、金属双极板,现使用较多的是石墨双极板和金属双极板。石墨板加工时分别将阴阳极板雕刻或者模压,再通过丝网印刷或点胶粘接固化形成,再粘接密封胶条形成石墨双极板。金属双极板加工时分别使用模具冲压出阴阳极单极板,分别做涂层,再通过激光焊接将阴阳极单板连接为一个整体、粘接密封胶条形成金属双极板。对于金属双极板,大多数为阴阳极两面粘贴密封胶条,在密封设计时阴极板与阳极板的过桥位置的密封胶条相互错开,电堆装配时相邻两片双极板旋转180°,与膜电极配合,密封胶条正好相对,即“两片一循环”。
2、现有技术的不足在于,对于传统金属板电堆,电堆长时间运行后,容易引起密封失效,堆芯易漏氢,存在安全隐患。
技术实现思路
1、为此,本发明所要解决的技术问题在于克服现有技术中的不足,提供一种燃料电池的半电池结构及其装配方法、燃料电池堆,本发明针对现有电池堆的密封方式进行改进,将金属双极板阳极侧与膜电极进行粘接,组成半电池结构,降低密封失效风险,从而有效避免安全隐患。
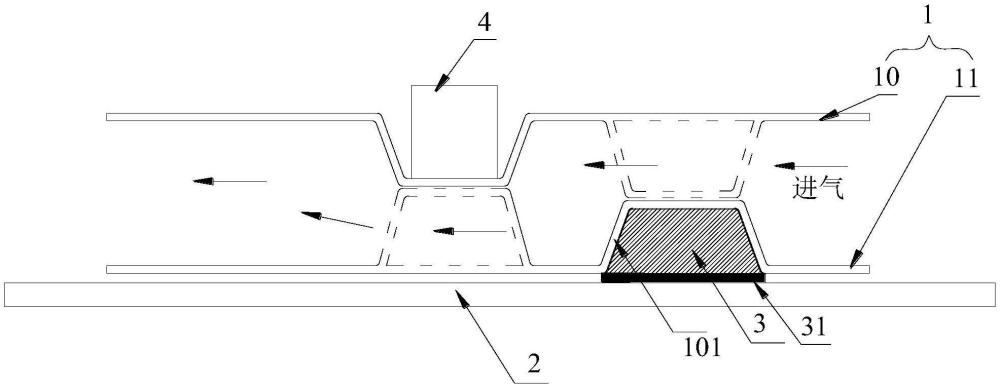
2、为解决上述技术问题,本发明提供了燃料电池的半电池结构,其特征在于:包括,
3、双极板结构,其包括阳极板和阴极板,所述阳极板与所述阴极板焊接形成所述双极板结构;
4、膜电极,其与所述阳极板相连;
5、粘结件,其设置于所述阳极板,所述粘结件设置于所述阳极板气体侧密封槽内,或者,所述粘结件设置于所述阳极板过桥脊区域的凹槽与非过桥位置的密封槽;
6、密封件,其与所述阴极板相连。
7、在本发明的一个实施例中,所述粘结件包括胶水或胶膜,所述胶水包括硅橡胶、环氧胶、uv胶、热熔胶和改性硅烷。
8、在本发明的一个实施例中,所述阳极板包括第一氢气口、第一水腔口、第一空气口、第一过桥结构、第一分配区、第一活化区以及过桥处密封槽区域、过桥脊以及所述过桥脊区域凹槽,所述阴极板包括第二氢气口、第二水腔口、第二空气口、第二过桥结构、第二分配区、第二活化区以及密封件区域。
9、在本发明的一个实施例中,所述密封件包括密封胶条。
10、本发明还提供了燃料电池堆,包括端板组件、堆芯、绝缘板组件、集流板组件以及巡检模块,其中,所述堆芯包括多个如上所述的燃料电池的半电池结构,多个所述燃料电池的半电池结构堆叠形成所述堆芯。
11、本发明还提供了燃料电池的半电池结构装配方法,所述装配方法用于装配如上所述的燃料电池的半电池结构,所述装配方法包括,
12、步骤s1,对第一双级板结构中的第一阳极板气体侧密封槽填充粘结件;
13、步骤s2,再将第一膜电极与所述第一阳极板粘接;
14、步骤s3,在所述第一双极板结构中的第一阴极板粘接密封件,形成第一半电池结构;
15、或者,
16、步骤一,对第二双级板结构中的第二阳极板过桥脊区域的凹槽与非过桥位置的密封槽填充所述粘结件;
17、步骤二,再将第二膜电极与所述第二阳极板粘接;
18、步骤三,在所述第二双级板结构中的第二阴极板粘接所述密封件,形成第二半电池结构。
19、在本发明的一个实施例中,在所述步骤s1中,对所述第一阳极板气体侧的密封槽填充粘结件的方法包括点胶或填充胶膜;在所述步骤一中,对所述第二阳极板过桥脊区域的凹槽与非过桥位置的密封槽填充所述粘结件的方法包括点胶或填充胶膜。
20、在本发明的一个实施例中,在所述步骤s2中,通过点胶机将粘结剂均匀涂抹于所述第一阳极板的待粘接区域,再将所述第一膜电极贴附于所述第一阳极板的待粘接区域,通过压机进行压合,再通过所述粘结剂进行固定;在所述步骤二中,通过点胶机将粘结剂均匀涂抹于所述第二阳极板的待粘接区域,再将所述第二膜电极贴附于所述第二阳极板的待粘接区域,通过所述压机进行压合,再通过所述粘结剂进行固定。
21、在本发明的一个实施例中,在所述第一阴极板或所述第二阴极板粘接所述密封件,形成所述第一半电池结构或所述第二半电池结构。
22、在本发明的一个实施例中,在所述步骤s2中,通过热压机将所述第一双级板结构、所述胶膜以及所述第一膜电极压合成为一体;在所述步骤二中,通过所述热压机将所述第二双级板结构、所述胶膜以及所述第二膜电极压合成为一体。
23、本发明的上述技术方案相比现有技术具有以下优点:
24、本发明所述的一种燃料电池的半电池结构,包括双极板结构、膜电极、粘结件以及密封件,本发明的半电池结构,其中,双极板结构包括相互焊接的阳极板和阴极板,在阳极板粘接膜电极,阴极板粘接密封件,既不影响燃料电池电堆的结构,又能增强堆芯的密封性,降低泄露风险。
25、将粘结件设置于所述阳极板气体侧密封槽,并结合膜电极形成的半电池结构,在装堆时,能够减少堆芯一半的堆叠片数,大大提升装堆效率;进一步地,在阳极板一侧采用胶水或者胶膜粘接密封,相较于原有的采用胶条密封的方式,能够减少密封件的用量,并且粘接后的气体密封性更好,气体透过率更低,从而能够有效降低泄露和失效等风险;
26、更进一步地,采用本发明的半电池结构的电堆一致性好,双极板结构的一面与膜电极粘接,两个粘接面相对固定,相邻的两个半电池结构之间通过密封件进行密封,当燃料电池的电堆需要拆装或返修时,相较于传统电堆,双极板和膜电极匹配发生问题的概率会降低一半,且拆装与堆叠更加方便,便于进行装配;
27、将粘结件填充于阳极板过桥脊区域的凹槽内与非过桥位置的密封槽,相较于现有技术来说,能够提高半电池结构的密封性,相比于传统的金属双极板,能够减少双极板结构受到密封剪切力的影响,使整个燃料电池电堆的密封线受力沿同一竖直方向,从而能够提高燃料电池电堆的使用寿命,降低燃料电池电堆长期运行后气密泄露风险。
技术特征:
1.燃料电池的半电池结构,其特征在于:包括,
2.根据权利要求1所述的燃料电池的半电池结构,其特征在于:所述粘结件包括胶水或胶膜,所述胶水包括硅橡胶、环氧胶、uv胶、热熔胶和改性硅烷。
3.根据权利要求1所述的燃料电池的半电池结构,其特征在于:所述阳极板包括第一氢气口、第一水腔口、第一空气口、第一过桥结构、第一分配区、第一活化区以及过桥处密封槽区域、过桥脊以及所述过桥脊区域凹槽,所述阴极板包括第二氢气口、第二水腔口、第二空气口、第二过桥结构、第二分配区、第二活化区以及密封件区域。
4.根据权利要求1所述的燃料电池的半电池结构,其特征在于:所述密封件包括密封胶条。
5.燃料电池堆,其特征在于:包括端板组件、堆芯、绝缘板组件、集流板组件以及巡检模块,其中,所述堆芯包括多个权利要求1-4所述的燃料电池的半电池结构,多个所述燃料电池的半电池结构堆叠形成所述堆芯。
6.燃料电池的半电池结构装配方法,其特征在于:所述装配方法用于装配如权利要求1-4所述的燃料电池的半电池结构,所述装配方法包括,
7.根据权利要求6所述的燃料电池的半电池结构装配方法,其特征在于:在所述步骤s1中,对所述第一阳极板气体侧的密封槽填充粘结件的方法包括点胶或填充胶膜;在所述步骤一中,对所述第二阳极板过桥脊区域的凹槽与非过桥位置的密封槽填充所述粘结件的方法包括点胶或填充胶膜。
8.根据权利要求6所述的燃料电池的半电池结构装配方法,其特征在于:在所述步骤s2中,通过点胶机将粘结剂均匀涂抹于所述第一阳极板的待粘接区域,再将所述第一膜电极贴附于所述第一阳极板的待粘接区域,通过压机进行压合,再通过所述粘结剂进行固定;在所述步骤二中,通过点胶机将粘结剂均匀涂抹于所述第二阳极板的待粘接区域,再将所述第二膜电极贴附于所述第二阳极板的待粘接区域,通过所述压机进行压合,再通过所述粘结剂进行固定。
9.根据权利要求6所述的燃料电池的半电池结构装配方法,其特征在于:在所述第一阴极板或所述第二阴极板粘接所述密封件,形成所述第一半电池结构或所述第二半电池结构。
10.根据权利要求6所述的燃料电池的半电池结构装配方法,其特征在于:在所述步骤s2中,通过热压机将所述第一双级板结构、所述胶膜以及所述第一膜电极压合成为一体;在所述步骤二中,通过所述热压机将所述第二双级板结构、所述胶膜以及所述第二膜电极压合成为一体。
技术总结
本发明涉及燃料电池的半电池结构及其装配方法、燃料电池堆,包括双极板结构,其包括阳极板和阴极板,阳极板与所述阴极板焊接形成所述双极板结构;膜电极,其与阳极板相连;粘结件,其设置于阳极板,粘结件设置于所述阳极板气体侧密封槽内,或者,粘结件设置于所述阳极板过桥脊区域的凹槽与非过桥位置的密封槽;密封件,其与阴极板相连。燃料电池堆包括端板组件、堆芯、绝缘板组件、集流板组件以及巡检模块,所述堆芯包括多个燃料电池的半电池结构,多个所述燃料电池的半电池结构堆叠形成所述堆芯。本发明针对现有电池堆的密封方式进行改进,将金属双极板阳极侧与膜电极进行粘接,组成半电池结构,降低密封失效风险,从而有效避免安全隐患。
技术研发人员:李帅,刘洪伟,袁蕴超,王海峰
受保护的技术使用者:浙江锋源氢能科技有限公司
技术研发日:
技术公布日:2024/8/15
- 还没有人留言评论。精彩留言会获得点赞!