高容量电池电芯卷绕成型方法及高容量电池与流程
本公开涉及高容量电池制造的,特别是涉及一种高容量电池电芯卷绕成型方法及高容量电池。
背景技术:
1、随着新能源汽车的广泛使用,对电池的容量提出了新的要求。为了进一步地提高电池的能量密度,圆柱电池因其在同等条件下体积能够被卷绕地更小而使得其容量更大,从而使得大量的生产商采用圆柱电池作为新能源汽车的动力源。其中,圆柱电池在2100mah及以上就能称之为高容量电池。
2、例如中国专利文献cn201584463u公开了一种提高电池容量的卷绕结构,其通过正极片、负极片和隔膜卷绕形成多个绕圈,其中该正、负极片由集流体和活性层构成,该卷绕结构所形成的最内圈及最外圈极片均为单层活性层,其他绕圈极片均为双层活性层。
3、然而上述的提高电池容量的卷绕结构的设计存在以下问题:
4、上述的提高电池容量的卷绕结构,虽然能够通过使正极片、隔膜及负极片紧凑地卷绕起来缩小体积而进一步地提升能量密度,但是由正极片软化程度有限,结合图1所示,在卷绕后容易在弯曲位置断裂而形成裂纹,正极片在裂纹处会形成尖刺,尖刺容易刺破隔膜而接触到负极片,从而导致电池内部出现短路的情况。
技术实现思路
1、本公开的目的是克服现有技术中的不足之处,提供一种能减少尖刺容易刺破隔膜、卷绕更加紧凑的高容量电池电芯卷绕成型方法及高容量电池。
2、本公开的目的是通过以下技术方案来实现的:
3、一种高容量电池电芯卷绕成型方法,包括:
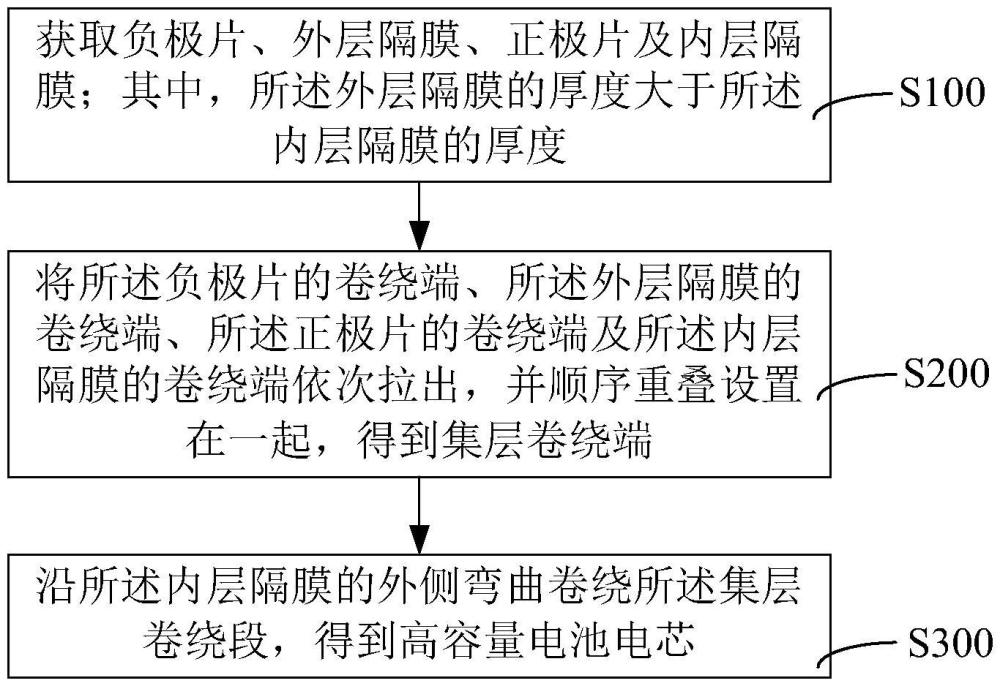
4、获取负极片、外层隔膜、正极片及内层隔膜;其中,所述外层隔膜的厚度大于所述内层隔膜的厚度;
5、将所述负极片的卷绕端、所述外层隔膜的卷绕端、所述正极片的卷绕端及所述内层隔膜的卷绕端依次拉出,并顺序重叠设置在一起,得到集层卷绕段;
6、沿所述内层隔膜的外侧弯曲卷绕所述集层卷绕段,得到高容量电池电芯。
7、在其中一个实施例中,所述外层隔膜的厚度与所述内层隔膜的厚度的比值的范围为1.5至3。
8、在其中一个实施例中,所述外层隔膜的厚度范围为0.1mm至0.21mm。
9、在其中一个实施例中,所述获取负极片、外层隔膜、正极片及内层隔膜,之后包括:
10、将所述负极片安装于第一放卷辊上;
11、将所述外层隔膜安装于第二放卷辊上;
12、将所述正极片安装于第三放卷辊上;
13、将所述内层隔膜安装于第四放卷辊上。
14、在其中一个实施例中,所述将所述负极片的卷绕端、所述外层隔膜的卷绕端、所述正极片的卷绕端及所述内层隔膜的卷绕端依次拉出,并顺序重叠设置在一起,得到集层卷绕段,包括:
15、将所述负极片的卷绕端拉出;
16、将所述外层隔膜的卷绕端拉出,以使所述外层隔膜的卷绕端对齐并叠放于所述负极片的卷绕端上;
17、将所述正极片的卷绕端拉出,以使所述正极片的卷绕端对齐并叠放于所述外层隔膜的卷绕端上;
18、将所述内层隔膜的卷绕端拉出,以使所述内层隔膜的卷绕端对齐并叠放于所述正极片的卷绕端上,得到集层卷绕段。
19、在其中一个实施例中,所述将所述负极片的卷绕端、所述外层隔膜的卷绕端、所述正极片的卷绕端及所述内层隔膜的卷绕端依次拉出,并顺序重叠设置在一起,得到集层卷绕段,之后包括:
20、将所述集层卷绕段拉伸至压合辊组的压合缝内,以将所述集层卷绕段压紧;
21、驱动所述压合辊组的两压辊转动,以夹持并传输所述集层卷绕段。
22、在其中一个实施例中,所述沿所述内层隔膜的外侧弯曲卷绕所述集层卷绕段,得到高容量电池电芯,包括:
23、将所述集层卷绕段的首端靠近所述内层隔膜的一侧弯曲并粘贴于收卷针上;
24、驱动所述收卷针转动,以卷绕所述集层卷绕段,得到所述高容量电池电芯。
25、在其中一个实施例中,所述驱动所述收卷针转动,以卷绕所述集层卷绕段,得到高容量电池电芯,包括:
26、获取所述收卷针的旋转圈数;
27、判断所述收卷针的旋转圈数是否大于预设圈数;
28、当所述收卷针的旋转圈数小于预设圈数时,驱动所述收卷针正向转动,以卷绕所述集层卷绕段;
29、推动切刀靠近所述集层卷绕段的尾端移动,以切断所述集层卷绕段的尾端,得到所述高容量电池电芯。
30、在其中一个实施例中,所述当所述收卷针的旋转圈数小于预设圈数时,驱动所述收卷针正向转动,以卷绕所述集层卷绕段,之后包括:
31、当所述收卷针的旋转圈数大于预设圈数时,所述收卷针逆向转动,以放卷所述集层卷绕段。
32、在其中一个实施例中,所述当所述收卷针的旋转圈数小于预设圈数时,驱动所述收卷针正向转动,以卷绕所述集层卷绕段,之后包括:
33、当所述收卷针的旋转圈数等于预设圈数时,所述收卷针停止转动。
34、与现有技术相比,本公开至少具有以下优点:
35、上述的高容量电池电芯卷绕成型方法,通过将负极片的卷绕端、外层隔膜的卷绕端、正极片的卷绕端及内层隔膜的卷绕端依次拉出,从而能够使得负极片的卷绕端、外层隔膜的卷绕端、正极片的卷绕端及内层隔膜的卷绕端顺序重叠设置在一起,负极片的卷绕端、外层隔膜的卷绕端、正极片的卷绕端及内层隔膜的卷绕端顺序重叠在一起后能够形成集层卷绕段,通过使集层卷绕段沿内层隔膜的外侧弯曲卷绕,从而能够使得在正极片的卷绕端第一侧的外层隔膜的卷绕端向正极片的卷绕端第二侧的内层隔膜弯曲,正极片的卷绕端由于卷绕会在弯曲位置出现裂纹,而由于外层隔膜的厚度大于内层隔膜的厚度,使得正极片的卷绕端第一侧所需的弯曲力将大于正极片的卷绕端第二侧的弯曲力,从而使得在裂纹处更容易向外层隔膜的卷绕端形成尖刺,外层隔膜由于厚度大更不容易被尖刺刺破,进而能有效地避免正极片与负极片接触,最终避免电池内部出现短路的情况。
技术特征:
1.一种高容量电池电芯卷绕成型方法,其特征在于,包括:
2.根据权利要求1所述的高容量电池电芯卷绕成型方法,其特征在于,所述外层隔膜的厚度与所述内层隔膜的厚度的比值的范围为1.5至3。
3.根据权利要求2所述的高容量电池电芯卷绕成型方法,其特征在于,所述外层隔膜的厚度范围为0.1mm至0.21mm。
4.根据权利要求1所述的高容量电池电芯卷绕成型方法,其特征在于,所述获取负极片、外层隔膜、正极片及内层隔膜,之后包括:
5.根据权利要求1所述的高容量电池电芯卷绕成型方法,其特征在于,所述将所述负极片的卷绕端、所述外层隔膜的卷绕端、所述正极片的卷绕端及所述内层隔膜的卷绕端依次拉出,并顺序重叠设置在一起,得到集层卷绕段,包括:
6.根据权利要求1所述的高容量电池电芯卷绕成型方法,其特征在于,所述将所述负极片的卷绕端、所述外层隔膜的卷绕端、所述正极片的卷绕端及所述内层隔膜的卷绕端依次拉出,并顺序重叠设置在一起,得到集层卷绕段,之后包括:
7.根据权利要求1所述的高容量电池电芯卷绕成型方法,其特征在于,所述沿所述内层隔膜的外侧弯曲卷绕所述集层卷绕段,得到高容量电池电芯,包括:
8.根据权利要求7所述的高容量电池电芯卷绕成型方法,其特征在于,所述驱动所述收卷针转动,以卷绕所述集层卷绕段,得到高容量电池电芯,包括:
9.根据权利要求8所述的高容量电池电芯卷绕成型方法,其特征在于,所述当所述收卷针的旋转圈数小于预设圈数时,驱动所述收卷针正向转动,以卷绕所述集层卷绕段,之后包括:
10.一种高容量电池,其特征在于,采用如权利要求1至9中任一项所述的高容量电池电芯卷绕成型方法制备得到。
技术总结
本公开提供一种高容量电池电芯卷绕成型方法及高容量电池。上述方法包括:获取负极片、外层隔膜、正极片及内层隔膜;其中,外层隔膜的厚度大于内层隔膜的厚度;将负极片的卷绕端、外层隔膜的卷绕端、正极片的卷绕端及内层隔膜的卷绕端依次拉出,并顺序重叠设置在一起,得到集层卷绕段;沿内层隔膜的外侧弯曲卷绕集层卷绕段,得到高容量电池电芯。由于外层隔膜的厚度大于内层隔膜的厚度,使得正极片的卷绕端第一侧所需的弯曲力将大于正极片的卷绕端第二侧的弯曲力,从而使得在裂纹处更容易向外层隔膜的卷绕端形成尖刺,外层隔膜由于厚度大更不容易被尖刺刺破,进而能有效地避免正极片与负极片接触,最终避免电池内部出现短路的情况。
技术研发人员:卢祖沛,曹胜龙,王卫东,王守军
受保护的技术使用者:梅州市量能新能源科技有限公司
技术研发日:
技术公布日:2024/10/21
- 还没有人留言评论。精彩留言会获得点赞!